The Making, Shaping and Treating of Steel
Автор: Lankford W.T.
Источник: W.T. Lankford, Jr. et al (ed.): The Making, Shaping and Treating of Steel. United State Steel. 1985. ISBN 0–930767–00–4.
Автор: Lankford W.T.
Источник: W.T. Lankford, Jr. et al (ed.): The Making, Shaping and Treating of Steel. United State Steel. 1985. ISBN 0–930767–00–4.
Batch furnaces are those in which the charged material remains in a fixed position on the hearth until heated to rolling temperature. Continuous furnaces are those in which the charged material moves through the furnace and is heated to rolling temperature as it progresses through the furnace.
Batch furnaces are the older type; though they are capable of heating all grades and sizes of steel, in practice, they are primarily used to heat relatively large billets, leaving small billets for continuous furnaces.
Batch furnaces are fired with either gaseous or liquid fuel, with preheated or cold air for combustion. The air may be preheated by either regenerators or recuperators. When the air is preheated with regenerators, the furnace fires reversed from one end to the other. If the air is preheated by recuperators, they are not reversed and firing is continuous from one or both ends, depending upon the location of the gas outlet port. The steel to be heated in a batch furnace commonly is charged and drawn through front doors by a charging machine. Batch furnaces vary in size from those with hearths of less than a square metre (only a few square feet), with a single access door, to those about 6 metres (20 feet) in depth by 15 metres (50 feet) long, with five or six doors.
Batch furnaces provide means for heating steels of various types and sizes. They can be operated to heat steel to temperatures above 1315C (2400F) more satisfactorily than a continuous furnace. If needed, they are suitable as a reservoir for holding hot steel directly from the primary mill for later rolling in the finishing mills. Primary disadvantages exist in the high capital investment per unit of production, low hearth area efficiency, high man-hours per ton of heated steel, lack of flexibility, and limitation on length of pieces to be heated, etc.
Continuous pusher-type furnaces were designed initially for heating billets and small bloom sections. The hearths were relatively short in length and were sloped downward longitudinally towards the discharge end to permit an easy movement of billets through the furnace. Pushers were used to push forward the charge of cold billets.
Longer furnaces generally are constructed now. Some have hearths about 24.5 to 32 metres (80 to 105 feet) long, with top and bottom firing, and contain preheating, heating and soaking zones. Recuperators are utilized to provide waste-heat recovery. Multiple-zone furnace (e.g. five-zone slab heating furnace) have been evolved from one-zone furnace in the early designs. to the modern five-zone slab heating furnace.
The steel to be heated in a continuous furnace can be charged either from the end or through a side door. In either case, the steel is moved through the furnace by pushing the last piece charged with a pusher at the charging end. As each cold piece is pushed into the furnace against the continuous line of material, a heated piece is removed. The heated piece is discharged by several methods, such as through an end door by gravity upon a roller table which feeds the mill, or pushed through a side door to the mill table by suitable manual or mechanical means or withdrawn through the end door by a mechanical extractor.
Advantages of the pusher-type furnaces are collected as follows:
Some of the important disadvantages of pusher-type continuous furnaces are:
A distinctly different type of continuous reheating furnace is the rotary-hearth type, shown schematically in Fig. 1. It is used frequently for heating rounds in tube mills and for heating short lengths of blooms or billets for forging. The rotary-hearth type permits the external walls and roof to remain stationary while the hearth section of the furnace revolves.
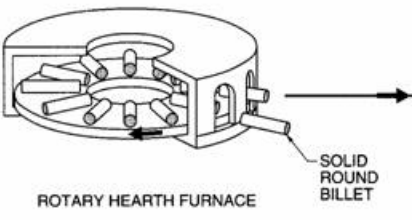
Fig. 1 – Rotary hearth furnace
Rotary-Hearth Furnaces-Some of the important advantages of rotary-hearth furnaces are:
Rotary-hearth furnaces eliminate either the manual labor required for rolling rounds forward on horizontal or moderately sloped hearths, or the disadvantages of excessively sloped hearth in continuous furnaces. They have better means for controlling the rate of heating at all temperature levels than batch-type furnaces.
However, high capital cost per unit of production, high space per unit ratio, and low hearth area efficiency are expected with the otary-hearth furnaces. In addition, seals and wall refractories at the hearth level need to be well maintained.
The early design of walking beam furnaces used alloy steel walking beams that were exposed directly to the heat of the furnace and were subject to heat corrosion, so it operated at maximum temperatures of about 1065C (1950F), compared with reheating furnaces that must heat steel to temperatures up to 1315C (2400F).
Today the walking beam may consist of water-cooled steel members topped with refractories in such a manner that only the refractories are exposed directly to the heat of the furnace. Alternatively, the beams and supports may be constructed of water-cooled tubular sections (with "buttons" on the top surfaces to keep the hot steel from direct contact with the water-cooled tubes). Walking beam furnaces are now used to reheat slabs, billets and blooms, etc.
Walking-beam furnaces can be designed for side or end charging and discharging. Either hydraulic or mechanical methods can be used to actuate the beams. Cross firing with side-wall burners above and below the stock being heated have been employed. In some furnaces the stocks are heated with radiant-type burners in the furnace roof or in both the roof and below the stock.
Some of the important advantages of walking-beam furnaces are:
Disadvantages of walking-beam furnaces exist in the system complexity, high cost, maintenance of hearth seals and hearth refractory, and possible problems from scale that drops off the stock being heated, etc.
General notes on reheating furnaces:
1. W.T. Lankford, Jr. et al (ed.): The Making, Shaping and Treating of Steel. United State Steel. 1985. ISBN 0–930767–00–4. http://www.metalpass.com...