The Making, Shaping and Treating of Steel
Автор: Lankford W.T.
Источник: W.T. Lankford, Jr. et al (ed.): The Making, Shaping and Treating of Steel. United State Steel. 1985. ISBN 0–930767–00–4.
Перевод: Поливанчук А.С.
Автор: Lankford W.T.
Источник: W.T. Lankford, Jr. et al (ed.): The Making, Shaping and Treating of Steel. United State Steel. 1985. ISBN 0–930767–00–4.
Перевод: Поливанчук А.С.
В камерных печах загруженный материал остается в постоянном положении на поде непосредственно до температуры прокатки. Печи непрерывного действия это те, в которых загруженный материал проходит через печь и нагревается до температуры прокатки, при прохождении через нее.
Камерные печи старого типа, хотя и способны на нагрев всех марок и размеров стали, на практике используются в основном для нагрева сравнительно крупных заготовок, небольшие заготовки нагревают в непрерывных печах.
Камерная печь отапливается газообразным или жидким топливом, на разогретом или холодном воздухе для горения. Воздух может быть нагрет в рекуператорах или регенераторах. Когда воздух подогревается в регенераторах, печи отапливают последние, в обратном порядке. Если воздух подогревается в рекуператорах, для них нет необходимости в восстановлении, нагрев происходит непрерывно с двух сторон. Сталь, обычно, нагревают в печах партиями. Загрузка и выгрузка производится специальной машиной через передние двери. Камерные печи различаются по размеру, с подом менее одного квадратного метра (всего несколько квадратных фунтов), глубиной около 6 метров (20 футов), 15 метров (50 футов) в длину, с пятью или шестью дверями.
Камерные печи предназначены для нагрева стали различных марок и размеров. Они могут работать для нагрева стали до температур выше 1315° C (2400F), в этих случаях они более предпочтительны, чем печи непрерывного действия. При необходимости, они могут служить в качестве резервуара для хранения горячей стали непосредственно после первых станов для последующей прокатки в чистовой завода. Главным недостатком являются большие капиталовложения в единицу продукции, низкая эффективность использования площади отопления заготовки, большое время нагрева, отсутствие гибкости, а также ограничение по длине заготовки и т.д..
Непрерывные толкательные печи были разработаны изначально для отопления небольших заготовок. Под был относительно коротким по длине и был наклонен вниз перпендикулярно к разгрузочному окну, чтобы была возможность свободно перемещать заготовки через печь. Толкатели использовались для продвижения загружаемой холодной заготовки.
Большие печи строятся сейчас. Некоторые из них имеют под около 24,5 до 32 метров (от 80 до 105 футов) в длину, с верхней и нижней зонами, и содержат зоны предварительного нагрева, зоны томления. Рекуператоры используются, для обеспечения отвода тепла. Пять печей по одной зоне ,в начале, постепенно превратились в одну пятизонную печь
Заготовки нагретые в печи непрерывного действия могут выдаваться в конце нагрева, либо через боковую дверь. В любом случае, заготовки, перемещаемые через печь, проталкиваются каждой новой холодной заготовкой толкателем. Так как каждый холодный сляб помещается в печь в непрерывной линии, нагретый сляб удаляется. Раскаленный сляб выдается несколькими способами, например, через концевую дверь под действием силы тяжести на рольганг, или толкателем через боковую дверь на платформу с которой ручным или механическим путем поступает на следующий этап обработки – механическую прокатку.
Преимущества толкательных печей следующие:
Недостатки толкательных печей непрерывного действия:
полосына горячей стали; ограниченная толщина изделия (от 300 до 350 мм, или от 12 до 14 дюймов), если используются салазки с водяным охлаждением;
Совершенно иной тип нагревательной печи представлен на рисунке 1. Его часто используют для нагрева заготовок перед трубопрокатным станом и для нагрева коротких заготовок для штамповки. В круглой печи наружные стены и крыша, остаются неподвижными, а части пода вращаются.
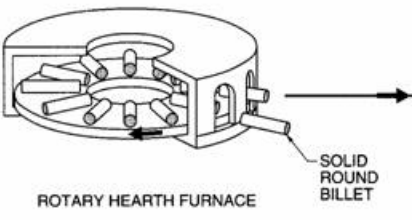
Рисунок 1 - Печь с вращающимся подом
Преимущества печей с вращающимся подом:
Лишены в необходимости ручного труда, необходимого для продвижения заготовок по наклонному поду в печах непрерывного действия. Имеются более эффективные средства для контроля скорости нагрева на всех уровнях температуры, чем в камерных печах.
Тем не менее, на лицо высокие капитальные вложения на единицу продукции, необходимость в большой занимаемой площади, низкая эффективность отапливаемой площади. Кроме того, огнеупоры на своде и стенах, а также поде должны быть в хорошем состоянии.
В первых конструкциях печей с шагающими балками были использоваться стальные шагающие балки, которые подвергались постоянной тепловой нагрузке, максимальная температура роботы составляла около 1065C (1950F), по сравнению с печами, которые должны нагревать сталь до температуры 1315C (2400F).
Сегодня шагающие балки могут иметь водяное охлаждение стали обложенной огнеупорами таким образом, что только огнеупоры подвергаются непосредственно воздействию тепла печи. Кроме того, балки и опоры могут быть изготовлены из водяных охлаждаемых труб (на верхней поверхности которых огнеупоры ограждают горячую сталь от прямого контакта с водяными охлаждающими трубами). Печи с шагающим подом в настоящее время используется для подогрева плит, заготовок и т.д..
В данных печах шагающие балки могут быть установлены со стороны загрузочного или разгрузочного отделений. Приводятся в движение гидравлическим или механическим способом. При этом нагрев заготовки может быть осуществлен как сверху, сводовыми горелками, так и снизу. В некоторых печах используются плоскопламенные горелки как в своде, так и в нижней отопительной зоне печи.
Преимущества печей с шагающими балками:
Главными недостатками печей с шагающими балками являются: сложность в управлении, высокая стоимость, наличие подсосов воздуха через огнеупорв и т.д..
Общие замечания по нагревательным печам:
1. W.T. Lankford, Jr. et al (ed.): The Making, Shaping and Treating of Steel. United State Steel. 1985. ISBN 0–930767–00–4. http://www.metalpass.com...