Реферат по теме выпускной работыСодержание
ВведениеКонтактная сварка широко используется в промышленности,
и ее
доля продолжает расти. Режим работы машин контактной сварки (МКС)
характеризуется малым значением коэффициента Кроме того, для выбора защиты и проверки элементов сети на динамическую стойкость необходимо знать пиковые токи, возникающие в сети при одновременном включении нескольких МКС. Для точного определения пиковых токов и потерь
напряжения с требуемой для этой задачи граничной вероятностью Целью работы является обоснованное снижение затрат на сеть, питающую группу МКС при гарантированном уровне напряжения в сети, что будет обеспечено путем повышения точности расчета пиковых токов и потерь напряжения. 1. Временные руководящие Указания 1974 г. по расчету пиковых токов и потерь напряжения в сетях электроснабжения машин контактной сваркиВ качестве исходных данных в [1, 2] используются технологические графики нагрузки сварочных машин или же потребляемые ими мощности и коэффициенты включения. Если же эти данные отсутствуют, то в качестве исходных принимаются паспортные данные сварочных машин и среднестатистические расчетные коэффициенты загрузки и включения, полученные по данным обследований действующих установок. Также необходимо знать планировку цеха, перечень сблокированных сварочных машин и их режим работы. В [1, 2] предложен следующий расчёт: 1. Определяется ориентировочная эффективная мощность S (кВА) МКС:  где
При этом двухфазные машины со схемой соединения открытым треугольником приводятся к трехфазным с помощью коэффициента приведения – 1,2, а при значительном числе двухфазных машин – 1,5. 2. Выбираются число и мощность сварочных трансформаторов, производится размещение цеховых подстанций, намечается схема внутрицехового распределения электроэнергии и решается вопрос о предельной компенсации реактивной мощности. 3. Производится равномерное распределение сварочных машин по фазам с учётом: а) при значительно отличающихся б) при незначительно отличающихся в) при отсутствии данных по фактическим мощностям сварочных трансформаторов в плечах двухфазных и трехфазных машин допускается принимать равномерное распределение по фазам общей установленной мощности трансформаторов двухфазной или трехфазной машины; г) неравномерность загрузки не должна превышать 15%. 4. Определяются индивидуальные пиковые токи а) если в качестве исходных данных приняты установленные
мощности сварочных трансформаторов и среднестатистические для однофазных машин  для двухфазных машин, включенных по схеме открытого треугольника
 б) если в качестве исходных данных используются графики нагрузки машин или расчетные технологические данные, расчеты производятся по следующим формулам: для однофазных машин  для двухфазных машин, включенных по схеме открытого треугольника
