
Реферат

Трутень Илья Николаевич
Факультет инженерной механики и машиностроения
Кафедра горнозаводского транспорта и логистики
Специальность «Подъeмно-транспортные, дорожные, строительные, мелиоративные машины и оборудование»
Обоснование основных эксплуатационных параметров и разработка промежуточного привода магистрального ленточного конвейера
Научный руководитель: к.т.н., доц. Шавлак Виктор Федорович
Содержание
- Введение
- 1 Актуальность темы и постановка цели и задач работы
- 1.1 Актуальность темы
- 1.2 Цель и задачи работы
- 2 Обзор и анализ известных конструкций промежуточных приводов ленточных конвейеров
- 3 Теоретические исследования по определению параметров и места установки промежуточных приводов магистральных ленточных конвейеров
- 3.1 Описание разрабатываемого промежуточного привода
- 3.2 Описание алгоритма действия программы
- Заключение
- Список источников
Введение
В мировой экономике следует тенденция перехода к альтернативным источникам энергии вследствие исчерпания нефтяных и газовых запасов. Украина богата на уголь и другие полезные ископаемые – источники альтернативной энергии и мировая потребность в них возрастает, поэтому горнодобывающая промышленность является доминирующей отраслью нашей страны с перспективным будущим [1].
В горнодобывающей промышленности значительная роль отводится подъемно-транспортному машиностроению, перед которым стоит задача широкого внедрения во всех областях хозяйствования комплексной механизации и автоматизации производственных процессов при выполнении основных и вспомогательных операций, как основы повышения эффективности производства [2].
Наиболее высокопроизводительным типом машин непрерывного действия являются ленточные конвейеры. Ленточные конвейеры являются неотъемлемой частью подъемно-транспортных машин, т.к. полная или частичная конвейеризация производства обеспечивает интенсивность ведения работ и увеличивает производительность труда независимо от дальности пути транспортирования [3].
Наличие промежуточных приводов в магистральных ленточных конвейерах обеспечивает бесперегрузочное транспортирование по выработкам большой протяженности, что способствует более интенсивному производству и уменьшает рабочую нагрузку на грузовую ветвь за счет распределения по длине конвейера тягового усилия, что увеличивает срок службы ленты. Промежуточные приводы, имеющие небольшие размеры, удобны при монтаже и ремонте. Все эти факторы способствуют дальнейшему исследованию и разработке промежуточных приводов на магистральных ленточных конвейерах [3].
Этому вопросу и посвящена данная работа.
1 Актуальность темы и постановка цели и задач работы
1.1 Актуальность темы
Вопросами по исследованию и разработке промежуточных приводов магистральных ленточных конвейеров занимались такие ученые, как к.т.н. Кост Г.Н. [4], Полосухин А.Я. [4], к.т.н. Котов М.А. [4], к.т.н. Дьячков В.К. [5], Коновалов В.С. [6, 7, 8], Баришев А.И. [9], проф. Будишевский В.А. [9], проф. Гейер В.Г. [10], проф. Штокман И.Г. [11], Спиваковский А.О. [3], Дьяков В.А. [3].
Вопросами по данной теме занимались такие институты и научно-исследовательские организации как: ДонНТУ [9 – 11], ДонНУЭТ им. М. Туган-Барановского [9], ВНИИПТМАШ [4 – 8], ИГД им. А.А. Скочинского [4], Донгипроуглемаш [9].
Ленточные конвейера с промежуточными приводами выпускают такие фирмы как: «Стил Боне» (Англия) [9], «Эриез» (США) [9], «Мицубиси дэнки» (Япония) [9], «Интэр» и «Зальцгиттер» (Германия) [9], «Александровский машзавод» (Россия) [9].
Наиболее высокопроизводительным типом машин непрерывного транспорта являются ленточные конвейеры.
Ленточные конвейеры широко используются в угольной промышленности, где полная или частичная конвейеризация крупных шахт обеспечивает интенсивное ведение горных работ и увеличивает производительность труда.
Уровень конвейеризации горных предприятий непрерывно растет, а освоение новых крупных месторождений несомненно потребует широкого внедрения более мощных ленточных конвейеров и конвейерных линий большей протяженности.
В настоящее время более 50% себестоимости угля составляют расходы на его транспортировку от очистного забоя к поверхности шахты, что делает актуальным поиск резервов повышения эффективности использования шахтных транспортных средств, в частности ленточных конвейеров
Рациональным решением задачи повышения эффективности использования ленточных конвейеров следует признать установку на серийных машинах промежуточных приводов (на основании исследования проведенных кафедрой ГЗТЛ ДонНТУ совместно шахтоуправлением Октябрьское
ПО Донецкуголь
[9]).
