
Реферат по теме выпускной работы
Данный реферат используется в качестве примера с разрешения его автора, магистра ДонНТУ Кирпякова Геннадия.
Оригинал: http://masters.donntu.ru/2012/fmf/Kirpyakov/diss/
Содержание
- Введение
- 1. Цель и задачи исследования, планируемые результаты
- 2. Обзор исследований и разработок
- Выводы
- Список источников
Введение
Развитие технологических систем внепечной доводки расплава обусловливает необходимость оптимизации условий перемешивания металла в ковше. Такое перемешивание, как правило, осуществляется путем вдувания в расплав некоторого количества инертного газа – аргона [1]. При этом, количество продувочных узлов и интенсивность продувки на различных заводах является переменной величиной. В этом аспекте исследования направленные на установление оптимального количества продувочных блоков и характера перемешивания металла в ковше являются актуальными и имеют важное промышленное значение.
1. Цель и задачи исследования, планируемые результаты
Основной задачей настоящего исследования является установление оптимальных режимов перемешивания расплава в процессе обработки, которые бы позволили решать следующие проблемы:
- определение рационального количества продувочных узлов и их положения в днище ковша;
- предотвращение возникновения застойных зон в ванне жидкого металла в ковше;
- определение условий, соответствующих рациональной интенсивности перемешивания в соответствии с технологией обработки металла в ковше.
Положение и количество продувочных узлов регламентируется следующими технологическими соображениями. Предусматривается, как правило, один - два (реже три) продувочных узла, расположение которых регламентируется определенными технологическими соображениями. Во-первых, продувочные узлы необходимо располагать таким образом, чтобы вдуваемый в металл аргон не попадал в зону работы электродов, используемых для подогрева металла и шлака (УКП). Во-вторых, один из продувочных узлов должен располагаться в зоне подачи ферросплавов, что обеспечит высокую степень их усвоения. В-третьих, продувочный узел не может располагаться в зоне падения струи металла во время наполнения ковша. В-четвертых, продувочный узел не может располагаться вблизи стенки ковша, поскольку в этом случае будет происходить повышенный износ огнеупоров в области распространения восходящего потока. В-пятых, в зависимости от технологической последовательности операций, выполняемых на агрегате ковша, интенсивность продувки металла аргоном может варьироваться в значительных пределах [1,2].
2. Обзор исследований и разработок
На начальном этапе исследований была произведена оценка работы 160 тонных сталеразливочных ковшей в условиях конвертерного цеха ММК им. Ильича. Техническим отделом был сделан вывод о неэффективности использования одного продувочного узла, который нес в себе ряд проблем. В процессе эксплуатации ковша наблюдались повышенный износ огнеупоров в зоне шлакового пояса, а также недостаточное удаление неметаллических включений. Исходя из этого, предприятием было принято решение об увеличении количества продувочных узлов до двух (рисунок 1). В силу того, что промышленный эксперимент, сопряжен с рядом трудностей (большие затраты на испытания, невозможность визуализации характерных стадий процесса, сложность измерения значений физических величин), для исследования процессов протекающих в сталеразливочном ковше с двумя продувочными пробками было решено использовать методы физического моделирования [3].
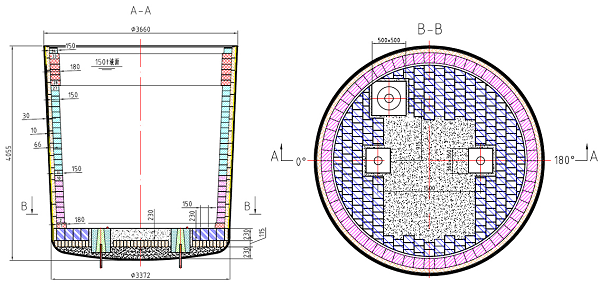
Рисунок 1 – Чертеж новой конструкции сталеразливочного ковша Мариупольского металлургического комбината им. Ильича
Физическая модель сталеразливочного ковша является двухмерной, состоящей из 3х плит органического стекла (центральная представляет собой внутренний контур промышленного сталеразливочного ковша ММК им. Ильича) и выполнена в масштабе 1:6. В качестве рабочей жидкости, моделирующей жидкую сталь, использовалась вода при температуре 18-25°С, так как значения вязкости воды и стали в области температур внепечной обработки и разливки достаточно близки друг к другу (табл. 1). Для перемешивания расплава применялся сжатый воздух. Движение потоков фиксировалось с помощью цифровой видеокамеры. Учитывая тот факт, что при вдувании газа в жидкость весьма важным представляются процессы, происходящие под действием силы тяжести, которые определяют всплытие пузырьков газа, и сил инерции, а также развитие системы циркуляционных потоков в жидкой ванне ковша, в настоящей работе как базовые критерии подобия были приняты критерий Фруда и критерий гомохронности.
