
Косилов Олег Викторович
Физико-металлургический факультет
Кафедра обработки металлов давлением
Специальность «Обработка металлов давлением»
Научный руководитель: д.т.н., проф. Смирнов Евгений Николаевич
Разработка нового способа оценки деформирования непрерывнолитых слитков в жидко-твердом состоянии на физических моделях
Реферат по теме выпускной работы
Содержание
- 1. Актуальность темы
- 2. Цель и задачи исследования
- 3. Обзор исследований и разработок
- 4. Описание нового метода
- Выводы
- Список источников
1. Актуальность темы
Известные методы анализа процесса деформирования металла на стадии неполной кристаллизации, основанные на результатах математического моделирования методом конечных элементов, в большинстве случаев требуют проверки полученных результатов в условиях реального физического эксперимента. Так как проведение экспериментов на заводах требует больших материальных затрат, существует необходимость создания способов физического моделирования.
2. Цель и задачи исследования
Целью данного исследования является разработка нового способа физического моделирования для исследования особенностей формирования напряженно-деформированного состояния в закристаллизовавшейся составляющей непрерывнолитого слитка (сляба или блюма) при деформировании на стадии неполной кристаллизации.
Основные задачи:
- создание физических моделей (сляба или блюма);
- исследование особенностей формирования напряженно-деформированного состояния.
Объект исследования:
- блюм сечением 36х34х150 мм;
- сляб сечением 15х72х150 мм.
3. Обзор исследований
Были рассмотрены несколько методов физического моделирования. Бринзой В.В. предложен метод, в котором образцы изготавливались из сплава свинец-сурьма. В одном из образцов сердцевина заполнялась сплавом Вуда, другой оставляли полым(рис. 1).
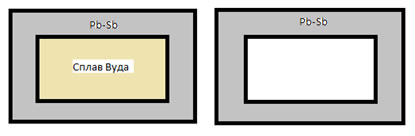
Рисунок 1 – Модельные образцы
Данный метод позволяет моделировать такие параметры:
- уширение металла;
- изменение толщины твердых слоев сляба;
- изменение углов сопряжения твердых слоев сляба;
- неравномерность пластического течения металла по ширине твердого приконтактного слоя;
- признак потери устойчивости сляба при деформировании.
Другой метод предложен Смирновым Е.Н. Суть метода заключается в изготовлении физических моделей из пластилина(рис. 2).
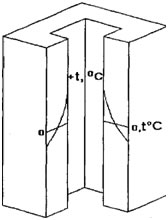
Рисунок 2 – Образец из пластилина
При этом обеспечивается полное физическое подобие процессов на модельном образце и точность экспериментальных данных.
Еще одним методом является метод Быкова П.О., в котором образец изготавливается из сплава свинец-висмут (рис. 3), осевая пористость моделировалась отверстием
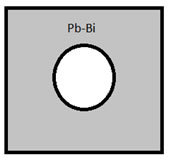
Рисунок 3 – Образец из сплава свинец-висмут
С помощью этого метода определили максимально возможную степень сдвигового обжатия и формирование кристаллизующегося металла.
Так же известны такие экспериментальные методы оценки деформирования как: координатной сетки, муаровых полос, оптически-чувствительных покрытий, микро- и макроструктурного анализа, слоистых моделей. Каждый из методов обладает своими преимуществами, недостатками и ограничениями. Эти методы не дают объемного представления о формировании напряженно-деформированого состояния.
Описание нового метода
Выдвинута гипотеза о возможности оценки напряженно-деформированного состояния по изменению конфигурации сферических зерен. Особенность метода заключается в том, что переход исходной сферической формы в деформированную эллипсоидную происходит по направлениям главных деформаций. В этом случае диаметр сферы, в силу равенства объемов зерна до и после деформирования, определяется путем непосредственного измерения главных диагоналей эллипсоида через уравнение:
где ![]() – диаметр сферы;
– диаметр сферы; ![]() – главные диагонали эллипсоида.
– главные диагонали эллипсоида.
В этом случае деформации рассчитываются по следующим формулам:
– главные относительные деформации материала в окрестностях эллипсоида

где: – длины осей эллипсоида; ![]() – диаметр сферы;
– диаметр сферы;
– главные логарифмические деформации в окрестностях эллипсоида
Исследования нового способа проводятся совместно с магистрами и аспирантами кафедры обработки металлов давлением Липецкого государственного технического университета.
Для проверки этой гипотезы были изготовлены физические модели. Они были выполнены в виде замкнутой твердотельной оболочки прямоугольной формы.
