Источник: Наукові праці ДонНТУ. Металургія
УДК 669.3-412:621.74.047
А.Н.Смирнов, В.Е. Ухин, И.В. Шутов, В.А. Головатый
ИССЛЕДОВАНИЕ ОСОБЕННОСТЕЙ ФОРМИРОВАНИЯ КРИСТАЛЛИЧЕСКОЙ СТРУКТУРЫ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ ТРАПЕЦИЕВИДНОГО ПРОФИЛЯ
Представлены результаты физического моделирования процесса затвердевания непрерывнолитой трапециевидной заготовки. Установлены особенности формирования кристаллической структуры медного бруса, полученного на роторной МНЛЗ. Показано влияние динамики роста дендритных кристаллов меди на образование внутренних де- фектов в трапециевидной заготовке.
Ключевые слова: медный брус, заготовка, непрерывное литье, роторная МНЛЗ, трапециевидное сечение.
Введение
В условиях постоянного изменения ситуации на мировых рынках ме- таллургической продукции и растущего уровня конкуренции перед пред- приятиями-производителями продукции из меди и ее сплавов, остро стоит задача повышения эффективности производства и обеспечения выпуска конкурентоспособной продукции востребованного качества. Высокие ка- чественные показатели изделий из меди, в том числе электротехнические параметры и пластичность, обеспечиваются минимальным содержанием в ней примесей. Традиционно производство меди основано на добыче и пе- реработке руд, прежде всего, соединений меди с кислородом и серой [1,2].
Сегодня при производстве медной продукции в Украине наиболее эффективным методом является получение меди огневого рафинирования из вторичного сырья, поскольку этот метод позволяет обеспечить доста- точный уровень качества технической меди при ее производстве из мест- ного сырья. Это позволяет эффективно применять такую медь для изготов- ления электротехнической, строительной и машиностроительной продук- ции [3,4]. При этом наиболее актуальной задачей является разработка тех-
113
ISSN 2077-1908 |
Наукові праці ДонНТУ. Металургія |
Випуск 13 (194) |
нологий и оборудования для производства металлопродукции по принципу совмещённых технологий разливки и прокатки. Особенно эффективной та- кая схема представляется в случае производства катанки для электротех- нической продукции, поскольку совмещение процесса разливки и прокат- ки позволяет существенно минимизировать потребление энергии и снизить затраты труда на производство продукции в сравнении с традиционной схемой прокатки из слитков (анодов) [5,6].
Комплексная технология получения качественной продукции из мед- ного лома для электротехнической промышленности реализована в усло- виях ПАО «Артемовский завод по обработке цветных металлов» (ПАО «АЗОЦМ»). Технологический процесс изготовления медной катанки сов- мещает в одной технологической цепочке следующие операции: плавка шихты, отливка непрерывнолитой заготовки, ее прокатка до размера ка- танки, осветление, охлаждение и смотка в бухты.
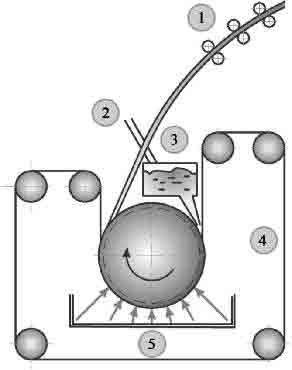
Полученная в условиях ПАО «АЗОЦМ» методом огневого рафиниро- вания медь разливается на машине для непрерывной разливки меди ротор- ного типа, схема которой представлена на рисунке 1.
1 – получаемая заготовка; 2 – желоб для подачи меди из миксера; 3 – про- межуточный ковш; 4 – стальная лента; 5 – зона водяного охлаждения коле- са
Рисунок 1 – Принципиальная схема разливки меди на роторной МНЛЗ
Основные характеристики роторной МНЛЗ (конструкция фирмы
«Properzi») следующие:
–диаметр литейного колеса с бандажом – 2000 мм;
–производительность – 6,0 - 14,5 т/ч (662-1580 об/ч);
114
ISSN 2077-1908 |
Наукові праці ДонНТУ. Металургія |
Випуск 13 (194) |
–конфигурация поперечного сечения заготовки – трапеция;
–высота заготовки – 35±10 мм;
–ширина заготовки – 65/55±10 мм;
–площадь сечения отливаемой заготовки – 2100 мм2 ±10%;
–материал бандажа литейного колеса – хромовая бронза с добавкой циркония;
–длина ленты кристаллизатора – 27200 (+ 300 / – 200) мм;
–материал ленты – низкоуглеродистая сталь.
