Today, a typical seven- to ten-year-old furnace has a capacity of 80 tons, a 50-60 minute tap-to-tap time and an oxygen consumption of 30-35 Nm3/t. These parameters often no longer satisfy today's production demands. The clear trend in new EAF installations is toward:
-larger furnace capacity: at least 120 tons
-larger hot heel: increased more than 20%
-increased specific power input: up to 1.5MVA/t
-voltages around 1200V
-reduced tap-to-tap times: less than 45 minutes
-chemical energy package with oxygen consumption approaching 55 Nm3/t
Increased furnace size is a clear trend, as is enhanced production flexibility capable of using different alternative iron sources. Re¬cent Concast EAF orders confirm the move to larger furnaces, with most new orders call¬ing for a capacity of 120 to 200 tons and more. To meet the challenges presented by these significantly larger furnaces, a range of development issues have been addressed, including:
-Sturdy mechanical design
-Enhanced process control tools in the form of Concast’s IPD (Integrated Process Director)
-Complete oxygen packages
The full integration of the EAF with the oxy¬gen package and the off-gas system is a clear target for the near future.
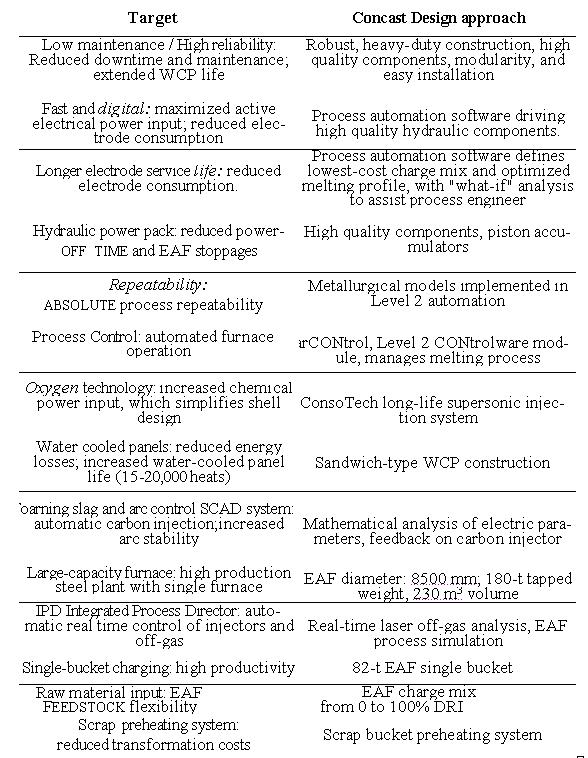
Concast EAF design development
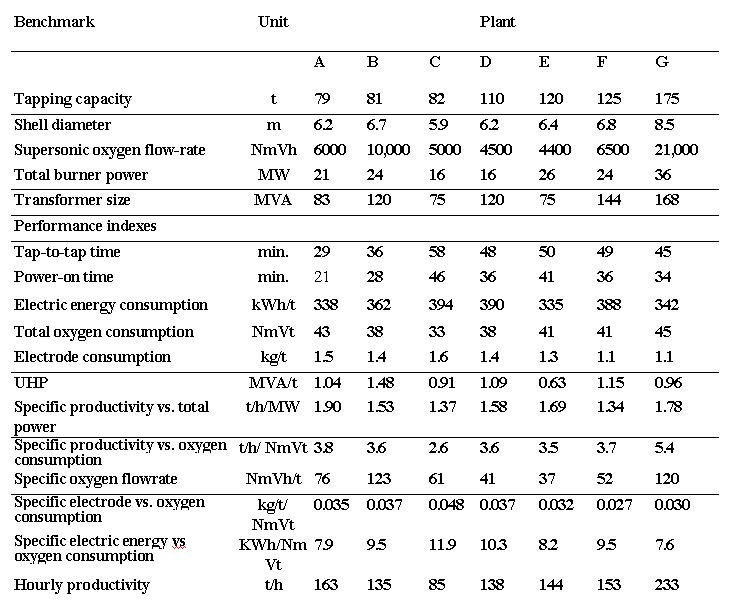
EAF development at Concast is taking place on numerous fronts. Some of our recent advances are presented in Table 1.
Automation
Concast's process automation is constantly upgraded and improved by an in-house inter-disciplinary team working in close coopera-tion with the metallurgical and mechanical design engineers, both ours and the cus-tomer's. A modular software architecture sup-portS stand-alone applications or full system integration.
Automation is the key to integrating the ma-chine and the process; it is the means to trans-fer our extensive process know-how to the actual melting equipment. Without such tools, future benchmarks cannot be achieved.
The future of EAF steelmaking
Future development of the EAF will be seenin the following areas:
-Increased heat size: In the last decade, the most economical furnace size has grown from 80 to 100 tons' tapping capacity. This trend will continue.
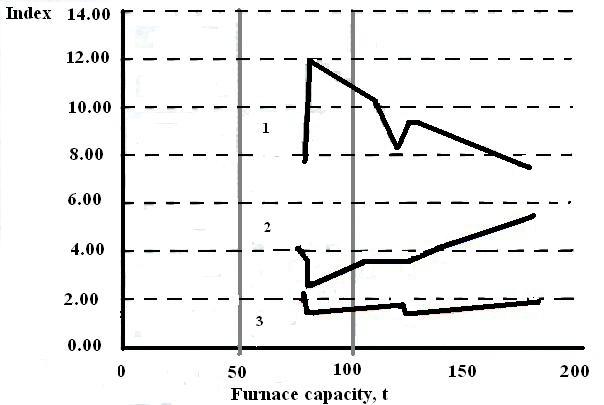
1.SPECIFIC PRODUCTIVITY VS TOTAL POWER [T/H/MVV]
2.SPECIFIC PRODUCTIVITY VS ACTIVE POWER [T/H/MW]
3.SPECIFIC PRODUCTIVITY VS OXYGEN CONSUMPTION (T/H/NM3/L}
Chart shows performance indexes for modern furnaces. Concast EAFs fully exploit oxygen technol¬ogy to increase specific production by optimizing alternative energy efficiency.
-Off-gas integration will be further refined (scrap preheating)
-Improved raw materials logistics and machine speed to reduce power-off time
-Environmental issues and enthalpy losses will be addressed by scrap preheating
-Water-cooled panel development will further reduce energy losses
-Volatility in the raw material market requires furnaces for flexible use of different alternative iron sources (DRI / HBI /Hot metal / Pig Iron)
-Recycling issues in the furnace process will be addressed, for instance, by dust injection and slag granulation
-Alternative melting processes (ARCON)
Sum-up
Within a span of just a few years, Concast has become a recognized and successful supplier of electric arc furnaces. With its roots and cre¬dentials in continuous casters, Concast today is the only full-line supplier dedicated exclu¬sively to long-product steelmaking.