для трехфазных машин  где Двух- и трехфазные многоточечные машины, плечи которых, присоединенные к разным фазам, включаются разновременно, следует рассматривать как группы однофазных сварочных машин соответствующей мощности. 5. Определяются средние нагрузки питающих линий как арифметическая сумма средних токов всех машин, подключенных к данной фазе:  где Для многоточечной сварочной машины средняя нагрузка:  где 6. Уточняется эффективная нагрузка по группам сварочных машин по средней нагрузке, определенной по п. 5:  где 7. Определяется максимальный пик тока 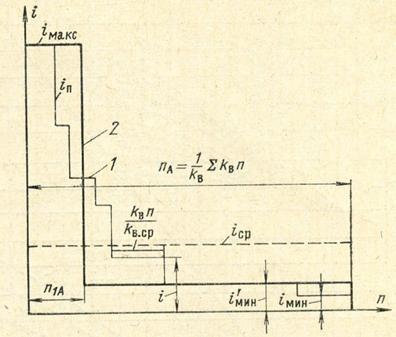
Рисунок 1 – Упорядоченная диаграмма нагрузок машин (1) и ее двухступенчатая модель (2) для фазы А питающей линии Ступени Порядок расчета: а) определяется усредненное значение коэффициента
включения б) определяется площадь F УД нагрузок данной группы машин; в) определяется условное число машин с максимальным
пиком  Значение г) рассчитывается усредненное значение коэффициента
включения  д) по кривым рис.2 определяются: • вероятное максимальное число одновременно
включенных машин m
из общего числа п,
присоединенных к данной питающей линии в функции • число одновременно включенных машин 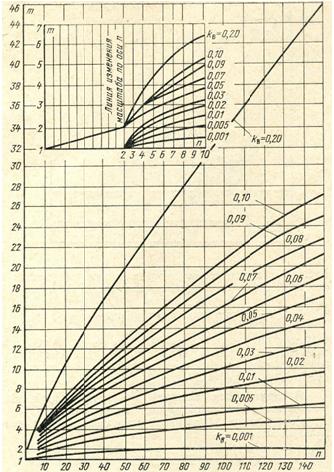
Рисунок 2 – Расчетные графики для определения вероятного максимального числа одновременно включенных машин е) определяется расчетный пик тока:  где 0,94 – поправочный коэффициент, учитывающий снижение суммарного тока в момент совпадения работы машин по времени, включенных на разные фазы. 8. Производится определение максимальной потери напряжения: а) определяется полное сопротивление питающей сети:  где б) определяется значение потери напряжения  где а – коэффициент, учитывающий взаимное положение потерь напряжения в различных питающих линиях от нагрузок различных фаз машин (табл.1). Таблица 1 – Значения коэффициента а 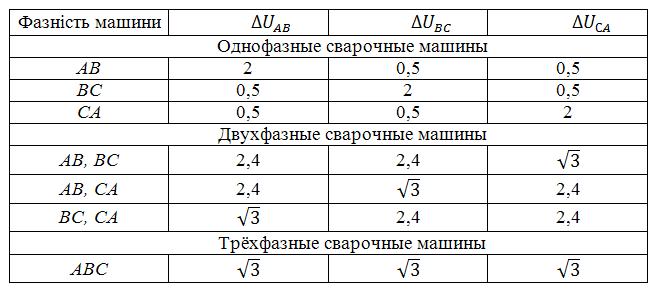 Суммарная потеря напряжения в каждый момент времени
пропорциональна числу машин, совпавших по времени в работе, и их
фиктивным нагрузкам. Поэтому определение усредненных потерь напряжения - в линии к отдельной машине:  - в линии, питающей групу машин:  Среднее значение  Максимально допустимая величина потери может быть принята до 10%. 2. Расчёт пиков нагрузки электросварочных машин (1979 г.)Пиковые нагрузки электросварочных машин ранее рассчитывались согласно временным руководствующим Указаниям на основе двухступенчатой упорядоченной диаграммы. Для комплексной оценки влияния колебаний тока на
элементы сети в [8] определяется
зависимость пика нагрузки группы электросварочных машин от его
продолжительности. Поэтому в статье [8]
приведен метод расчёта, позволяющий построить функцию Суммарный график группы сварочных машин представляет
собой
чередование одно- (соответствует одной сварочной машине или одной
группе сварочных трансформаторов) и многоступенчатых (образуется при
наложении нескольких индивидуальных импульсов) импульсов.