Оболочка, имитирующая закристаллизовавшуюся часть слитка, представляет собой композит из сферической дроби (свинец) и металла наполнителя (сплав Вуда). Для имитации наличия жидкого металла внутрь оболочки закачали желатин. Характеристика образцов представлена в таблице 1.
Таблица 1 –Характеристика образца (Липецк)
Размеры образца |
Сердцевина |
AF=F0/Fоб |
|||
H,мм |
B,мм |
L,мм |
Стенка,мм |
||
16 |
72 |
135 |
4 |
Желатин |
0,55 |
Прокатку модельных образцов осуществили на кафедре ОМД Липецкого государственного технического университета на стане 250. Обжатие составило 3 мм. Параметры прокатки представлены в таблице 2. Поперечное сечения образцов после деформирования показано на рисунке 4.
Таблица 2 – Параметры прокатки (Липецк)
?h,мм |
Dв,мм |
α,рад |
ld,мм |
3 |
250 |
0,16 |
19,36 |
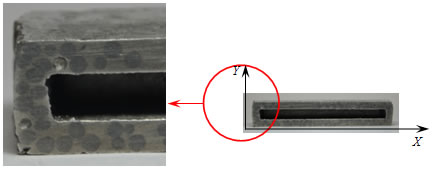
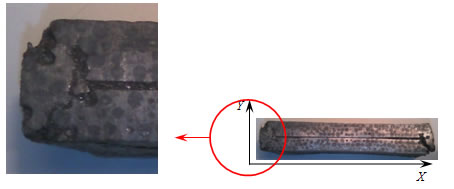
Рисунок 4 - Поперечное сечения образцов после деформирования
На кафедре ОМД Донецкого национального технического университета были изготовлены образцы с такими же размерами, имитирующие сляб с жидкой сердцевиной. Также изготовили и модель блюма с жидкой сердцевиной. Для изготовления слябовой модели были склеены формы из стекла (рисунок 5), для блюмовой модели использовали стальную форму (рисунок 6).
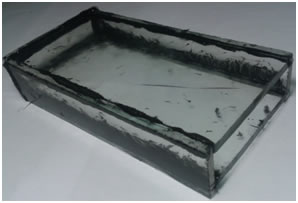
Рисунок 5 – Изложница для изготовления слябовых образцов
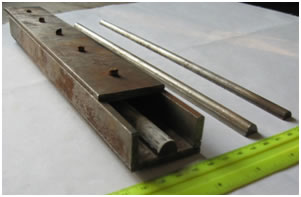
Рисунок 6 – Изложница для изготовления блюмовых образцов
Внешний вид моделей представлен на рисунке 7.

Рисунок 7 - Внешний вид моделей
Для имитации жидкой сердцевины внутрь слябового образца был закачан желатин, блюмового – парафин. Характеристики образцов представлены в таблице 3.
Таблица 3 –Характеристика образцов (Донецк)
Образец |
Блюм |
Сляб |
|
Размеры, мм |
36х34х150 |
16х72х135 |
|
Толщина стенки, мм |
11 и 17 |
4 |
|
Сердцевина |
Парафин |
Желатин |
|
AF=F0/Fоб |
0,5 |
0,55 |
|
Прокатку модельных образцов осуществили на лабораторном стане 100 и 340. Обжатие составило 2 мм для блюмового образца и 2,3 мм для слябового образца. После получения недоката делались темплеты, которые в дальнейшем протравливались. Параметры прокатки образцов представлены в таблицах 4 и 5.
Таблица 4 – Параметры прокатки блюма (Донецк)
?h,мм |
Dв,мм |
α,рад |
ld,мм |
2 |
100 |
0,2 |
10 |
Таблица 5 – Параметры прокатки сляба (Донецк)
?h,мм |
Dв,мм |
α,рад |
ld,мм |
3 |
100 |
0,16 |
19,36 |
2 |
100 |
0,2 |
10 |
Внешний вид темплетов после прокатки показан на рисунке 8.
а) поперечное сечение слябового образца
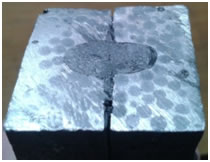
б) поперечное сечение блюмового образца
Рисунок 8 - Внешний вид темплетов после деформирования
Выводы
Первичные исследования показали, что при изготовлении блюмовых физических моделей наблюдаются большие проблемы с равномерностью расположения шаров. В то же время наблюдается их четкая деформация. При обжатии слябовых физических моделей переход металла в пластическое состояние происходит лишь в плоскости, перпендикулярной бочке, в которой присутствует исключительно твердая фаза, т.е. в корочке вдоль узкой грани.
