Назад в библиотеку
Комплексный дифференцированный метод расчёта пиковых токов и потерь напряжения в сети, питающей группу машин контактной сварки
Автор: Егорова И.В., Удовиченко К.А., Погребняк Н.Н.
Источник: 13-я Всеукраинская научно-техническая конференция студентов. «Электротехника, электроника и микропроцессорная техника». ЭЭМТ – 2013. – г. Донецк – 15-16 мая 2013 г.
Аннотация
Егорова И.В., Удовиченко К.А., Погребняк Н.Н. Комплексный дифференцированный метод расчёта пиковых токов и потерь напряжения в сети, питающей группу машин контактной сварки Викладено алгоритм нового методу розрахунку пікових струмів і втрат напруги в мережі живлення групи машин контактної зварки, який базується на приблизному розрахунку ділянок функцій розподілу пікових струмів і втрат напруги шляхом поділу машин на групи в залежності від впливу на величину, що визначається. Метод дозволяє обґрунтовано зменшити витрати на мережу.
Контактная сварка широко используется в промышленности. Режим работы машин контактной сварки (МКС) характеризуется малым значением коэффициента  включения и большими пиковыми токами. Для обеспечения качественных сварных соединений, выполняемых на МКС, требуется обеспечить необходимый уровень напряжения в сети их электроснабжения. Кроме того, для выбора защиты и проверки элементов сети на динамическую стойкость необходимо знать пиковые токи, возникающие в сети при одновременном включении нескольких МКС.
включения и большими пиковыми токами. Для обеспечения качественных сварных соединений, выполняемых на МКС, требуется обеспечить необходимый уровень напряжения в сети их электроснабжения. Кроме того, для выбора защиты и проверки элементов сети на динамическую стойкость необходимо знать пиковые токи, возникающие в сети при одновременном включении нескольких МКС.
Для точного определения пиковых токов и потерь напряжения с требуемой для этой задачи граничной вероятностью  необходимо найти их функции распределения, а при большом числе машин эта задача невыполнима из-за большого объёма расчётов. Поэтому разрабатываются приближённые методы [1-4].
необходимо найти их функции распределения, а при большом числе машин эта задача невыполнима из-за большого объёма расчётов. Поэтому разрабатываются приближённые методы [1-4].
Методы расчёта, положенные в основу действующих Руководящих указаний [1] и их предыдущей редакции [2, 3], как показали результаты расчётов для примеров с небольшим количеством n сварочных машин (до 16), завышают расчётные значения пиковых токов и потерь напряжения. Метод «Граничных функций распределения» (ГФР) [4] даёт только границы фактических значений потерь напряжения и пиковых токов, поэтому при проектировании сети электроснабжения МКС им воспользоваться нельзя. Проверка метода «Случайного выбора» (СВ) [4] показывает, что он при многократном его применении даёт значительных разброс функций распределения и расчётных значений искомых величин, а метод «Многократного случайного выбора» (МСВ) [4] в своём алгоритме содержит расчёт нескольких (около 10) функций распределения и последующее их осреднение, что приводит к соответствующему увеличению объема и продолжительности расчета.
В методах ГФР, СВ и МСВ для уменьшения объёма расчётов используется деление сварочных машин на 7 групп в зависимости от числа фаз сварочных машин и от того, к каким фазам они подключены. В результате в одной группе могут оказаться машины, мощность которых сильно отличается, а для машин одинаковой мощности за счёт разного расстояния от источника питания различными будут потери напряжения, создаваемые этими машинами. Кроме того, если в группе присутствуют, например, только однофазные машины, все машины будут распределены всего на 3 группы. Это неизбежно влияет на точность расчёта.
Для устранения указанных недостатков в «Комплексном дифференцированном» (КД) методе функции распределения пикового тока каждой фазы и потери каждого линейного напряжения рассчитываются по отдельности. Первым, общим этапом этого расчёта является определение токов и падений линейных напряжений, возникающих при подключении каждой машины в отдельности. Расчёт ведётся в комплексном виде по законам Ома и Кирхгофа.
Для определения функции распределения пикового тока фазы все машины делятся на 7 групп: в одну группу определяются машины, не подключённые к рассматриваемой фазе, дальше машины делятся две группы в зависимости от фазы их пикового тока. Полученные группы в последующем делятся на группы в зависимости от величины модуля пикового тока. Этот процесс идёт до тех пор, пока общее количество групп, на которые разделены сварочные машины, не окажется равным 7 или в каждой из групп пиковые токи машин будут одинаковы. Таким образом, в результате такого разделения машин на группы, в одной группе оказываются машины, влияние которых на искомую величину отличаются незначительно и ток от каждой из машин может быть заменен средним током машин в группе. Аналогичное распределение машин по группам выполняется и при расчёте функций распределения потерь напряжения.
Функции распределения рассчитываются путём перебора всех возможных комбинаций одновременного включения разного числа машин из групп. При этом считается, что коэффициенты включения всех сварочных машин одинаковы и равны среднему  . Ступенька функции распределения, соответствующая отключенному состоянию всех сварочных машин, имеет вероятность
. Ступенька функции распределения, соответствующая отключенному состоянию всех сварочных машин, имеет вероятность  . Общее количество включённых машин возрастает по одной и расчёт прекращается при достижении функции распределения значения
. Общее количество включённых машин возрастает по одной и расчёт прекращается при достижении функции распределения значения  . Вероятность каждой комбинации включения сварочных машин рассчитывается по формуле:
. Вероятность каждой комбинации включения сварочных машин рассчитывается по формуле:
где i – порядковый номер группы; k – количество групп; mi – количество машин, отнесенных к i-ой группе; qi – количество включенных машин в i-ой группе.