Продолжительность групповых ступеней импульсов составляет 0,2
–
0,4 с. Сварочные машины включаются независимо друг от друга. Для
определения  где
п – число машин;
 где
Поэтому, чтобы найти дисперсию группового графика, необходимо построить графики индивидуальных дисперсий. Чтобы сократить время расчётов, в статье [8] предлагаются следующие формулы для определения огибающих зависимостей стандартов индивидуальных графиков в относительных единицах:  где
 где
 где
Формулы (3), (4) применяются в том случае, когда необходимо рассчитать пики тока большого числа точечных, рельефных и роликовых сварочных машин, когда при проектировании нет полных данных и графиков нагрузки отдельных машин. По кривой, приведенной на рис.3, можно найти коэффициент
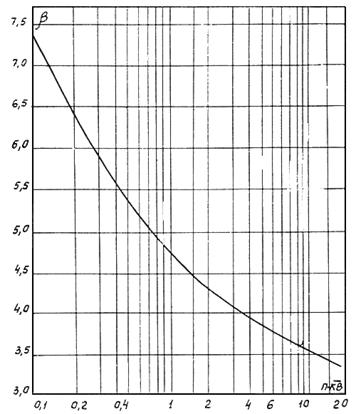
Рисунок 3 – Кривая
для определения вероятностного коэффициента Результаты примеров, приведенных в [8], показали, что с помощью формулы (1) с использованием кривой рис.3 можно производить расчёт максимальных пиков с большей точностью и за меньшее время, чем по двухступенчатой упорядоченной диаграмме. Приведём порядок расчёта по методу, предложенному в статье [8]: Исходные данные: тип, число, мощность сварочных машин и среднестатистические показатели режимов их работы. Распределение сварочных машин по фазам производится по равенству паспортных мощностей или по принципу равенства среднего тока. Зависимости стандартов индивидуальных графиков Строят зависимости дисперсий тока  Определяют зависимость суммарной дисперсии от  Находят зависимость групповых пиковых токов от  3. Расчёт пиковых токов и потерь напряжения в соответствии с действующими Руководящими указаниямиМетод [6, 7] может быть применён для любых электрических нагрузок, которые характеризуются большой частотой и малой продолжительностью включения. Исходными данными для расчета являются: планировка проектируемого цеха; паспортные данные сварочных машин; перечень сблокированных сварочных машин; режим работы сварочных машин. При отсутствии расчетных технологических данных или графиков нагрузки машин за цикл сварки расчет нагрузок производится с помощью среднестатистических коэффициентов загрузки и включения. Используемые в расчетах среднестатистические коэффициенты загрузки и включения определенны в результате обследования сварочных установок значительного числа действующих производств. Коэффициент мощности сварочных машин на основании результатов экспериментальных обследований машиностроительных предприятий принимается равным 0,6. 3.1. Определение и обозначение основных величинОднофазными считаются сварочные машины, включенные на линейное напряжение. Двухфазными считаются машины, имеющие два плеча, подключенные к трем фазам по схеме открытого треугольника, включаемые одновременно. Трехфазными считаются машины, имеющие три плеча, подключенные к трем фазам сети, и включаемые одновременно. Двухфазные и трехфазные машины при разновременном включении плеч рассматриваются как группы однофазных машин.
При пользовании среднестатистическими коэффициентами
загрузки и включения потребляемые средняя
При использовании в качестве исходных данных установленной мощности сварочных трансформаторов и среднестатистических коэффициентов загрузки и включения индивидуальные пиковые токи машин определяются следующим образом, А: для однофазных машин
для двухфазных машин, включенных по схеме открытого треугольника: для общей фазы
для остальных фаз
для трехфазных машин
3.2. Порядок расчётаРасчёт выполняется в два этапа. На первом этапе расчёта все сварочные машины считаются однофазными и равномерно распределёнными по фазам. Для каждой сварочной машины определяются средняя и квадрат эффективной мощности: Далее определяется ориентировочная расчётная сварочная нагрузка:
по которой предварительно выбираются цеховые трансформаторы и питающая сеть 380 В. Затем все сварочные машины необходимо распределить по фазам таким образом, чтобы обеспечить равномерную загрузку всех фаз питающей сети. При этом: - в случае установки сварочных машин со значительно
отличающимися коэффициентами включения следует равномерно по фазам
распределять величины - при установке в цехе сварочных машин с незначительно
отличающимися коэффициентами включения допускается распределять по
