Инженерный метод расчета процесса нагрева массивных стальных заготовок с учетом температурных напряжений
Предложен способ определения температурного поля заготовки упрощенным инженерным методом, что позволит исключить брак по нагреву, а также проводить процесс нагрева с минимальными энергетическими затратами. Представлен анализ изменения температурного поля массивных стальных заготовок для области перехода от упругого к пластичному состоянию металла.
Ключевые слова: тепловой режим, брак, температурное напряжение, заготовка, теплообмен, инженерный метод, динамика нагрева.
Постановка задачи
Нагрев перед обработкой давлением крупных заготовок, которые относятся к категории термически массивных тел, сопровождается формированием значительного перепада температур (![]() T) по толщине заготовки, в результате чего возникают температурные напряжения (
T) по толщине заготовки, в результате чего возникают температурные напряжения (![]() ), пропорциональны перепаду температур [1]
), пропорциональны перепаду температур [1]
![]()
и если эти напряжения превосходят допустимые, то это приводит к разрушению металла (трещинам) и браку (![]() – напряжение, Н/(мм2); E – модуль упругости материала, Н/(мм2); B – коэффициент линейного расширения, К-1;
– напряжение, Н/(мм2); E – модуль упругости материала, Н/(мм2); B – коэффициент линейного расширения, К-1; ![]() T - перепад температур между поверхностью и центром заготовки, К; A – безразмерный коэффициент, зависящий от формы поперечного сечения. При разработке теплового режима нагрева холодной крупной заготовки ставится задача не допустить разрушение металла путем определения щадящих параметров режима. Представляет интерес, предлагаемый в этой работе упрощенный инженерный метод определения этих параметров при переходе от упругой к пластичной области.
T - перепад температур между поверхностью и центром заготовки, К; A – безразмерный коэффициент, зависящий от формы поперечного сечения. При разработке теплового режима нагрева холодной крупной заготовки ставится задача не допустить разрушение металла путем определения щадящих параметров режима. Представляет интерес, предлагаемый в этой работе упрощенный инженерный метод определения этих параметров при переходе от упругой к пластичной области.
Анализ публикаций по теме исследования
Определению параметров нагрева массивных стальных заготовок посвящен ряд работ [1,2,3,4]. В работах Н.Ю.Тайца [4] получены основные зависимости, связывающие механические свойства металла с интенсивностю подвода тепла в процессе нагрева; в работах [1,2] даются практические рекомендации по определению параметров теплового режима. В работе А.В.Лыкова [3] рассматриваются различные математические методы расчета температурного поля, как аналитические, так и численные. В настоящей работе получил развитие инженерный метод расчета температурного поля для области перехода от упругого к пластичному состоянию металла.
Формулировка целей статьи
В имеющихся публикациях отсутствует анализ изменения температурного поля массивных стальных заготовок в период перехода от упругой к пластической области. В настоящей статье поставлена цель разработать такой анализ, а также предложить способ определения температурного поля заготовки упрощенным инженерным методом.
Основная часть
В начальном периоде – до достижения пластичности – планируется допустимый перепад температур
![]()
по допустимому значению напряжений ![]() доп, и допустимая плотность теплового потока
доп, и допустимая плотность теплового потока
![]()
где ![]() коэффициент теплопроводности стали, Вт/(м*К), ro – расчетная толщина заготовки, м.
коэффициент теплопроводности стали, Вт/(м*К), ro – расчетная толщина заготовки, м.