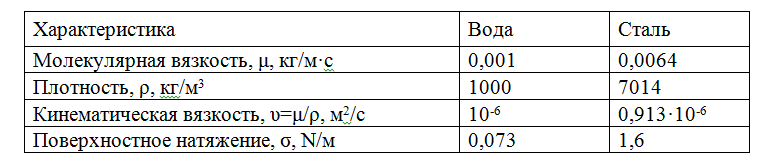
Таблица 1 – Физические свойства воды при температуре 20°С и стали при температуре 1600°С
В основу экспериментальных исследований были положены четыре варианта продувки с рассходами сжатого воздуха равными: 150 л/минн (мягкое перемешивание), 250 л/мин и 350 л/мин (среднее перемешивание), 800 л/мин. Результаты физического моделирования представлены на рисунке 2. Рассматривая вариант а) следует отметить, что оба потока не вступают во взаимодействие друг с другом и их течение является независимым. Такой характер продувки наиболее характерен для так называемой «мягкой продувки».
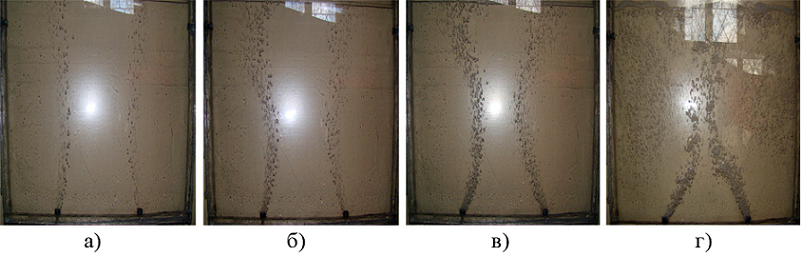
Рисунок 2 – Картина движения газовых пузырьков при различной интенсивности продувки: а)150л/мин; б) 250 л/мин; в)350 л/мин; г)800 л/мин
Характер истечения при проведении опытов с более высокими расходами газа 250, 350 и 800 л/ мин (б, в, и г соответственно) носит сходный характер. Как видно из рисунка при увеличении интенсивности продувки увеличивается взаимное воздействие одной струи на другую. Так в варианте б) и в) струи воздуха влияют друг на друга не значительно. В нижней части ковша они прижимаются друг к другу, а в верхней незначительно расходятся. Однако этого нельзя сказать о варианте г), где к середине уровня налива ковша происходит их взаимное слияние, а на поверхности вследствие этого возникают волны. Также пройдя под зеркалом металла воздушная струя продолжает свое движения обратно вглубь ковша, формируя, тем самым, верхнюю зону циркуляции. Благодаря этому неметаллические включения которые должны удалятся в результате обработки с высокой долей вероятности будут переходить в металл. При этом, будет наблюдаться значительное снижение эксплуатационной стойкости футеровки сталеразливочного ковша.
Выводы
Исходя из этого следует сделать вывод, что использование двух пробок более эффективно как в аспекте гармонизации движения потоков внутри сталеразливочного ковша, так и удаления неметаллических включений в условиях работы ковша в конвертерном цеху ММК им. Ильича. Однако увеличение интенсивности продувки выше 800 л/мин влечет за собой обратный эффект, а также повышенный износ в зоне шлакового пояса.
Список источников
- Смирнов А.Н., Сафонов В.М. После конвертера и ДСП (О современной концепции применения технологии обработки стали в установках «ковш-печь») // Металл. 2005. №8. – С.34–43.
- А.Н. Смирнов, Е.В. Ошовская, И.Н. Салмаш, В.М. Сафонов, К.Е. Писмарев. Некоторые вопросы оценки интенсивности премешивания при продувке металла в ковше инертным газом // «Металл и литье» - №3-4,- 2007. – с.44-49.
- D.Mazundar, H.B.Kim, R.I.L.Guthrie. Критерии моделирования потока при обработке металла в сталеразливочном ковше с газовой продувкой: экспериментальное исследование // - Ironmaking and steelmaking. 2000 – Vol.27.No4. – P.302-308