Для реализации продукции из меди огневого рафинирования (особен- но с вовлечением в производство низкосортного сырья) по международ- ным стандартам необходимо наряду с механическими свойствами контро- лировать и электротехнические свойства. Однако при производстве медно- го проката из трапециевидных заготовок, полученных на роторной МНЛЗ, в некоторых случаях наблюдается несоответствие параметров готовой продукции требованиям заказчиков. Снижение качества медной катанки в основном связана с внутренними дефектами литого трапециевидного бруса (пористость, инородные включения и т.д.), которые закатываются в прово- локу и ухудшают ее электротехнические характеристики.
Цель работы
С целью идентификации причин формирования внутренних дефектов (рисунок 2) медной заготовки трапециевидно профиля было выполнено исследование особенностей формирования кристаллической структуры бруска, полученного на разливочной машине роторного типа.
Рисунок 2 – Дефекты внутренней структуры в бруске трапециевидно- го сечения, который получен на разливочной машине
115
ISSN 2077-1908 |
Наукові праці ДонНТУ. Металургія |
Випуск 13 (194) |
Основная часть
Наиболее эффективным методом исследования затвердевания различ- ного рода заготовок является физическое моделирование, так как оно поз- воляет контролировать теплофизические параметры системы (интенсив- ность теплоотвода от модели), а также визуализировать процесс формиро- вания кристаллической структуры слитка [7-9]. При этом особое значение приобретает выбор моделирующего вещества, которое должно не только обладать оптической прозрачностью, но также иметь определённую сово- купность теплофизических характеристик, позволяющих обеспечить соот- ветствующую систему критериев подобия. Дополнительным условием, ко- торое представляется крайне важным, является затвердевание вещества по дендритному механизму.
Как показывает анализ, в наибольшей степени вышеперечисленным требованиям соответствует химическое соединение камфен (2,2-диметил- 3-метилен-бициклогептан), которое затвердевает с образованием дендрит- ной структуры. При этом в жидком состоянии камфен сохраняет оптиче- скую прозрачность вплоть до полного затвердевания [10-11]. Теплофизи- ческие свойства камфена, которые были определены авторами в лабора- торных условиях, приведены в табл.1.
Таблица 1 - Некоторые физические и теплофизические свойства кам- фена
Темпе- |
Темпе- |
Теплота |
Теплоем- |
Темпера- |
Поверх- |
Кинема- |
ратура |
ратура |
кри- |
кость, |
|
ту- |
ностное |
тическая |
солидус, |
ликви- |
стал- |
кДж/(кг·К) |
ропровод- |
натяже- |
вяз- |
0С |
дус, 0С |
лиза- |
жид |
|
твер- |
ность, |
ние, Н/м |
кость, |
|
|
ции, |
-кий |
|
дый |
м2/с |
|
м2/с |
|
|
кДж/кг |
|
|
|
|
|
|
33 |
35 |
40,2 |
2,4 |
|
2,1 |
1,3·10-8 |
0,021 |
7,2·10-6 |
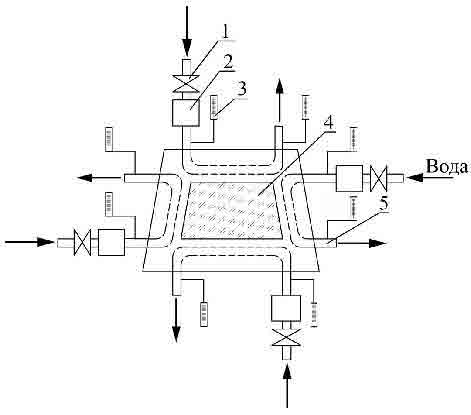
Для исследования особенностей формирования кристаллической структуры медного слитка была создана физическая модель, имитирующая поперечное сечение трапециевидного бруска. Принципиальная схема ла- бораторной установки приведена на рисунке 3.
Расплав камфена затвердевает в модели кристаллизатора, которая из- готовлена из алюминиевого сплава, что обеспечивает высокую интенсив- ность отвода тепла. Внутри модели кристаллизатора вмонтированы мед- ные трубки (рисунок 3, поз.1) диаметром 5 мм, через которые с определен- ным расходом пропускается охлаждающая вода. К нижней части модели приклеено прозрачное стекло (рисунок 3, поз.3), которое позволяет визуа- лизировать процессы затвердевания при пропускании света через жидкую ванну. Соответственно, при такой схеме интенсивность теплоотвода через
116
ISSN 2077-1908 |
Наукові праці ДонНТУ. Металургія |
Випуск 13 (194) |
водоохлаждаемые стенки модели на несколько порядков выше, чем через мениск моделирующего вещества и прозрачное стекло.