фазам пиковую мощность сварочных машин - в случае отсутствия данных по фактическим мощностям сварочных трансформаторов плеч двухфазных и трехфазных машин допускается принимать равномерное распределение по фазам общей установленной мощности трансформаторов двухфазной или трехфазной машины. Неравномерность загрузки фаз не должна превышать 15%. Следующим шагом является определение средней, эффективной и пиковой нагрузки производится для одной наиболее загруженной фазы. Средний ток питающей линии получается как арифметическая сумма средних токов всех машин, подключенных к этой фазе, А:
где Для многоточечной сварочной машины средняя нагрузка, А:
где Эффективная нагрузка группы сварочных машин
где Из-за малых значений коэффициента включения для отдельных пиков нагрузки машины можно принять, что дисперсия тока отдельного пика практически равна квадрату его эффективного значения за цикл сварки. По этой же причине дисперсия суммарного тока линии с достаточной точностью может быть принята равной сумме квадратов эффективных токов отдельных машин. Для группы сварочных машин
При
Пиковая нагрузка группы сварочных машин
где Пиковая нагрузка определяется суммарной нагрузкой
совпавших в
работе сварочных машин. Вероятность превышения расчетной пиковой
нагрузки Для группы машин с разными индивидуальными пиковыми
токами коэффициент
где
При рассчитанных ранее значениях
При
где
Определение максимальной потери напряжения основано на методе «фиктивных нагрузок», в соответствии с которым суммарная потеря напряжения в сети в любой момент времени обуславливается числом совпавших в работе машин и величинами потерь напряжения, создаваемых работой каждой из машин. Поскольку потеря напряжения в сети от работы одной машины пропорциональна ее токовой нагрузке, ее можно рассматривать как «фиктивную нагрузку» этой машины. Это позволяет вести расчет суммарной максимальной потери напряжения аналогично расчету пиковой токовой нагрузке. Потеря напряжения, вызываемая каждой отдельной машиной, В,
где а – коэффициент, учитывающий взаимное наложение потерь напряжения в различных питающих линиях от нагрузок различных фаз машин; его значения принимаются согласно табл.1.
Усредненная потеря напряжения от отдельной сварочной машины, В:
Усредненная потеря напряжения в питающей сети от группы машин, В:
Средний коэффициент включения фиктивных нагрузок равен для всех междуфазных напряжений, поскольку он определяется для всех машин группы независимо от их распределения по фазам (и мощности):
Усредненная дисперсия потери напряжения в питающей сети
от группы машин,
при Максимальная потеря напряжения рассчитывается аналогично пиковой нагрузке:
при
Допустимая кратковременная максимальная потеря напряжения при совпадении пиков нагрузки двух и более машин – 10%. 4. Другие методы расчёта пиковых токов и потерь напряжения в сети питания машин контактной сваркиМетоды расчёта, положенные в основу действующих Руководящих указаний [1] и их предыдущей редакции [2, 3], как показали результаты расчётов для примеров с небольшим количеством n сварочных машин (до 16), завышают расчётные значения пиковых токов и потерь напряжения. Метод «Граничных функций распределения» (ГФР)[4] даёт только границы фактических значений потерь напряжения и пиковых токов, поэтому при проектировании сети электроснабжения МКС им воспользоваться нельзя. Проверка метода «Случайного выбора» (СВ) [4] показывает, что он при многократном его применении даёт значительный разброс функций распределения и расчётных значений искомых величин, а метод «Многократного случайного выбора» (МСВ) [4] в своём алгоритме содержит расчёт нескольких (около 10) функций распределения и последующее их осреднение, что приводит к соответствующему увеличению объема и продолжительности расчета. В методах ГФР, СВ и МСВ для уменьшения объёма расчётов используется деление сварочных машин на 7 групп в зависимости от числа фаз сварочных машин и от того, к каким фазам они подключены. В результате в одной группе могут оказаться машины, мощность которых сильно отличается, а для машин одинаковой мощности за счёт разного расстояния от источника питания различными будут потери напряжения, создаваемые этими машинами. Кроме того, если в группе присутствуют, например, только однофазные машины, все машины будут распределены всего на 3 группы. Это неизбежно влияет на точность расчёта. Для устранения указанных недостатков в «Комплексном дифференцированном» (КД) методе функции распределения пикового тока каждой фазы и потери каждого линейного напряжения рассчитываются по отдельности. Первым, общим этапом этого расчёта является определение токов и падений линейных напряжений, возникающих при подключении каждой машины в отдельности. Расчёт ведётся в комплексном виде по законам Ома и Кирхгофа. Для