Список источников
- Минаев, А.А. Некоторые подходы к комплексной оценке качества непрерывнолитой сортовой заготовки/А.А. Минаев,А.Н. Смирнов,А.Я. Глазков // Металлургическая и горнорудная промышленность.-2002.-№10.-С.62-65.
- Барбаев, В.И. Преимущества нагрева н прокатки слитков с повышенным теплосодержанием/ В.И. Барбаев, М.Ф. Вигущенко, В.В Мантуров, Е.П. Фет //Сталь.- 2000.- №6.- С.42-45.
- Прокатное производство. Учебник для вузов/ Полухин П.И., Федосов И.М., Королев А.А., Матвеев Ю.М. - М.: Металлургия, 1982.- 675с.
- Смирнов, Е. Н. «Развитие научных основ повышения качества готового сортового проката из непрерывнолитой стали и совершенствование технологи производства»: автореферат диссертации на соискание научной степени д. т. н./Смирнов Евгений Николаевич.- Донецк, 2009.- 24с.
- Мазур, И.П. Постановка задачи упругопластического деформирования непрерывного слитка с жидкой сердцевиной / И.П. Мазур, В.В. Барышев, М.О. Седых // Известия вузов. Черная металлургия.- 2003. – № 1. – С. 29-32.
- Бойко, В. С. Производство проката из слитков с жидкой сердцевиной / В. С. Бойко, Э. Н. Шебаниц, В. Е. Зеленский и др. // Сталь.- 2001. – №7. – С. 43-45.
- Тарасевич, Ю.Ф. Литейно-прокатные агрегаты воздействуют на структуру производства и рынок тонколистовой стали / Ю.Ф. Тарасевич, С.П. Ефименко, В.С. Юсупов // Производства проката.- 2000. – № 5. – С. 33-42.
- Шаталов, Р.Л. Совмещенные процессы литья и деформации металлов/ Р.Л. Шаталов, Н.Ш. Босхамджиев, В.А. Николаев.– М.: Изд-во МГОУ, 2009. – 212 с.
- Смирнов, Е. Н. О новом подходе к экспериментальному исследованию процесса "мягкого" обжатия блюмов на физических моделях / Е. Н. Смирнов, В. А. Скляр, А. А. Слугин // Ресурсозберігаючі технології виробництва та обробки тиском матеріалів у машинобудуванні: зб. наук. праць - Луганськ: Вид-во СНУ ім. В. Даля, 2005. - С. 42-48.
- Mynayev, A. Determination technological capabilities of new processes in deformation of continuously cast blooms at the end of solidification / A. Mynayev, Y. Smirnov, V. Sklyar, A. Zhoga // Х Miedzynarodova konferencja naukowa «Nove technologie i osiagniecia w metalurgii i inzynierii materialowej», 17- 18 May 2010, Poland, – Czestochowa: Politechnika Czestochowska, 2010. – Nr. 2. – P.62-70.с
- Chyeiwa, V. Experimental method of stress simulation of rolling and continuously cast slab by plastiline / V. Chyeiwa, V. Hatamura // Tetsu-to-Hagane, 1980. - 1103. - t.21. - Р. 502-511.
- Данченко, В.Н. ,. Миленин А.А, Кузьменко В.И. ,. Гринкевич В.А. Компьютерное моделирование процессов обработки металлов давлением. Численные методы / В.Н. Данченко, А.А. Миленин, В.И. Кузьменко, В.А. Гринкевич. – Днепропетровск: «Системные технологии», 2005. – 448 с.].
- Быков, П. О. Исследование формирования однородности непрерывнолитого слитка с целью улучшения качества прокатной продукции: автореф.дис. на соискание ученой степени кандидата технических наук: 05.16.02: зищита 27.10.2010/ Быков Петр Олегович. - Республика Казахстан, Караганда, 2010. – 21с.
- Смирнов, Е. Н. О новом подходе к экспериментальному исследованию процесса "мягкого" обжатия блюмов на физических моделях / Е. Н. Смирнов, В. А. Скляр, А. А. Слугин // Ресурсозберігаючі технології¬ виробництва та обробки тиском матеріалів у машинобудуванні: зб. наук. праць - Луганськ: Вид-во СНУ ім. В. Даля, 2005. - С. 42-48.
- Смирнов, В.К. Деформация и усилия в калибрах простой формы/ В.К. Смирнов, В.А. Шилов, К.И. Литвинов. - М. Металлургия,1982.- 144с.
- Бринза В.В. Определение эффективных условий деформирования непрерывнолитых слябов с жидкой сердцевиной / Вячеслав Владимирович Бринза // Металлургическая и горнорудная промышленность. - 2002. - № 10. - С. 68-70.