На конкретной нагревательной печи существует некоторая максимальная плотность теплового потока qmax, определяемая максимально возможной тепловой мощностью печи. Если qдоп > qmax, то температурные напряжения не опасны для металла. Если qдоп < qmax, то требуется дополнительный начальный период нагрева до достижения в центре заготовки (Tц)температуры начала пластичности (Tпласт), т.е. требуется «щадящий» нагрев. В таких случаях планируется режим нагрева, состоящий из, например, трех периодов:
- 1-й период – нагрев при граничных условиях II рода
- 2-й период – нагрев при граничных условиях II рода
- 3-й период – нагрев при граничных условиях III рода
![]()
до Тц = Тпласт;
![]()
до достижения конечного значения температуры печи Тпеч = Тпеч.к.
![]()
до достижения конечного температурного состояния заготовки.
Постановка задачи для решения инженерным методом может быть сформулирована следующим образом. Задаются форма и размер заготовки, механические и теплофизические свойства стали, начальная температура металла, конечное температурное состояние в виде температур на поверхности (Тп) и в центре (Тп.к) заготовки. В процессе расчета требуется определить время нагрева как сумму продолжительности трех периодов.
Схема тепловой диаграммы процесса нагрева представлена на рис. 1 в виде изменения во времени характерных температур заготовки (центра Тц, поверхности Тп, среднемассовой ![]() ), температуры печи Тпеч, а также плотности теплового потока q.
), температуры печи Тпеч, а также плотности теплового потока q.
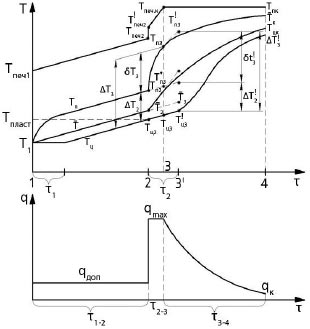
Рисунок 1 – Схема теплового режима
Первый период нагрева массивного тела начинается с инерционного участка
![]()
в течение которого тепловой поток достигает центра, и считается, что температура центра остается неизменной, а скорость нагрева поверхности уменьшается. (k – коэффициент формы, a1 - коэффициент температуропроводности при ![]() 1, м2/с). После инерционного участка в регулярном режиме температуры изменяются линейно со скоростью Cн1, пропорциональной допустимому тепловому потоку qдоп:
1, м2/с). После инерционного участка в регулярном режиме температуры изменяются линейно со скоростью Cн1, пропорциональной допустимому тепловому потоку qдоп:
![]()
а перепад температур ![]() T, пропорциональный тепловому потоку qдоп, остается постоянным. (c – удельная теплоемкость, Дж/(кг*К); p – плотность, кг/м3; k1 – коэффициент материальной нагрузки, зависящий от формы поперечного сечения заготовки).
T, пропорциональный тепловому потоку qдоп, остается постоянным. (c – удельная теплоемкость, Дж/(кг*К); p – плотность, кг/м3; k1 – коэффициент материальной нагрузки, зависящий от формы поперечного сечения заготовки).
Продолжительность первого периода ![]() 1-2 по инженерному методу тепловой диаграммы определяется из уравнения теплового баланса [2]
1-2 по инженерному методу тепловой диаграммы определяется из уравнения теплового баланса [2]
![]()
откуда
![]()
или
![]()
где G – масса заготовки, кг; F – поверхность нагрева, м2; ![]() 1,
1, ![]() 2 – среднемассовые температуры заготовки в начале и конце периода, К,
2 – среднемассовые температуры заготовки в начале и конце периода, К,
![]()
или
![]()
где k3 – коэффициент усреднения температуры, зависящий от формы поперечного сечения заготовки.
Второй период начинается с второго инерционного участка
![]()
в течение которого температура центра увеличивается со скоростью Сн1, пропорциональной qдоп, среднемассовая температура увеличивается со скоростью Сн2, пропорциональной qmax
![]()
а температура поверхности увеличивается с уменьшающейся скоростью. В течение второго инерционного участка по сечению заготовки формируется перепад температур, пропорциональный qmax. В начале второго периода температура печи скачкообразно изменяется от значения, соответствующего qдоп