Наличие промежуточных приводов в магистральных ленточных конвейерах обеспечивает бесперегрузочное транспортирование по выработкам большой протяженности, что способствует более интенсивному производству и исключает распыл и дробление транспортируемого груза, уменьшает рабочую нагрузку на грузовую ветвь за счет распределения по длине конвейера тягового усилия, что увеличивает срок службы ленты. Промежуточные приводы, имеющие небольшие размеры, удобны при монтаже и ремонте.
Для более рационального и эффективного использования ленточных конвейеров необходимо проведение дальнейших исследований с целью оптимизации конструкции существующих и разработку совершенно новых типов промежуточных приводов.
На основании вышеизложенного тема данной работы является актуальной.
1.2 Цель и задачи работы
Цель работы – выбор наиболее рациональной схемы размещения и типа промежуточных приводов в зависимости от конструкции и особенностей эксплуатации магистральных ленточных конвейеров.
Для достижения указанной цели поставлены следующие основные задачи:
- Проверка основных положений, разработанных ранее теоретических предпосылок;
- Анализ известных конструкций промежуточных приводов и выбор оптимального варианта;
- Расчет распределения нагрузки между приводами при изменении нагрузок по длине конвейера;
- Расчет распределения тягового усилия на верхнюю и нижнюю ветвь конвейера;
- Определение натяжений грузонесущей ленты в зависимости от распределения тягового усилия по длине конвейера с учетом наличия промприводов;
- Расчет количества промприводов в зависимости от необходимого тягового усилия и мощности;
- Разработка конструкции оптимального варианта промпривода.
2 Обзор и анализ известных конструкций промежуточных приводов ленточных конвейеров
В данном разделе будут рассмотрены конструктивные особенности различных видов промежуточных приводов не только применяемых массово на ленточных конвейерах в данный момент, но и экспериментальные образцы промприводов которые еще не получили широкого применения в промышленности но являются весьма перспективными при дальнейшем их внедрении.
Основное преимущество применения промприводов – увеличение длины или производительности ленточных конвейеров без увеличения натяжения в контуре ленты, а так же бесперегрузочное транспортирование по выработкам большой протяженности.
Промежуточный фрикционный привод
Данный тип привода приводит конвейер в движение с помощью силы трения возникающей между приводным контуром и основной лентой.
Ленточный конвейер с промежуточными фрикционными приводами с плоским контактом трения (Рис. 2.1). Конвейер состоит из грузонесущей ленты 1, промежуточных приводов 2, приводных барабанов промежуточных приводов 3, привода грузонесущей ленты 4.
Тяговое усилие грузонесущей ленте передается от приводного ленточного контура в следствии возникновения между ними сил трения [3].

Рис. 2.1. Схема ленточного конвейера с промежуточными фрикционными приводами
Под руководством к.т.н. Котова М.А. совместно с к.т.н. Костом Г.Н. и инженером Полосухиным А.Я. в ИГД им А.А. Скочинского совместно с ВНИИПТМАШ был построен экспериментальный образец многоприводного конвейера фрикционного действия.
Угол наклонна конвейера к горизонту составляет 16°, общая длина 42 м, на нем было установлено два приводных ленточных контура с лентой шириной 1000 мм, приводящих в движение грузонесущую ленту той же ширины. Конвейер имеет привод, состоящий из редуктора СКР-1 и короткозамкнутого электродвигателя типа АО-73-4 мощностью 28 кВт и числом оборотов – 1460 об/мин.
Важным параметром многоприводного ленточного конвейера является отношение длины контакта приводной и грузонесущей лент к общей длине конвейера. В данном образце изменение этого отношения достигается путем отклонения приводной ленты под роликоопоры грузонесущей ленты. Максимальная длина одного приводного контура составляет 13,5 м. Грузонесущая и приводные ленты имеют пять прокладок из бельтинга Б-820 [4].
Фирмами Крупп Индустрия
и Штальбау
(Германия) проведены испытания промежуточных фрикционных приводов ленточного типа на высокопроизводительном ленточном конвейере (производительность 16000 т/ч) в Рейнском буроугольном бассейне. Испытания начались с установки двух приводных конвейеров длиной 150 и 300 м, встроенных между верхней и нижней ветвями основного конвейера. Однако ввиду высокого коэффициента трения между грузонесущей и приводной лентами от использования конвейера длиной300 м вскоре отказались. Сила тяги приводного конвейера длиной 150 м была повышена за счет введения в контакт нижней ветви его ленты с нижней ветвью ленты основного конвейера. За 18 месяцев испытаний не было обнаружено заметного износа контактирующих поверхностей лент.