1 – клапан регулирования подачи охлаждающей воды; 2 – термометр; 3 – расходомер; 4 – стекло; 5 – медная трубка.
Рисунок 3 - Общая схема лабораторной установки для моделирования особенностей формирования кристаллической структуры медного слитка.
Физическая модель выполнена в масштабе 1:1 по отношению к моде- лируемому объекту – медному трапециевидному бруску сечением 50×65×35мм. Температура заливки камфена составляла 38 ± 0,50С. Среднее значение температуры воды для охлаждения стенок модели составляло 18÷200С. С целью предотвращения влияния теплоотвода через стекло и мениск расплавленного камфена на процесс затвердевания высота модель- ного слоя жидкости была принята равной 20 мм.
Компенсация различий в теплофизических параметрах меди и камфе- на осуществлялась путем регулирования интенсивности режимов отвода тепла таким образом, чтобы выполнялось условие тождественности произ- ведения критерия Био (Bі) и критерия фазового перехода (N) (Bі∙N=іdem). Временной масштаб моделирования μt определяли исходя из идентичности критерия Фурье (Fo = іdem) в соответствии с формулой:
117
ISSN 2077-1908 |
Наукові праці ДонНТУ. Металургія |
Випуск 13 (194) |
где am и acu - коэффициенты температуропроводности моделирующего ве- щества и меди соответственно.
При этом наличие развитой двухфазной зоны учитывалось посред- ством эффективных значений коэффициентов температуропроводности, которые определялись при помощи следующего уравнения:
aэф / C L / Tкр |
(2) |
где λ – коэффициент теплопроводности вещества, Вт/(м∙К); ρ – плотность вещества, кг/м3; С – средняя массовая теплоёмкость вещества, кДж/(кг∙К); L – теплота кристаллизации вещества, кДж/кг; Ткр – интервал температур затвердевания, 0С.
Процесс формирования твердой корочки вещества в лабораторной модели фиксировался при помощи цифрового фотоаппарата в режиме мак- росъёмки, что позволило визуализировать образование кристаллов и осо- бенности формирования дендритной структуры.
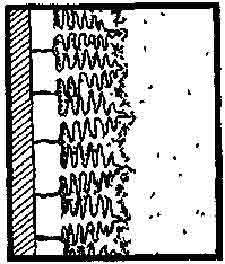
В ходе физического моделирования установлено, что механизм за- твердевания модельного вещества при исследовании особенностей форми- рования кристаллической структуры медной трапециевидной заготовки имеет существенные отличия от «классического» механизма кристаллиза- ции, при котором кристаллы растут параллельно друг другу (рисунок 4).
Рисунок 4 – Схема «классического» механизма роста дендритных кристаллов.
Основной особенностью формирования кристаллической структуры слитка меди является то, что направление роста дендритов в большинстве случаев является хаотичным относительно поверхности теплоотвода, а скорости роста отдельных кристаллов отличаются на 25-35%. При этом
118
ISSN 2077-1908 |
Наукові праці ДонНТУ. Металургія |
Випуск 13 (194) |
развитие близлежащих кристаллов прекращается из-за столкновения с вто- ричными ветвями более интенсивно развивающихся дендритов.
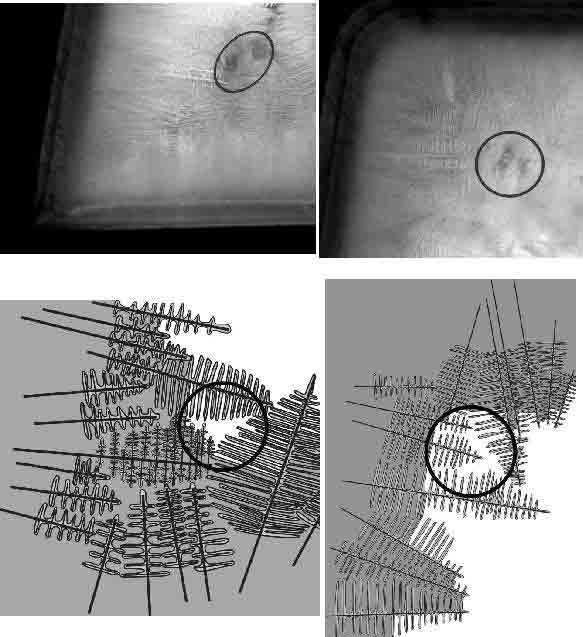
Также в процессе моделирования установлено, что при кристаллиза- ции расплава по описанному выше механизму возможно столкновение наиболее интенсивно развивающихся кристаллов, растущих на соседних гранях, при котором смыкающиеся главные оси дендритов отделяют часть жидкой фазы от общего объёма (рисунок 5).