определения функции распределения пикового тока фазы все машины делятся на 7 групп: в одну группу определяются машины, не подключённые к рассматриваемой фазе, дальше машины делятся на две группы в зависимости от фазы их пикового тока. Полученные группы в последующем делятся на группы в зависимости от величины модуля пикового тока. Этот процесс идёт до тех пор, пока общее количество групп, на которые разделены сварочные машины, не окажется равным 7 или в каждой из групп пиковые токи машин будут одинаковы. Таким образом, в результате такого разделения машин на группы, в одной группе оказываются машины, влияние которых на искомую величину отличаются незначительно и ток от каждой из машин может быть заменен средним током машин в группе. Аналогичное распределение машин по группам выполняется и при расчёте функций распределения потерь напряжения. Функции распределения рассчитываются путём перебора всех
возможных комбинаций одновременного включения разного числа машин из
групп. При этом считается, что коэффициенты включения всех сварочных
машин одинаковы и равны среднему 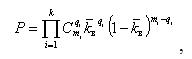 где i – порядковый номер группы; k – количество групп; mi – количество машин, отнесенных к i-ой группе; qi – количество включенных машин в i-ой группе. Пиковый ток для рассматриваемой комбинации включенных сварочных машин рассчитывается как геометрическая сумма токов включенных сварочных машин (ток сварочной машины принимается равным среднему току машин в её группе). При построении функции распределения используется модуль суммарного тока. Функция распределения потерь напряжения получается по сходному алгоритму за исключением того, что для каждой комбинации одновременно включенных машин рассчитывается суммарное падение напряжения путем геометрического суммирования падений напряжений, создаваемых каждой из включенных МКС. Напряжение в конце шинопровода равно разности напряжения на источнике питания и падения напряжения в сети. Потеря же напряжения, необходимая для построения функции распределения, рассчитывается как разность модулей напряжения в начале и в конце шинопровода. Полученные значения вероятностей включения сварочных
машин,
пиковых токов и потерь напряжения в этих режимах и являются исходными
данными для построения участков соответствующих функций распределения
до достижения ими значения Заключительным этапом расчёта является нахождение максимального расчётного значения соответствующей величины, которое является абсциссой точки пересечения функции распределения и значения вероятности 1- ех. Для нахождения максимальных расчётных значений всех необходимых токов и потерь напряжения этот подход выполняется шесть раз. Для оценки точности разработанного метода используем теоретические функции распределения пиковых токов и потерь напряжения, получаемые путем перебора всех возможных комбинаций одновременного включения сварочных машин с использованием алгоритма точного расчета токов и напряжений всех ветвей цепи при произвольном наборе сварочных машин [5]. Для группы 16 МКС мощностью от 16 до 495 кВА, работающих с коэффициентом включения 0,05 при питании их от неразветвленного шинопровода типа ШМА-4 с номинальным током 1250 А, подключенного к трансформатора типа ТМЗ-1000/10. На рис.4 и 5 представлены теоретические функции распределения (кривые 1) пикового тока одной из фаз и потери одного линейного напряжения, их расчетные значения (точки 3, 4) и функции распределения этих величин, полученные согласно КД метода (кривые 2). На этом же рисунке показаны расчетные значения соответствующего пикового тока и потери напряжения, рассчитанные в соответствии с действующими Руководящими Указаниями (точка 5) и по их предыдущей редакции (точка 6). Этот пример и другие (всего было рассмотрено 24 примера, в которых точность рассматриваемых методов оценивалась относительно решения, полученного по теоретической функции распределения) свидетельствует о достаточно высокой точности КД метода, поскольку его погрешность не вышла за пределы 10%, в то время, как погрешность действующих Указаний превысила это значение. Завышение действующими Указаниями результатов расчета потери напряжения приводит к необходимости увеличивать мощность трансформатора и сечение шинопровода, поскольку для обеспечения качества сварных соединений потеря напряжения не должна превышать 10 %. Таким образом, применение разработанного КД метода позволит обоснованно снизить затраты на сети электроснабжения МКС, обеспечивая требуемый уровень напряжения в них. 