В настоящее время подобный промежуточный привод установлен на магистральном ленточном конвейере длиной 1100 м, связывающем карьер с ТЭЦ (Рис. 2.2).
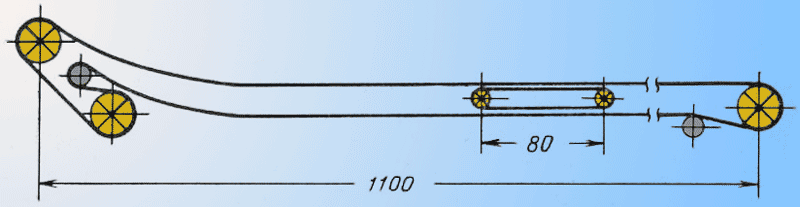
Рис. 2.2. Схема ленточного конвейера с промежуточным фрикционным приводом ленточного типа
Двухленточный конвейер с двумя бесконечными лентами и промежуточными приводами (Рис. 2.3) выпускается английской фирмой Кейбл Белт
.

Рис. 2.3. Схема двухленточного конвейера
Одна лента конвейера является грузонесущей, а вторая – тяговой. Приводы располагаются между верхней и нижней ветвями лент (Рис. 2.4). Применяются асинхронные двигатели с короткозамкнутым ротором. Соединение вала двигателя с валом приводного барабана осуществляется регулируемой гидравлической муфтой 7. Когда натяжение превысит определенный допустимый для данного привода предел, натяжной барабан 4 сместится и сжатие пружины 5 достигнет такого положении, что с помощью тяги 8 лопатки гидромуфты начнут выводиться из масла. Скольжение гидромуфты увеличится и нагрузка перераспределится на другие приводы. В период установившейся работы конвейера система управления автоматически регулирует загрузку приводов в соответствии с загрузкой участков ленты [12].
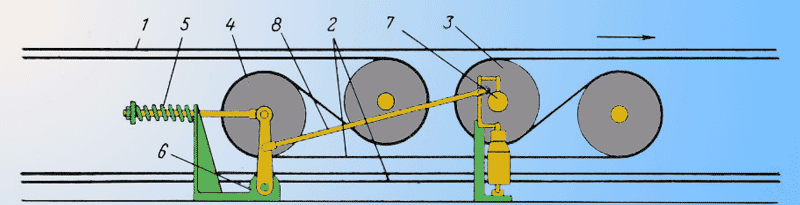
Рис. 2.4. Схема промежуточного привода:
1 – грузонесущая лента; 2 – приводная лента; 3 – приводной барабан; 4 – натяжной барабан; 5 – натяжное пружинное устройство; 6 – ось поворота; 7 – гидравлическая регулируемая муфта; 8 – тяга
Магнитно-фрикционный промежуточный привод
В данном типе привода передача тягового усилия происходит с помощью магнитно-фрикционных сил возникающих между приводной и основной лентой.
Экспериментальный образец магнитно-фрикционного промежуточного привода (Рис. 2.5) изготовленного в Донецком национальном техническом университете на базе ГШ-2. Приводная станция 1 состоит из двигателя, цепной муфты и двухступенчатого редуктора, прикрепленного к боковине 2. Магнитные секции состоят из траверс 3 и смонтированных на них постоянных литых подковообразных магнитов 4. Траверсы укреплены к двум бесконечным стандартным тяговым разборным цепям.
Рама покоится на двух опорах 5, 6. Траверсы выполнены такой конструкции, что при прохождении ленты над приводом ее желобчатая форма не изменяется. Магнитная система располагается между ветвями конвейерной ленты. Привод может взаимодействовать только с одной верхней ветвью ленты или с обеими ветвями одновременно. Для этого на нижней ветви ленты установлены специальные направляющие ролики.
