Принципы полировки
Источник: http://www.eastwood.com/metal-polishing-buffing-machines...
Перевод: А.С. Пархоменко
Источник: http://www.eastwood.com/metal-polishing-buffing-machines...
Перевод: А.С. Пархоменко
Принципы полировки. В данной статье рассмотрен метод полировки металлов, приведено его сравнение со шлифованием.
Шлифовка металлической детали удаляет небольшое количество металла от нее, используя грубый способ шлифования. Деталь будет иметь чистый вид, но вы не сможете увидеть никаких отражений в нем. Шлифование удаляет царапины и незначительные внешние дефекты, которые слишком глубоки для смесей полировки. Шлифование проводится при наличие всевозможных царапин на поверхности перед полированием. Ключ к успеху в шлифовке – удалить только достаточное количество материала, чтобы сделать поверхность ровной, сглаженной, но не больше.
Полировка удаляет мельчайшие внешние неровности и делает поверхность совершенно гладкой, снимая очень небольшое количество металла. Подобно шлифовке, полировка делается в стадиях от грубой к чистовой. Поверхностный слой детали при полировке настолько чистый, что вы, возможно, не смогли бы ощутить разницу между полировкой и притиркой, если бы руководствовались физическими ощущениями. Их разница в выполнении, однако, существенна.
«Счесывание» процесс грубый и удаляет необходимое количество материала быстро. Первые стадии полировки были названы стадиями «Счесывание». «Отделочная обработка» структура очень чистая и приводит к зеркальноподобному сиянию, которое является результатом отлично сделанного процесса полировки. Конечная стадия полировки называется «Отделочная обработка».
Практика делает совершенство!
Если вы незнакомы с каким-то из шагов, мы определенно рекомендуем, чтобы вы попрактиковались на бруске металла перед попыткой работать над всей деталью, которую вы намереваетесь установить на ваш механизм. Помните: вы можете всегда снять требуемый припуск, если необходимо, но вы не можете вернуть его на место.

Рис.1. Состояние поверхности до полировки.
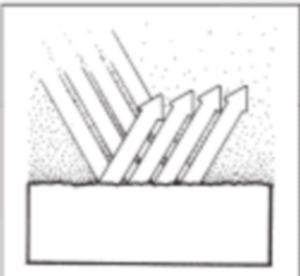
Рис.2. Состояние поверхности после полировки.
Выравнивание и полировка (сглаживание) металлической поверхности.
Осмотрите все поверхности деталей перед полировкой, чтобы определить, нужна ли какая-либо подготовительная работа. Вам нужно будет отчистить всю ржавчину, вмятины, выступы, и глубокие царапины. Следующие разделы объяснят, как удалить эти и другие дефициты в процессе подготовки для полировки.
В большинстве случаев возможно привести вдавленный кусок нержавеющей стали или алюминия в исходное состояние. Мы рекомендуем пользование Eastwood's Trim Молотком для удаления вмятин. Eastwood's Trim Молоток проектировался так, чтобы иметь доступ к большой площади. Это необходимо для периферийных выступов вокруг центральной впадины, чтобы выровнять центральную вдавленную область. Начните выравнивание за пределами вмятины, приближайтесь к ее центру и постепенно внутрь к самому центру вмятины. Это сократит расход металла и обеспечит обретение им его исходной формы. Если вы работаете от центральной части вмятины к краям, вы протянете металл далее и возможна деформация бруска металла. Это лучше сделать несколькими легкими проходами и медленно придавать требуемую форму, чем пытаться ликвидировать вмятину несколькими сильными ударами.
Следующим используем инструмент бархатный напильник, чтобы ликвидировать любые высокие места, но быть осторожным, чтобы не удалить слишком много материала из выравниваемой области. Внимательно осмотрите свою работу, чтобы убедиться, что поверхность такая гладкая, как и необходимо, при необходимости, воспользуйтесь маленьким молотком, чтобы выровнять любые низкие места, затем повторит операцию, чтобы переместить все высокие места. В заключении, полируют всю внешнюю поверхность, один из методов детализирован в следующей части.
Как только деталь приобрела требуемый вид, вы можете использовать абразивные материалы в динамике, используются абразивы марок от 220 (обычно применяют) до 350-600 (для твердых металлов). Мягкие металлы, подобно алюминию, будут требовать незначительного времени обработки, а более твердые металлы, как, например нержавеющая сталь, займут больше времени. Иногда достаточно провести только ручную обработку наждачной бумагой. Чтобы ускорить вашу работу рассмотрим возможность использования шлифовальных кругов, полировальных смесей и/или рулонных абразивов, детализированных в следующих секциях.
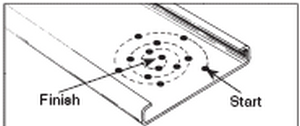
Рис. 3. Процесс удаления вмятин путем ударов с постепенным продвижением к центру.
Способствует сглаживанию неровностей поверхности, что значительно сэкономит время на полирование. Дополнительное сглаживание может быть сделано с 3M Группы Trizact. Эти группы соответствуют абразивности к 100, 200, 400, 700, и 1200. Правильный выбор абразивности позволяет снизить износ абразивов при эффективной работе. Эти абразивные ленты служат в 2-5 раз дольше обычных и имеют малую засаливаемость даже при обработке мягких металлов (например, алюминий). При обработке мягких металлов (например, аллюминия) необходимо применять Trizact A30 (соответствующая абразивности 700) или A16 (соответствующая абразивности 1200) для получения ровной и гладкой поверхности и предотвращения появления искр при обработке.