Выбор типа элементов для систем автоматического управления контактными машинами
Автор: В.Я. Сазонов, Н.В. Подола
Источник: журнал «Автоматическая сварка», 1971г., № 8
Автор: В.Я. Сазонов, Н.В. Подола
Источник: журнал «Автоматическая сварка», 1971г., № 8
Для автоматического управления контактными сварочными машинами в последние годы созданы различные регуляторы, отличающиеся типом применяемых в них активных элементов: декатронов, транзисторов, феррит-транзисторных ячеек и др. Особенно большое внимание уделяется аппаратуре на основе транзисторных логических и функциональных элементов общепромышленной серии типов «Логика-Т» и «Спектр». Однако, несмотря на большое разнообразие элементов и различие их логических и динамических характеристик, разработка оптимальных схем автоматического управления сварочными машинами затруднена, так как серийные элементы не отвечают специфике рассматриваемой задачи. Тип элементов может быть окончательно выбран посредством сопоставления нескольких вариантов реализации систем управления по их стоимости, надежности, помехоустойчивости и пригодности к ремонту.
Предварительный анализ характеристик транзисторных логических и функциональных элементов «Логика-Т» и «Спектр», применяющихся в основном в сложных общепромышленных системах автоматики и телемеханики, показал, что использование этих элементов в аппаратуре управления контактными машинами не всегда оправдано.
В связи с этим в ИЭС им. Е.О. Патона разработана и исследована серия логических и функциональных элементов, предназначенных для аппаратуры управления контактными машинами. Отличительная особенность этих элементов — применение в них маломощных тиристоров типа КУ-201, используемых одновременно как для выполнения логических операций, так и для включения исполнительных устройств и сигнализации. Такое сочетание различных функций в одном активном элементе позволило значительно упростить принципиальные электрические схемы аппаратуры, повысить ее надежность и помехоустойчивость при одновременном снижении стоимости.
Серия состоит из шести типов элементов: коммутации операций и включения исполнительных устройств (рис. 1, а), синхронизированного элемента времени (рис. 1, б), фазовращателя в двух вариантах (упрощенный приведен на рис. 2, а, вариант со стабилизацией и модуляцией сварочного тока — на рис. 2, б), схемы поджигания игнитронов (рис. 3, а); в качестве источника питания во всех регуляторах используется простейший выпрямитель (рис. 3, б). Используя эти элементы, можно создавать практически любые регуляторы для различных технологических циклов, выполняемых контактными машинами.

Рисунок 1 – Схема элемента коммутации операций (а) и синхронизированного элемента времени (б).

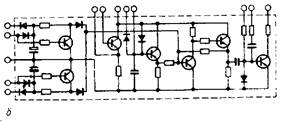
Рисунок 2 – Схема фазовращателей упрощенного (а) и со стабилизацией и модуляцией сварочного тока (б).
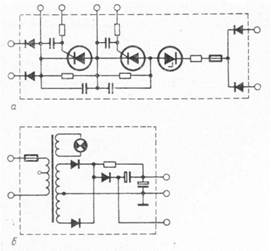
Рисунок 3 – Схема блоков поджигания игнитронов (а) и питания (б).
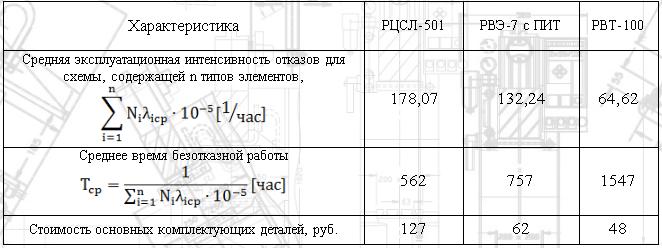
С целью оценки и выбора элементов сравнивали три типа регуляторов для контактных точечных машин, равноценных по выполняемым операциям: регулятор РВЭ-7 с ПИТ, регулятор цикла сварки типа РЦСЛ-501 на элементах «Логика-Т» и регулятор РВТ-100 на базе логических элементов на тиристорах, разработанный в ИЭС. Сведения о количестве комплектующих элементов, их надежности и стоимости приведены в табл. 1 и 2. Данные средней эксплуатационной интенсивности отказов отдельных элементов взяты из работ [1-3]. Количество элементов определялось по принципиальным электрическим схемам регуляторов без учета схемы поджигания игнитронов и силового контактора.
Как следует из табл. 1 и 2, регулятор времени РВТ-100 имеет минимальное количество комплектующих элементов, стоимость которых в полтора — три раза меньше, а надежность вдвое-втрое выше по сравнению с серийно выпускаемой и проектируемой на базе элементов «Логика-Т» аппаратурой управления сварочным оборудованием.
Таблица 1
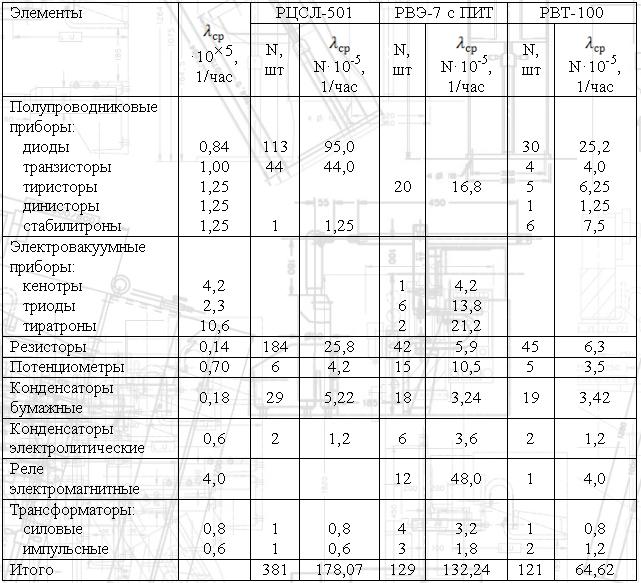
Кроме того, в значениях средних эксплуатационных интенсивностей отказов отдельных элементов для регулятора РВТ-100 (табл. 1) не учитывается коэффициент включения схемы. Дело в том, что при включении в сеть системы управления на базе логических элементов на тиристорах функционирует только блок питания. В остальных узлах схемы тока нет, и напряжение подается на них лишь на время отработки цикла сварки. Это способствует дополнительному повышению надежности тиристорных систем управления.
В ИЭС на базе новых элементов созданы системы управления для всех типов контактных сварочных машин: от простого четырехпозиционного регулятора времени до универсального прерывателя, схема управления которого обеспечивает отработку десяти последовательно-параллельных операций. Она позволяет также программировать изменения усилия сжатия электродов и трех импульсов тока (подогрев, сварка, отжиг).
Таблица 2
С 1968 г. указанная аппаратура работает на заводе им. Лихачева и Кременчугском автомобильном. Промышленная эксплуатация различных типов регуляторов и прерывателей, построенных на основе специальных логических элементов на тиристорах, подтверждает высокую надежность этих устройств, стабильность, помехоустойчивость, простоту в наладке, обслуживании и ремонте.
1. И.М. Маликов, Надежность элементов электронной аппаратуры, Судпромгиз, М., 1967.
2. Д.П. Лосев и др., Элементы и узлы бесконтактных телемеханических устройств, Судпромгиз, М., 1962.
3. Б.С. Сотсков, Методические указания по расчету и справочные данные по надежности, МАИ, М., 1964.