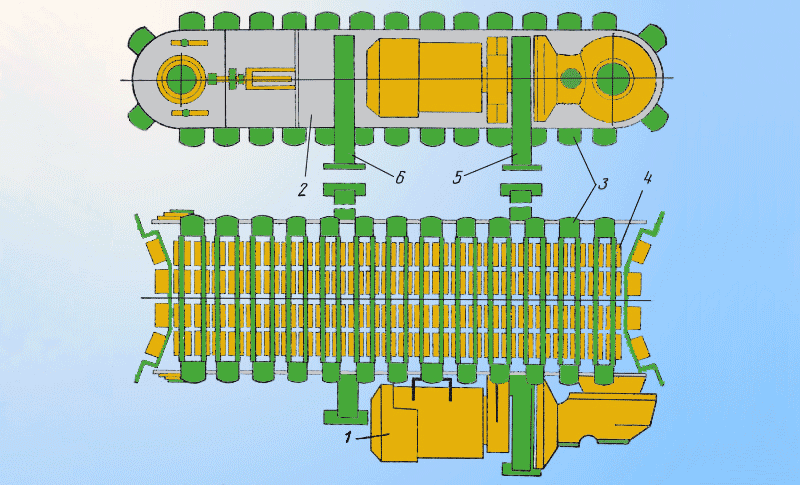
Рис. 2.5. Схема экспериментального образца магнитно-фрикционного промежуточного привода
В ленточном конвейере с магнитно-фрикционными промежуточными приводами в качестве тягового и грузонесущего органа может быть применена стандартная лента или специальная магнитно-мягкая лента в состав которой входит магнитомягкий наполнитель (ПЖ-3). Достоинством первой является то, что она уже серийно выпускается промышленностью, недостатком – недоиспользование ее прочностных качеств. Экономически более целесообразно применять второй тип ленты.
Ленточный конвейер с магнитно-фрикционными приводами позволяют применять ленту с небольшим числом прокладок. Это приводит к уменьшению стоимости ленты на одной установке [10, 11].
На базе экспериментальных и научных исследований ДонНТУ и Донгипроуглемаша на Александровском машзаводе (Россия) на базе серийного выпускаемого ленточного конвейера 1Л-80 был изготовлен многоприводный магнитно-ленточный конвейер типа МЛК (Рис. 2.6).
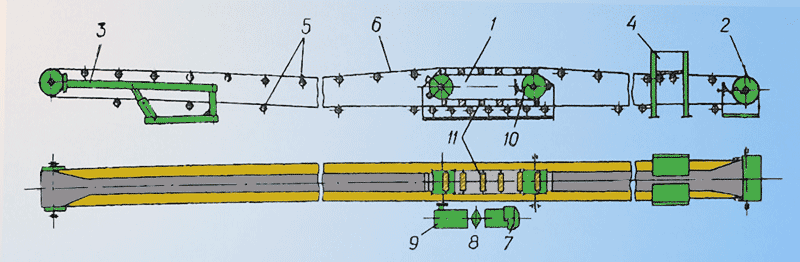
Рис. 2.6. Схема многоприводного магнитно-ленточного конвейера МЛК
Конвейер МЛК состоит из промежуточного магнитно-фрикционных приводов 1, натяжного устройства 2, разгрузочного устройства 3 с обводным барабаном, загрузочного устройства рессорного типа 4, става 5, ленты 6. Промежуточный привод снабжается приводным блоком, состоящим из электродвигателя 7, турбомуфты 8 и редуктора 9. Приводной блок крепится консольно, что уменьшает габарит по ширине.
Для натяжения приводных цепей промежуточного привода используется винтовое устройство 10. Между приводной и натяжной секциями устанавливаются линейные секции, от их количества зависит длина привода и тяговое усилие, развиваемое им. К приводным цепям крепятся магнитные блоки 11, создающие тяговое усилие, которое передается ленте. Блоки устанавливаются через 300 мм, что согласно исследованиям является наиболее оптимальным шагом. Магнитные блоки через один устанавливаются на ролики, перемещающиеся по направляющим.
Блоки (Рис. 2.7) состоят из магнитодержателя 2, пластмассовой коробки 1, в которую набираются магниты 3, чередуясь со стальными магнитопроводами 4. Магниты ориентированы так, чтобы полюсы, выходящие к одному магнитопроводу, были одноименными. Для магнитных блоков применяют оксидно-бариевые постоянные магниты, которые по сравнению с литыми магнитами имеют меньшую стоимость и создают большие тяговые усилия, но боятся ударов и изменения температуры.
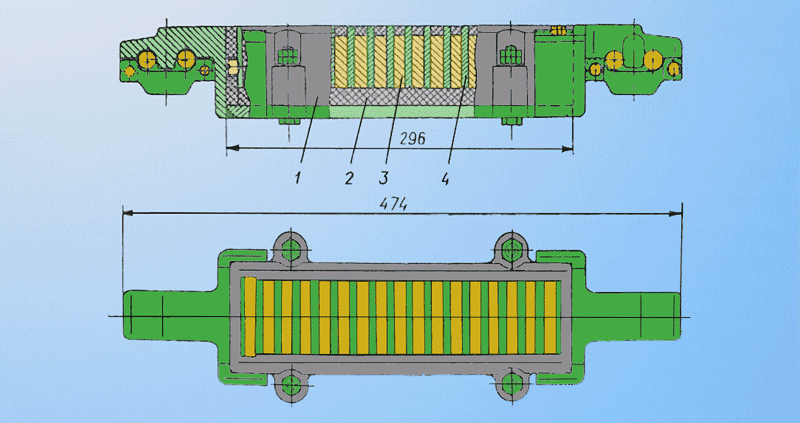
Рис. 2.7. Схема магнитного блока
Принцип действия конвейера заключается в следующем. Звездочки приводного вала промежуточного привода двигают тяговые цепи с магнитными блоками, последние за счет магнитно-фрикционного контакта передают движение на ленту.
С наличием промежуточных приводов происходит перераспределение нагрузок на грузонесущую ленту и отпадает необходимость в применении высокопрочных лент большой стоимости, а также сложных натяжных устройств, не измельчает транспортируемый груз [9, 12].
Линейный асинхронный двигатель (ЛАД)
Данный тип привода распределен по длине конвейера. Линейный двигатель можно представить как развернутый на плоскости статор асинхронного короткозамкнутого двигателя, эта часть линейного двигателя является неподвижной, по размещенной в ней обмотке протекает переменный ток, создавая переменное поле.
Конвейер конструкции ИГД Минчермета с линейными асинхронными двигателями (Рис. 2.8) оборудован обычной конвейерной лентой 2, которая крепится к поперечным траверсам 8 установленным на подвеске 7. Последняя установлена на колесные пары 6, двигающиеся по направляющим 9. На концевых станциях имеются неприводные барабаны 5 для ленты, направляющие для колесных пар выполнены в виде полуокружности.
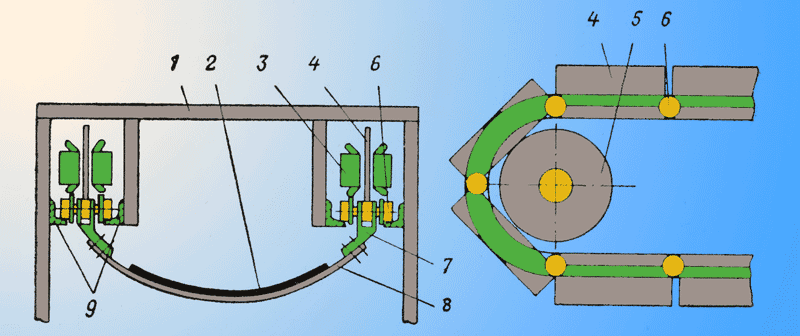
Рис. 2.8. Схема ленточного конвейера с линейным асинхронным двигателем
Каждый ротор 4 линейного асинхронного двигателя состоит из шарнирно соединенных алюминиевых пластин. Оси шарнирных соединений являются одновременно осями несущих колесных пар. На раме 1 по всей длине конвейера установлены статоры 3. Расстояние между ними зависит от необходимого тягового усилия. Тяговое усилие, возникающее вследствие взаимодействия магнитного (бегущего) поля статора с токами, наводимыми этим полем в пластинах ротора, передается на всю систему и через каждую траверсу на ленту.
Индукционный промежуточный привод
Сочетает в себе признаки асинхронных двигателей, двигателей с плоским или дуговым статором, а также индукционных насосов и желобов для перекачки жидких металлов.
Схема одной ветви конвейера (Рис. 2.9) имеющего односторонний индукционный промежуточный привод с токопроводящей неферромагнитной роторной частью, называемой вдальнейшем неферромагнитным ротором.
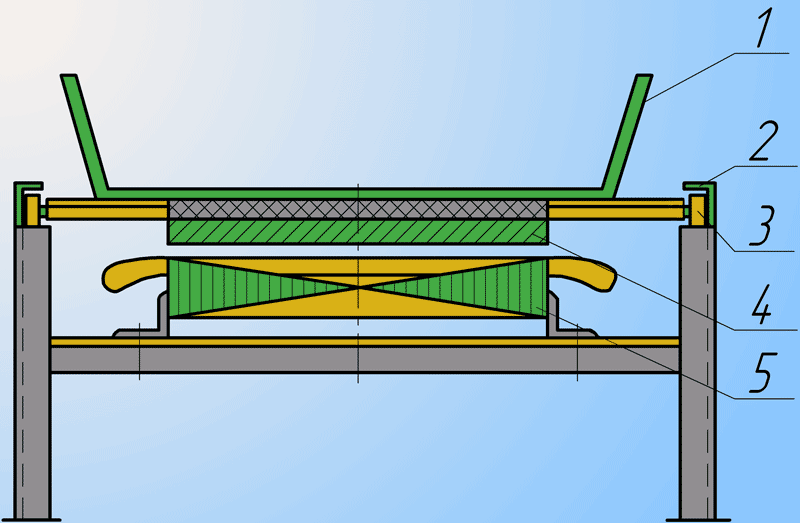
Рис. 2.9. Схема одностороннего индукционного привода с неферромагнитным ротором
Несущее полотно 1 перемещается по направляющим 2 для ходовых роликов 3. В нижней части несущего полотна располагается сплошной или типа беличьей клетки токопроводящий (медный, алюминиевый или латунный) ротор 4. Индуктор 5 создает бегущее
магнитное поле. Индуктор состоит из сердечника, выполненного из листов электротехнической стали, и трехфазной обмотки в пазах на поверхности индуктора. Бегущее
магнитное поле наводит в роторе токи, которые, взаимодействуя с магнитным полем индуктора, создают движущее усилие [10].