Рисунок 5 - Фотографии (а и б) и схемы (в и г) изолированных объё- мов моделирующей жидкости возле острого и тупого угла модели соответ- ственно.
119
ISSN 2077-1908 |
Наукові праці ДонНТУ. Металургія |
Випуск 13 (194) |
Этот изолированный объем жидкой фазы не имеет возможности под- питываться расплавом из осевой части заготовки. В процессе дальнейшего затвердевания такая область усаживается и формирует усадочную ракови- ну внутри слитка. В связи с хаотичностью направления роста дендритных кристаллов и высокой скоростью затвердевания меди формирование по- добного рода дефектов возможно в любой точке поперечного сечения за- готовки.
Выводы
В результате выполненных исследований установлено, что формиро- вание внутренних дефектов, а в частности пористости, в медной заготовке связано с особенностью формирования кристаллической структуры меди при её разливке на МНЛЗ роторного типа. Показано, что в процессе за- твердевания трапециевидного слитка на колесе между наиболее интенсив- но развивающимися кристаллами соседних граней заготовки образуются области жидкой фазы, изолированные от общего объёма расплава главны- ми осями дендритов. Усадка таких областей в процессе затвердевания яв- ляется причиной формирования пор внутри слитка.
Неупорядоченное расположение внутренних пор в поперечном сече- нии трапециевидного медного бруска объясняется хаотичностью направле- ний роста дендритных кристаллов, различием скоростей их роста.
СПИСОК ЛИТЕРАТУРЫ
1.Осинцев О.Е. Медь и медные сплавы. Отечественные и зарубежные марки [спра- вочник] / О.Е. Осинцев, В.Н. Федоров. – М.: Машиностроение, 2004. – 336с.
2.Уткин Н.И. Производство цветных металлов / Н.И. Уткин. – М.: Интермет Инжини-
ринг, 2004. – 442с.
3.Рафинированная медь Украины / Ю.Д. Савенков, В.И. Дубоделов, В.А. Шпаковский [и др.] – Днепропетровск: Арт-Пресс, 2008. – 176с.
4.Бредихин В.Н. Медь вторичная / В.Н. Бредихин, Н.А. Маняк, А.Я. Кафтаненко – Донецк: ДонНТУ, 2006. – 416с.
5.Буров А.В. Литье слитков медных сплавов / А.В. Буров – М.: Металлургия, 1972.– 184с.
6.Arderiu O.G. Continuous Copper Rod Production from 100% Scrap / O.G. Arderiu, G. Properzi // Proc. 65th Annual Convention of the Wire Association International. Atlan- ta, Georgia, USA, March 1995. – Wire Journal International, 1996. – P.75-82.
7.Смирнов А.Н. Затвердевание металлического расплава при внешних воздействиях / А.Н. Смирнов, В.Л. Пилюшенко, С.В. Момот, В.Н. Амитан - Донецк: Изд-во
„ВИК”, 2002. – 170с.
8.Эльдарханов А.С. Процессы формирования отливок и их моделирование / А.С. Эль- дарханов, В.А. Ефимов, А.С. Нурадинов – М.: Машиностроение, 2001. – 208с.
9.Thomas B.G. Continuous casting: Complex Models / B.G. Thomas // The Encyclopedia of Materials: Science and Technology. Vol.2. – Oxford: Elsevier Science Ltd. 2001. – P.1599-1609.
120
ISSN 2077-1908 |
Наукові праці ДонНТУ. Металургія |
Випуск 13 (194) |
10.Смирнов А.Н. Физическое моделирование условий формирования непрерывноли- той сортовой заготовки в кристаллизаторе высокопроизводительной МНЛЗ / А.Н. Смирнов, В.Е. Ухин, Е.Ю. Жибоедов // Процессы литья. – 2009, №1. - С.33-42.
11.Смирнов А.Н. Моделирование условий деформации твердой корочки заготовки в кристаллизаторе сортовой МНЛЗ / А.Н. Смирнов, В.Е. Ухин // Металл и литье Украины. – 2009, № 7-8. - С.69-74.
Надійшла до редакції 01.11.2011 |
Рецензент к.т.н., доц. В.В. Кочура |
© Смирнов А.Н., Ухин В.Е., Шутов И.В., Головатый В.А.