до значения, соответствующего qмах

затем температура печи плавно увеличивается до Тпеч.к. Это происходит в течении периода ![]() 2-3 при постоянном тепловом потоке qmax, а температура поверхности заготовки достигает значения, определяемого из уравнения лучистого теплообмена
2-3 при постоянном тепловом потоке qmax, а температура поверхности заготовки достигает значения, определяемого из уравнения лучистого теплообмена

В конце второго инерционного участка температура поверхности должна повыситься до значения, определяемого из выражения
![]()
где
Если ![]() , и определение продолжительности второго периода производиться так же, как первого. Если
, и определение продолжительности второго периода производиться так же, как первого. Если ![]() , то
, то ![]() т.е. второй перепад заканчивается раньше, чем второй инерционный участок. Для определения
т.е. второй перепад заканчивается раньше, чем второй инерционный участок. Для определения ![]() 2-3 предлагается способ, который приводится ниже.
2-3 предлагается способ, который приводится ниже.
А.В.Лыков [3] предложил решение для начального участка в виде

где значение критерия Фурье
![]()
находится в пределах 0-0,12.
Численным экспериментом показано, что с погрешностью не более 5% можно пренебречь вторым слагаемым в правой части, и тогда

Применительно к мгновенному переходу от ![]() к соответствует приращению перепада температур по сечению заготовки за счет увеличения теплового потока в конце второго инерционного участка
к соответствует приращению перепада температур по сечению заготовки за счет увеличения теплового потока в конце второго инерционного участка ![]() (рисунок 1), а
(рисунок 1), а ![]() T – приращению перепада температур
T – приращению перепада температур ![]() . Таким образом, продолжительность второго периода может быть определена из системы уравнений
. Таким образом, продолжительность второго периода может быть определена из системы уравнений
Приращение ![]() определяется как разница перепадов температур, соответствующих тепловым потокам qmax и qдоп
определяется как разница перепадов температур, соответствующих тепловым потокам qmax и qдоп
![]()
Среднемассовая температура заготовки в конце периода qmax=const определяется по скорости нагрева Сн2
![]()
а температура в центре – по скорости Cн1
Продолжительность третьего периода определяется по методу тепловой диаграммы
![]()
где
![]()
а
![]()
На рисунке 2 представлены результаты разработки теплового режима нагрева стальной цилиндрической заготовки диаметром 0,8м с ограничением скорости нагрева по температурным напряжениям с применением инженерного метода.
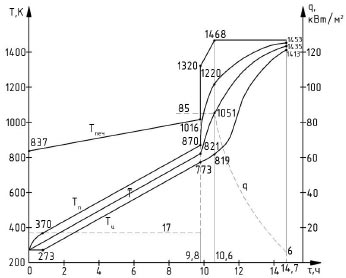
Рисунок 2 – Режим нагрева, рассчитанный по инженерному методу
На рисунке 3 приведён режим, разработанный численным методом конечных разностей (неявная схема). Сравнение методов показывает высокую сходимость.
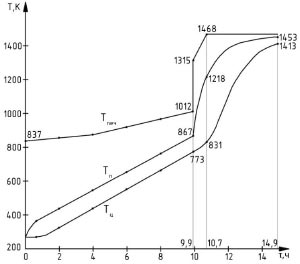
Рисунок 3 – Режим нагрева, разработанный численным методом
Выводы
Таким образом, в работе предложен инженерный метод тепловой диаграммы для разработки режима нагрева массивной стальной заготовки с ограничениями по температурным напряжениям, а также сделан анализ динамики нагрева при мгновенном увеличении теплового потока. Применение метода даёт возможность исключить брак по нагреву, а также провести процесс нагрева с минимальными энергетическими затратами.
СПИСОК ЛИТЕРАТУРЫ
- Кривандин В.А. Теплотехника металлургического производства.Т.1. Теоретические основы/ В.А. Кривандин, В.А. Арутюнов, В.В. Белоусов. – М.: «МИСИС», 2002. – 608с.
- Розенгарт Ю.И. Теплообмен и тепловые режимы в промышленных печах/ Ю.И. Розенгарт, Б.Б. Потапов, В.М. Ольшанский. – К.; Донецк: Вища школа. Головное издательство, 1986. – 296с.
- Лыков А.В. Теория теплопроводности. – М.: Высшая школа, 1967. – 600с.
- Тайц Н.Ю. Технология нагрева стали. – М.: Металлургиздат, 1962. – 568с.