Двусторонний индукционный привод (Рис. 2.10). Два блока плоских индукторов 5 установлены вертикально. В зазоре между ними располагается неферромагнитный ротор 4, прикрепленный к несущему полотну [10].
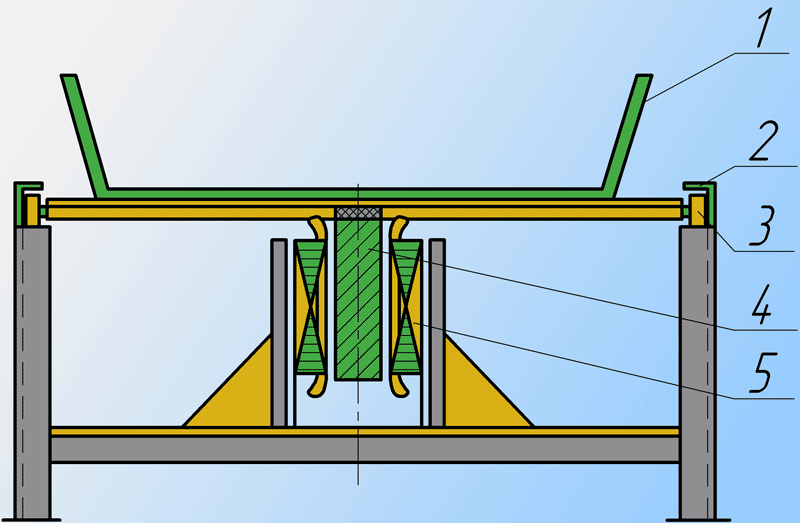
Рис. 2.10. Схема двустороннего индукционного привода
Односторонний индукционный привод с ферромагнитным ротором (Рис. 2.11). К днищу секции прикреплены пакеты 4 электротехнической стали, в которые вкладываются медные, алюминиевые или латунные стержни, замкнутые между собой по торцам накоротко [10].
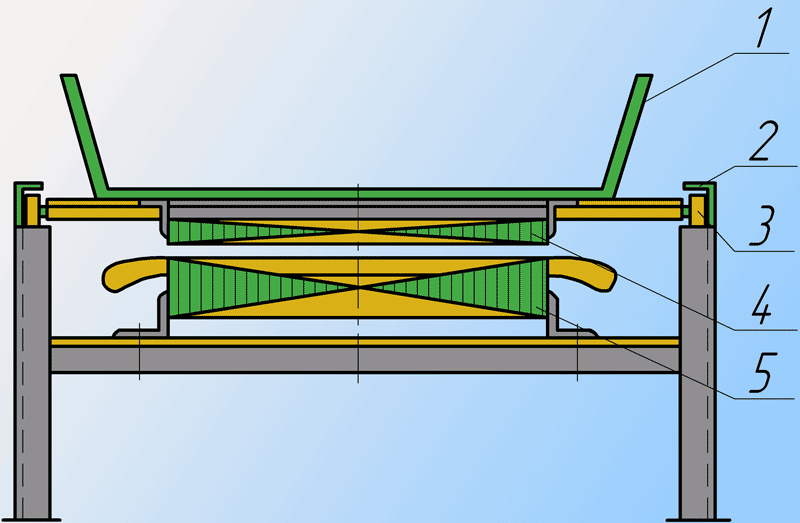
Рис. 2.11. Схема одностороннего индукционного привода с ферромагнитным ротором
Наибольшими конструктивными преимуществами обладает односторонний индукционный привод с неферромагнитным ротором. Однако открытая магнитная система привода создает в роторе магнитное поле малой напряженности. Двусторонний индукционный привод обладает значительно лучшими, по сравнению с односторонним, энергетическими параметрами, однако он имеет сложную конструкцию. Промежуточное положение между этими двумя типами приводов занимает односторонний индукционный привод с ферромагнитным ротором. Ферромагнитный ротор замыкает магнитные потоки, значительно улучшая энергетические показатели одностороннего привода [10].