Пиковый ток для рассматриваемой комбинации включенных сварочных машин рассчитывается как геометрическая сумма токов включенных сварочных машин (ток сварочной машины принимается равным среднему току машин в её группе). При построении функции распределения используется модуль суммарного тока.
Функция распределения потерь напряжения получается по сходному алгоритму за исключением того, что для каждой комбинации одновременно включенных машин рассчитывается суммарное падение напряжения путем геометрического суммирования падений напряжений, создаваемых каждой из включенных МКС. Напряжение в конце шинопровода равно разности напряжения на источнике питания и падения напряжения в сети. Потеря же напряжения, необходимая для построения функции распределения, рассчитывается как разность модулей напряжения в начале и в конце шинопровода.
Полученные значения вероятностей включения сварочных машин, пиковых токов и потерь напряжения в этих режимах и являются исходными данными для построения участков соответствующих функций распределения до достижения ими значения 
Заключительным этапом расчёта является нахождение максимального расчётного значения соответствующей величины, которое является абсциссой точки пересечения функции распределения и значения вероятности 1- ех. Для нахождения максимальных расчётных значений всех необходимых токов и потерь напряжения этот подход выполняется шесть раз.
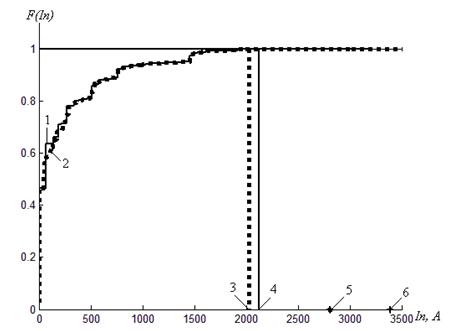
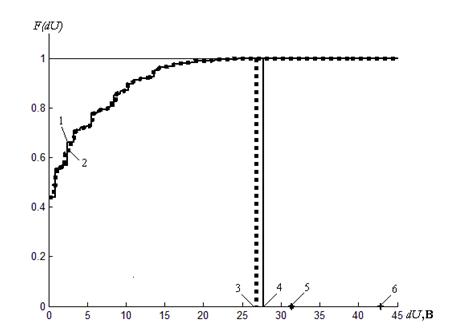
Для оценки точности разработанного метода используем теоретические функции распределения пиковых токов и потерь напряжения, получаемые путем перебора всех возможных комбинаций одновременного включения сварочных машин с использованием алгоритма точного расчета токов и напряжений всех ветвей цепи при произвольном наборе сварочных машин [5]. Для группы 16 МКС мощностью от 16 до 495 кВА, работающих с коэффициентом включения 0,05 при питании их от неразветвленного шинопровода типа ШМА-4 с номинальным током 1250 А, подключенного к трансформатору типа ТМЗ-1000/10. На рис.1 и 2 представлены теоретические функции распределения (кривые 1) пикового тока одной из фаз и потери одного линейного напряжения, их расчетные значения (точки 3, 4) и функции распределения этих величин, полученные согласно КД метода (кривые 2). На этом же рисунке показаны расчетные значения соответствующего пикового тока и потери напряжения, рассчитанные в соответствии с действующими Руководящими Указаниями (точка 5) и по их предыдущей редакции (точка 6). Этот пример и другие (всего было рассмотрено 24 примера, в которых точность рассматриваемых методов оценивалась относительно решения, полученного по теоретической функции распределения) свидетельствует о достаточно высокой точности КД метода, поскольку его погрешность не вышла за пределы 10%, в то время, как погрешность действующих Указаний превысила это значение. Завышение действующими Указаниями результатов расчета потери напряжения приводит к необходимости увеличивать мощность трансформатора и сечение шинопровода, поскольку для обеспечения качества сварных соединений потеря напряжения не должна превышать 10 %.
Таким образом, применение разработанного КД метода позволит обоснованно снизить затраты на сети электроснабжения МКС, обеспечивая требуемый уровень напряжения в них.
Рисунок 1 – Функции распределения пикового тока одной из фаз
Рисунок 2 – Функции распределения потери одного линейного напряжения
Перечень ссылок
1. Инструктивные указания по проектированию электрических промышленных установок. Тяжпромэлектропроект, 1976, №3. – С. 3-9.
2. Рекомендации по расчету электрических нагрузок и выбору сетей, питающих установки для контактной сварки / ВНИПИ ТПЭП (Москва) и Горьковское отделение ГПИ Электропроект. Шифр М788-917.1983 г.
3. Справочник по проектированию электроснабжения/ Под ред. Ю.Г. Барыбина и др. – М.: Энергоатомиздат, 1990. – 576 с.
4. Погрібняк Н.М., Мухін В.В., Удовіченко К.А., Булгаков О.О. Розрахунок пікових струмів і втрат напруги в мережі електропостачання групи машин контактної зварки // Наукові праці Донецького національного технічного університету. Серія: “Електротехніка і енергетика”. - Донецьк: ДВНЗ «ДонНТУ», 2012.- №1(12) -2(13). – С. 192-196.
5. Погрібняк Н.М., Мухін В.В. Розрахунок струмів і напруг в мережі електропостачання групи машин точкової контактної зварки // Наукові праці Донецького національного технічного університету. Серія: “Електротехніка і енергетика”, випуск 11 (186). - Донецьк: ДВНЗ «ДонНТУ», 2011. – С. 301-304.