Рисунок 4 – Функции
распределения пикового тока одной из фаз 
Рисунок 5 – Функции
распределения потери одного линейного напряжения ВыводыОбщим недостатком всех выше приведенных методов расчета пиковых токов и потерь напряжения в сетях электроснабжения группы машин контактной сварки является то, что при расчётах функций распределения используется средний коэффициент включения вместо коэффициентов включения каждой сварочной машины. Это приводит, как показали результаты расчетов, к увеличению погрешности до 40%. Потому в дальнейшем планируется усовершенствовать «Комплексный дифференцированный метод», в котором в расчётах будут учитываться коэффициенты каждой сварочной машины. Список источников
|
 и
и  –
соответствующие величины для групп трёхфазных и однофазных машин;
–
соответствующие величины для групп трёхфазных и однофазных машин; –
для общей фазы;
–
для общей фазы; –
для общей фазы;
–
для общей фазы; –
для остальных фаз;
–
для остальных фаз; — пиковая мощность машины, кВ•А.
— пиковая мощность машины, кВ•А. – средняя нагрузка отдельной сварочной машины;
– средняя нагрузка отдельной сварочной машины;  – ток,
потребляемый этой машиной за время сварки.
– ток,
потребляемый этой машиной за время сварки. –
относительная продолжительность сварки одной ступени;
–
относительная продолжительность сварки одной ступени;  –
длительность сварки одной ступени;
–
длительность сварки одной ступени;  – длительность одного цикла сварки
многоточечной машины.
– длительность одного цикла сварки
многоточечной машины. – средняя нагрузка фазы;
– средняя нагрузка фазы;  – дисперсия нагрузки фазы.
– дисперсия нагрузки фазы. по суммарной нагрузке машин, совпавших по времени в работе (с
определенной вероятностью). Если в группе имеются сблокированные
машины, то число машин, участвующих в образовании пика тока,
соответственно сокращается. Определение производится по методике,
основанной на применении двухступенчатой упорядоченной диаграммы (УД)
нагрузок, представленной на рис. 1.
по суммарной нагрузке машин, совпавших по времени в работе (с
определенной вероятностью). Если в группе имеются сблокированные
машины, то число машин, участвующих в образовании пика тока,
соответственно сокращается. Определение производится по методике,
основанной на применении двухступенчатой упорядоченной диаграммы (УД)
нагрузок, представленной на рис. 1.  тока и заканчивая
наименьшим
тока и заканчивая
наименьшим  .
По двухступенчатой модели определяется приведенное число сварочных
машин, участвующих в образовании максимального пика тока. При
выполнении отдельных расчетов построения двухступенчатой модели УД не
требуется.
.
По двухступенчатой модели определяется приведенное число сварочных
машин, участвующих в образовании максимального пика тока. При
выполнении отдельных расчетов построения двухступенчатой модели УД не
требуется. всех
всех
 , где
, где  округляется до ближайшего целого числа;
округляется до ближайшего целого числа; для
наибольших машин
для
наибольших машин  ;
; с максимальной
нагрузкой
с максимальной
нагрузкой  ;
; и
и  –
соответственно активное и индуктивное сопротивления цехового
трансформатора;
–
соответственно активное и индуктивное сопротивления цехового
трансформатора;  и
и  – соответственно активное и индуктивное сопротивления
питающей
магистрали на единицу длины; расчетная величина коэффициента мощности
для всех сварочных машин принимается равной 0,6;
– соответственно активное и индуктивное сопротивления
питающей
магистрали на единицу длины; расчетная величина коэффициента мощности
для всех сварочных машин принимается равной 0,6; , вызываемое каждой
машиной:
, вызываемое каждой
машиной: производится
аналогично расчету максимальной нагрузки по следующим формулам:
производится
аналогично расчету максимальной нагрузки по следующим формулам: . Этот метод применяется к индивидуальным графикам электросварочных
машин, имеющим периодические или циклические графики.