На основании проведенного обзора, с учетом всех достоинств и недостатков рассмотренных конструкций промприводов, дальнейшая работа будет вестись в направлении разработки промпривода с дополнительными побудителями сцепления, так как установка данного типа привода является наиболее эффективной и экономически целесообразной.
3 Теоретические исследования по определению параметров и места установки промежуточных приводов магистральных ленточных конвейеров
3.1 Описание разрабатываемого промежуточного привода
Разрабатываемый промежуточный привод представляет из себя замкнутый контур приводной ленты которая огибает приводной и натяжной барабаны. Взаимодействие тяговой ленты и грузонесущей происходит между верхней ветвью промпривода и грузовой или холостой ветвью конвейера в зависимости от местоположения привода.
Рис. 3.1. Принцип действия промпривода и натяжного устройства
(анимация: 5 кадров, 7 циклов повторения, 8 килобайт)
В промприводе используется тяговые ленты серии ЕР которые имеют небольшую толщину и массу, но ленты данной серии обладают высокими показателями рабочего натяжения [13, 14].
Для повышения тягового фактора промпривода используются магнитные блоки состоящие из стационарных магнитов 2БА, 3БА [15, 16]. Использование магнитных блоков позволяет уменьшить длину промпривода, при обеспечении необходимого тягового усилия за счет увеличения сцепления между тяговой и грузонесущей лентами. Расположение блоков происходит между роликоопорами конвейера таким образом, чтобы их установка наименее влияла на общую конструкцию конвейера. Геометрия системы магнитных блоков повторяет форму желобчатой роликоопоры это достигается путем подбора необходимой ширины блоков наиболее соответствующей ширине ролика, и расположением этих блоков под углом соответствующим углу установки роликов в роликоопоре. Это позволяет увеличить поверхность контакта тяговой ленты промпривода с основной лентой, увеличивает площадь действия магнитных сил на ленту, предотвращает сбеганию основной ленты, а на грузовой ветви способствует лучшему заполнению грузом ленты за счет образованного желоба.
3.2 Описание алгоритма действия программы
Для анализа теоретических зависимостей, определяющих возможную схему расположения промежуточных приводов по длине конвейера, их параметры и количество при различных условиях транспортировки, разработана программа расчета с использованием языка высокого уровня программирования VBА.
Исходные данные необходимые для анализа вводятся с помощью интерфейса программы (Рис. 3.2). Который имеет следующие кнопки: Вычисление
, Результаты
, Очистка
, Выход
с помощью которых и осуществляется управление программой.
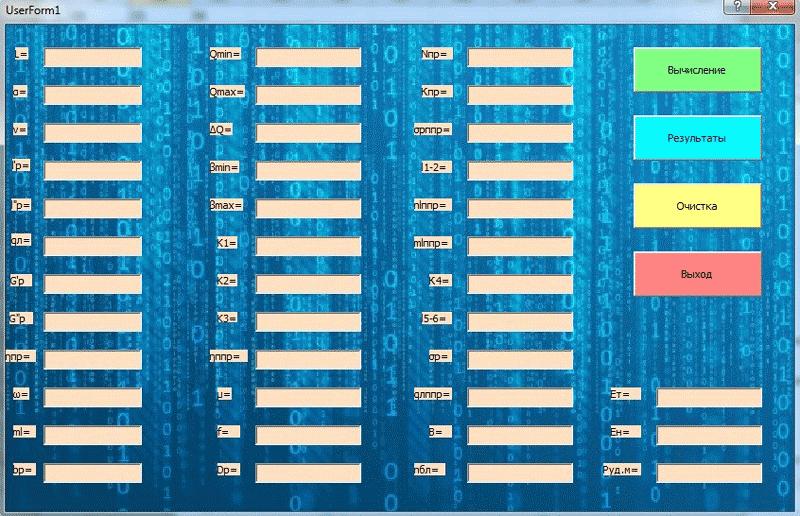
Рис. 3.2. Интерфейс программы расчета
Для перебора основных параметров транспортировки в программе используется два цикла. Первый цикл расчета организован по перебору возможных углов установки конвейера β. Как только угол β выходит за пределы допустимого значения, расчет выполняется по второму циклу, который изменяет часовую производительность конвейера Qt в пределах Qmin – Qmax, с фиксированным шагом ΔQ, этот цикл охватывает также и первый.
Необходимое количество промприводов выбирается из условия требуемой мощности, создаваемой ими.
Место установки приводов на обеих ветвях выбирается из условия полного использования прочности ленты. Если количество приводов из условий необходимой мощности превышает количество необходимое для обеспечения целостности ленты, установка приводов происходит на грузонесущую ветвь с обеспечением фиксированного шага, который зависит от количества устанавливаемых промприводов.
Результаты расчета выводятся на лист Excel.
Заключение
Конвейеры с промежуточным приводами начали разрабатываться сравнительно недавно. Этим объясняется многообразие предложенных конструктивных решений и небольшая производительность большинства конвейеров. По мере накопления данных по эксплуатации таких конвейеров будут найдены наиболее перспективные типы приводов.
При учете всех вышеизложенных факторов установка промежуточных приводов на магистральные ленточные конвейеры является востребованной и довольно перспективной благодаря проведенным ранее исследованиям и нововведениям, но данный вопрос требует проведения ряда дополнительных исследований, целью которых является доработка существующих недостатков.
В данной работе производится попытка объединить результаты исследований предыдущих лет с целью их комплексной обработки с помощью ЭВМ для нахождения наиболее рациональных параметров конструкции промежуточного привода и его размещения по длине ленточного конвейера.
При написании данного реферата магистерская работа еще не завершена. Окончательное завершение: декабрь 2013 года. Полный текст работы и материалы по теме могут быть получены у автора или его руководителя после указанной даты.
Список источников
- Украинские бизнес ресурсы [Электронный ресурс]. – Режим доступа: http://www.ubr.org.ua/page/2.
- Роль подъемно-транспортных машин в современном промышленном производстве. Классификация грузоподъемных машин, назначение, конструктивные особенности [Электронный ресурс]. – Режим доступа: http://www.dgma.donetsk.ua/metod/amm/ptm_lections.pdf.
- Ленточные конвейеры в горной промышленности/В. А. Дьяков, Л. Г. Шахмейстер, В. Г. Дмитриев и др. Под редакцией чл.-кор. АН СССР А. О. Спиваковского. М., Недра, 1982. 349 с.
- Исследование подвесных и многоприводных ленточных конвейеров, Выпуск 2 (89), под редакцией к. т. н. Дьячкова В. К., 1969.
- Дьячков В. К., Рождественская Л. А. исследование тяговой способности промежуточного привода многоприводного ленточного конвейера с фрикционной связью без дополнительных побудителей сцепления. Труды ВНИИПТМАШ, вып. 9 (62), Москва, 1965.
- Коновалов В. С. Перспективные типы машин для транспортирования массовых сыпучих грузов на средние и дальние расстояния. ОТИ, ВНИИПТМАШ, М., 1960.
- Коновалов В. С., Качанов В. Ф. Определение областей применения и основных параметров многоприводных ленточных и ленточно-канатных конвейеров для транспортирования массовых сыпучих грузов на дальние расстояния. ВНИИПТМАШ, НИ-4022-4023, М., 1963.
- Коновалов В. С., Качанов В. Ф. Технико-экономическое сравнение одноприводных и многоприводных ленточных конвейеров. ВНИИПТМАШ, НИ – 2168, 1966.
- Розрахунок і проектування транспортних засобів безперервної дії. О. І. Баришев, В. О. Будішевський, М. А. Скляров, А. О. Суліма, О. М. Ткачук. Навчальній посібник для ВНЗ. Під заг. ред. В. О. Будішевського. – Донецьк, 2005. – 689с.
- Начала магнитного транспорта, В. Г. Гейер, изд. «Недра», Москва, 1966.
- Основы создания магнитных транспортных установок. Штокман И. Г. М., изд-во «Недра», 1972, с. 192 (стр. 124-126).
- Васильев М. В., Волотковский В. С., Кармаев Г. Д. Конвейеры большой протяженности на открытых работах. М., «Недра», 1977. 248с.
- Транспортные ленты Trellex на тканевой основе [Электронный ресурс]. – Режим доступа: http://www.metso.com/Textile_Belts_RU.pdf.
- Конвейерные ленты [Электронный ресурс]. – Режим доступа: http://www.urrti.ru/lenti-konveiernie.html
- Постоянные магниты: Справочник/Альтман А. Б., П 63 Герберг А. Н., Гладышев П. А. и др.: Под ред. Ю. М. Пятина – 2-е изд., перераб. и доп. – М. Энергия, 1980. – 488 с., ил.
- Магнитотвердые ферриты [Электронный ресурс]. – Режим доступа: http://uas.su/books/newmaterial/244/razdel244.php