. Этот метод применяется к индивидуальным графикам электросварочных
машин, имеющим периодические или циклические графики. в
статье [
в
статье [ – средний ток группы сварочных машин;
– средний ток группы сварочных машин; –
средний ток i-ой сварочной машины;
–
средний ток i-ой сварочной машины; –
дисперсия группового пика, которая находится из выражения:
–
дисперсия группового пика, которая находится из выражения:  – интервал корреляции;
– интервал корреляции; и
и
 –
корреляционная функция и дисперсия индивидуального графика.
–
корреляционная функция и дисперсия индивидуального графика. – фактическая продолжительность включения машины;
– фактическая продолжительность включения машины; –
относительная продолжительность пикового тока i-ой
сварочной машины.
–
относительная продолжительность пикового тока i-ой
сварочной машины. – фактическая средняя продолжительность включения машины;
– фактическая средняя продолжительность включения машины; –
средняя продолжительность пикового тока, которая находится
по формуле:
–
средняя продолжительность пикового тока, которая находится
по формуле: – продолжительность пикового тока;
– продолжительность пикового тока; –
время цикла сварки.
–
время цикла сварки. .
. в функции при
в функции при 
 и
и  , а при использовании
формулы (4) строят один график
, а при использовании
формулы (4) строят один график  для машины со средним временем сварки. При этом
для машины со средним временем сварки. При этом  .
. от
от  –
установленная
мощность сварочных трансформаторов машины при номинальной паспортной
продолжительности включения, указывается в паспорте машины;
кВ·А;
–
установленная
мощность сварочных трансформаторов машины при номинальной паспортной
продолжительности включения, указывается в паспорте машины;
кВ·А; –
коэффициент загрузки данной машины, выражающий отношение
пиковой потребляемой мощности к установленной, о. е.;
–
коэффициент загрузки данной машины, выражающий отношение
пиковой потребляемой мощности к установленной, о. е.; –
коэффициент включения, отражающий длительность включения
машины в полном цикле сварки, о. е.
–
коэффициент включения, отражающий длительность включения
машины в полном цикле сварки, о. е. , эффективная
, эффективная  и пиковая
и пиковая  мощности определяются соответственно по
следующим формулам, кВ•А:
мощности определяются соответственно по
следующим формулам, кВ•А:
 ;
; ;
;
 – средняя нагрузка отдельной сварочной машины.
– средняя нагрузка отдельной сварочной машины.
 – средняя нагрузка, создаваемая ступенью каждого пика
нагрузочной диаграммы за один цикл сварки.
– средняя нагрузка, создаваемая ступенью каждого пика
нагрузочной диаграммы за один цикл сварки.
 – дисперсия нагрузки фазы,
– дисперсия нагрузки фазы,  .
.

 принимается равной 0,001. Для группы машин с одинаковыми пиковыми
токами
принимается равной 0,001. Для группы машин с одинаковыми пиковыми
токами  .
.
 , создающих те же самые значения средней нагрузки
, создающих те же самые значения средней нагрузки
 ,
эффективной нагрузки
,
эффективной нагрузки  и дисперсии
и дисперсии  ,
что и фактическое количество машин с разными индивидуальными пиковыми
токами.
,
что и фактическое количество машин с разными индивидуальными пиковыми
токами.
 упрощается:
упрощается:


 – усредненное значение коэффициента включения всех сварочных
машин
– усредненное значение коэффициента включения всех сварочных
машин


 :
: