Назад в библиотеку
А.Г. Шумихин, И.А.
Вялых
Источник: Журнал: Известия Томского политехнического университета [Перейти]
Пермский государственный технический университет E-mail: atp@pstu.ru
Исследовано применение алгоритма автоматической классификации отдельных переменных технологического процесса во всем спектре их фактических значений методом динамических сгущений. Представлены результаты нечеткой классификации измерительной информации о значениях технологических параметров при априори заданном числе классов, с выделением координат центров классов и автоматическим построением функций принадлежности четких значений этих переменных к соответствующим классам на примере технологического процесса каталитического крекинга, свидетельствующие о целесообразности применения рассмотренного метода.
Ключевые слова:
Каталитический крекинг, технологический процесс, автоматическая классификация переменных, нечеткая логика, нечеткое управление.
Key words:
Catalytic cracking technological process, automatic classification process variable, fuzzy logic, fuzzy control.
Каталитический крекинг - процесс расщепления нефтяных фракций при высоких температурах (480...510 °С) в присутствии цеолитсодержащего катализатора. Процесс характеризуется большим количеством одновременно протекающих химических реакций крекинга, многочисленными перекрестными связями между сырьем, катализатором и воздухом, подаваемым на регенерацию, по тепловым и материальным потокам и рециркуляцией регенерируемого катализатора. В связи, с этим разработка адекватной математической модели реакторного блока и регенератора представляет собой сложную задачу. Так для описания процесса каталитического крекинга на промышленной установке 43-102/М предложено использовать «связанную» математическую модель реактора и регенератора [1].
При автоматизации управления процессом, протекающим в установке каталитического крекинга, могут быть использованы знания и опыт оперативного технологического персонала по управлению установкой. При формализации экспертных знаний, например с применением процедур логического вывода, появляется возможность автоматизации принятых решений по корректировке технологического режима.
Основная задача, которую решает оператор-технолог при управлении технологическим процессом, - это идентификация технологической ситуации, то есть сравнение текущего состояния режима установки с имевшими в его практике место прецедентами, отнесение состояния к одному из них с качественной оценкой степени принадлежности состояния к этому прецеденту и, с учетом результата сравнения, применение соответствующего управления.
Информация, полученная при интервьюировании экспертов - персонала установки каталитического крекинга, показывает, что изменение пара-
метров технологического режима функционирования реакторного блока вызывают две основные причины (рис. 1). Первая из них - изменение фракционного состава сырья на входе в реактор, ведущее к изменению количества кокса, откладывающегося на катализаторе. В результате изменяется температура катализатора после регенератора и, как следствие, температура катализатора на входе в реактор, что ведет к изменению параметров процесса крекинга. Вторая причина - изменение температуры окружающего воздуха, забираемого для осуществления процесса регенерации. При этом изменяется плотность воздуха и его массовый расход на входе регенератора, что вызывает изменение режима процесса регенерации.

Рис. 1. Взаимосвязь основных параметров процесса в реакторно-регенераторном блоке
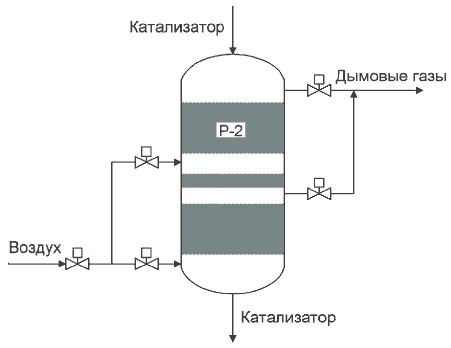
Рис. 2.
Схема регенератора установки каталитического крекингаИсточник: Журнал: Известия Томского политехнического университета [Перейти]
Пермский государственный технический университет E-mail: atp@pstu.ru
Исследовано применение алгоритма автоматической классификации отдельных переменных технологического процесса во всем спектре их фактических значений методом динамических сгущений. Представлены результаты нечеткой классификации измерительной информации о значениях технологических параметров при априори заданном числе классов, с выделением координат центров классов и автоматическим построением функций принадлежности четких значений этих переменных к соответствующим классам на примере технологического процесса каталитического крекинга, свидетельствующие о целесообразности применения рассмотренного метода.
Ключевые слова:
Каталитический крекинг, технологический процесс, автоматическая классификация переменных, нечеткая логика, нечеткое управление.
Key words:
Catalytic cracking technological process, automatic classification process variable, fuzzy logic, fuzzy control.
Каталитический крекинг - процесс расщепления нефтяных фракций при высоких температурах (480...510 °С) в присутствии цеолитсодержащего катализатора. Процесс характеризуется большим количеством одновременно протекающих химических реакций крекинга, многочисленными перекрестными связями между сырьем, катализатором и воздухом, подаваемым на регенерацию, по тепловым и материальным потокам и рециркуляцией регенерируемого катализатора. В связи, с этим разработка адекватной математической модели реакторного блока и регенератора представляет собой сложную задачу. Так для описания процесса каталитического крекинга на промышленной установке 43-102/М предложено использовать «связанную» математическую модель реактора и регенератора [1].
При автоматизации управления процессом, протекающим в установке каталитического крекинга, могут быть использованы знания и опыт оперативного технологического персонала по управлению установкой. При формализации экспертных знаний, например с применением процедур логического вывода, появляется возможность автоматизации принятых решений по корректировке технологического режима.
Основная задача, которую решает оператор-технолог при управлении технологическим процессом, - это идентификация технологической ситуации, то есть сравнение текущего состояния режима установки с имевшими в его практике место прецедентами, отнесение состояния к одному из них с качественной оценкой степени принадлежности состояния к этому прецеденту и, с учетом результата сравнения, применение соответствующего управления.
Информация, полученная при интервьюировании экспертов - персонала установки каталитического крекинга, показывает, что изменение пара-
метров технологического режима функционирования реакторного блока вызывают две основные причины (рис. 1). Первая из них - изменение фракционного состава сырья на входе в реактор, ведущее к изменению количества кокса, откладывающегося на катализаторе. В результате изменяется температура катализатора после регенератора и, как следствие, температура катализатора на входе в реактор, что ведет к изменению параметров процесса крекинга. Вторая причина - изменение температуры окружающего воздуха, забираемого для осуществления процесса регенерации. При этом изменяется плотность воздуха и его массовый расход на входе регенератора, что вызывает изменение режима процесса регенерации.
Рис. 1. Взаимосвязь основных параметров процесса в реакторно-регенераторном блоке
Изменение температуры сырья на
входе и газопродуктовой смеси на выходе реактора - процессы
инерционные. Поэтому оператор, основываясь на
косвенных признаках - изменении значения давления газо-сырьевой смеси на входе в реактор и температуры газо-продуктовой смеси на выходе реактора, своевременно принимает решение по не-алгоритмизированным правилам об изменении температуры газо-сырьевой смеси перед реактором, стабилизирующем температуру газо-продук-товой смеси на выходе реактора.
Задачей управления процессом функционирования регенераторного блока является максимально возможное, в рамках ограничений на переменные состояния процесса и управляющие воздействия, удаление кокса при регенерации.
В настоящее время на действующей установке каталитического крекинга управление работой регенераторного блока осуществляется оператором-технологом практически вручную, путем коррекции уставок (заданий) следящих систем автоматической стабилизации технологических параметров: расхода технологического пара в реактор, общего расхода воздуха и расхода технологического пара в регенератор, расхода технологического пара и воздуха в дозатор для обеспечения циркуляции катализатора, а также дистанционного ручного управления положением задвижек на входе и выходе верхней и нижней зон регенератора. Поэтому автоматизация принятия решения по управлению процессом регенерации с целью максимально возможного удаления кокса с катализатора в регенераторе является актуальной задачей.
Регенератор и реактор установки расположены соосно: сверху реактор, внизу регенератор. Основными показателями, характеризующими работу регенераторного блока, являются температура дымовых газов на выходе аппарата и концентрация кислорода в дымовых газах. Регенератор имеет три зоны (рис. 2).
косвенных признаках - изменении значения давления газо-сырьевой смеси на входе в реактор и температуры газо-продуктовой смеси на выходе реактора, своевременно принимает решение по не-алгоритмизированным правилам об изменении температуры газо-сырьевой смеси перед реактором, стабилизирующем температуру газо-продук-товой смеси на выходе реактора.
Задачей управления процессом функционирования регенераторного блока является максимально возможное, в рамках ограничений на переменные состояния процесса и управляющие воздействия, удаление кокса при регенерации.
В настоящее время на действующей установке каталитического крекинга управление работой регенераторного блока осуществляется оператором-технологом практически вручную, путем коррекции уставок (заданий) следящих систем автоматической стабилизации технологических параметров: расхода технологического пара в реактор, общего расхода воздуха и расхода технологического пара в регенератор, расхода технологического пара и воздуха в дозатор для обеспечения циркуляции катализатора, а также дистанционного ручного управления положением задвижек на входе и выходе верхней и нижней зон регенератора. Поэтому автоматизация принятия решения по управлению процессом регенерации с целью максимально возможного удаления кокса с катализатора в регенераторе является актуальной задачей.
Регенератор и реактор установки расположены соосно: сверху реактор, внизу регенератор. Основными показателями, характеризующими работу регенераторного блока, являются температура дымовых газов на выходе аппарата и концентрация кислорода в дымовых газах. Регенератор имеет три зоны (рис. 2).
В нижнюю и верхнюю
зоны для выжигания кокса подается воздух. Процесс регенерации
катализатора в этих зонах протекает в кинетической и диффузионной
областях. После регенерации смесь
дымовых газов из нижней и верхней зон отводится по трубопроводам. Средняя зона служит для предотвращения контакта свежего воздуха с дымовыми газами, содержащими СО, и тем самым, окисления его до СО2 с выделением значительного количества тепла, что может привести к спеканию катализатора, а также к разрушению дымовых трубопроводов.
Общий расход воздуха на регенерацию стабилизируется автоматической системой. Для распределения воздуха между первой и третьей зонами на их входе и выходе предусмотрены задвижки с ручным дистанционным управлением. Управляя положением одной из задвижек, оператор, исходя из значений давлений на входе и выходе зон, осуществляет перераспределение расхода воздуха по зонам. При этом происходит изменение значений давлений в зонах, на которые накладываются следующие ограничения:
• давление на входе в нижнюю зону регенератора должно находиться в диапазоне (3Д5...3,23)-10-2 МПа. При большем давление возможно подвисание катализатора в нижней зоне, при меньшем -подвисание катализатора в трубопроводе между регенератором и дозером пневмотранспорта;
• перепад давления на средней зоне, между входом верхней и выходом нижней зоны должен поддерживаться около 1 ■ 10-3 МПа. При большем значении увеличивается расход дымовых газов в верхнюю зону, что снижает эффективность регенерации, при меньшем значении возможно попадание свежего воздуха в дымовые газы нижней зоны, что ведет к началу дожига СО в СО2, сопровождающегося резким повышением температуры газа.
Эти давления, а соответственно и расходы, регулируются операторами вручную при помощи четырех задвижек и изменением значения уставки регулятора общего расхода воздуха в регенератор. Изменение одного из параметров ведет к изменению всех остальных, что может привести к отклонению от регламентного режима работы установки, увеличению расхода дорогостоящего катализатора, меньшему выходу целевого продукта, т. е. к отрицательным экономическим последствиям.
При управлении оперативный персонал установки пользуется своим опытом эксплуатации реактора-регенератора. Так как значения температуры дымовых газов и некоторых зон катализатора в регенераторе могут изменяться с высокой скоростью (до 20 °С в минуту), то требуется своевременная и безошибочная реакция оператора. Поэтому в алгоритме управления реакторным блоком целесообразно использовать формализованный опыт работы персонала промышленной установки каталитического крекинга.
Проведенный с целью формализации экспертных знаний опрос технологического персонала позволил выявить основные параметры, по которым
можно оценивать ход технологического процесса, и параметры, целенаправленно изменяя которые, можно управлять процессом. Полученные экспертные оценки можно использовать для выделения нечетких множеств - лингвистических термов, выбора вида соответствующих им функций принадлежности и формулирования правил логического вывода нечеткой продукционной модели. Однако построенная на основании экспертных оценок модель в значительной степени носит отпечаток субъективности, так как в противоречивых «высказываниях» операторов-экспертов отражается их личностные характеристики (опыт работы, предпочтения и др.).
Поэтому для построения нечеткой продукционной модели рассматривается другой подход, основанный на использовании трендов контролируемых переменных технологического процесса в различных режимах работы установки, которые в совокупности создают объективный образ этих режимов, учитывающий, вероятно, даже и особенности ведения технологического процесса разными операторами-технологами. Подход основан на автоматической классификации отдельных переменных во всем спектре их фактических значений методом динамических сгущений [1] с алгоритмом нечеткой классификации при априори заданном числе классов, с выделением координат центров классов и автоматическим построением функций принадлежности четких значений этих переменных к соответствующим классам [2, 3]. Выбор числа классов по каждой переменной определяется количеством лингвистических термов, предполагаемых для использования в нечеткой продукционной модели.
Последовательность отнесения /-го наблюдения (ху каждого у-го) технологического параметра к /-му классу и определения координат классов (/=1,п ; /=1,к, где п - количество наблюдений, к -количество классов) состоит в следующем. Для нечеткой классификации технологических параметров х еХ установки каталитического крекинга используется алгоритм, приведенный в [3]. В начале обучения алгоритма, в пространстве технологических параметров, априори задаются координаты центров классов У?д=1,ш; И=1,к). По значениям параметров хуеХ(/=1,п; у=1,т;), ранжированных по возрастанию значений, рассчитываются значения их мер принадлежности *(х), (х=хуеХ; /= 1,п; у=1,т; £=1,к) к каждому из к классов:
при х * V ;
X (1/|| ху-VV ||2)
£ = 1, к; / = 1, п; у = 1, т,
где Уу={Уу',...,Ук} - вектор координат центров классов у-го технологического параметра.
При этом: если I = 1 и х ; < V/, то * (х) = 1;
если I * 1 и х у < V1, то * (х) = 0; если 1 < I < к и V?-1 < ху < ¥‘+1,
то *(х) =■
1/||ху -V ||2 ;
X (1/|| х- - V; ||2);
если 1 < I < к и ху < V¡ или V;+1 < ху, то * (х) = 0; если I = к и V; < х;, то * (х) = 1; если I * к и VУ < ху, то * (х) = 0.
По полученным значениям функций принадлежности уточняются значения координат центров классов
X (* (х))2 х; /=1_______________ X (* (х))2
£ = 1, к; у = 1, т
и с найденными значениями У‘ рассчитываются вновь значения Дункций принадлежности (/= 1,п; у=1,т; £=1,к) .
Процедура продолжается до выполнения условия
8 = тах{| *(х)- *{г^(х)|} < e,
V/ = 1, п; V; = 1, т; V £ = 1, к,
где 8 и е - текущая и заданная погрешности соответственно.
Рассмотрим результаты применения этого алгоритма для идентификации нечеткой моделью наблюдений основных показателей технологического процесса, протекающего в регенераторе катализатора установки каталитического крекинга, схема которого представлена на рис. 2.
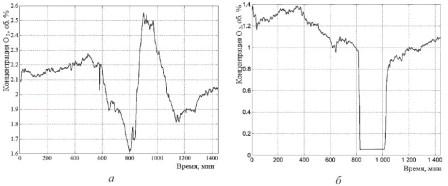
На рис. 3-5 приведены «исторические» данные об изменении значений технологических параметров, используемых при управлении процессом регенерации.
По этим данным были получены функции принадлежности к лингвистическим термам СНН -существенно ниже нормы; НН - ниже нормы; Н -норма; ВН - выше нормы; СВН - существенно выше нормы, каждой выходной переменной координаты технологического процесса (рис. 6-8).
Для каждой переменной было взято пять термов, что позволяет контролировать как незначительные, так и значительные отклонения от нормального режима функционирования и формировать в соответствии с алгоритмом пропорциональное управление положением задвижек на входе и выходе верхней и нижней зон регенератора. При увеличении количества термов, растет число логических правил, что увеличивает вероятность ошиб-
с=1
/=1
С=1
а б
дымовых газов из нижней и верхней зон отводится по трубопроводам. Средняя зона служит для предотвращения контакта свежего воздуха с дымовыми газами, содержащими СО, и тем самым, окисления его до СО2 с выделением значительного количества тепла, что может привести к спеканию катализатора, а также к разрушению дымовых трубопроводов.
Общий расход воздуха на регенерацию стабилизируется автоматической системой. Для распределения воздуха между первой и третьей зонами на их входе и выходе предусмотрены задвижки с ручным дистанционным управлением. Управляя положением одной из задвижек, оператор, исходя из значений давлений на входе и выходе зон, осуществляет перераспределение расхода воздуха по зонам. При этом происходит изменение значений давлений в зонах, на которые накладываются следующие ограничения:
• давление на входе в нижнюю зону регенератора должно находиться в диапазоне (3Д5...3,23)-10-2 МПа. При большем давление возможно подвисание катализатора в нижней зоне, при меньшем -подвисание катализатора в трубопроводе между регенератором и дозером пневмотранспорта;
• перепад давления на средней зоне, между входом верхней и выходом нижней зоны должен поддерживаться около 1 ■ 10-3 МПа. При большем значении увеличивается расход дымовых газов в верхнюю зону, что снижает эффективность регенерации, при меньшем значении возможно попадание свежего воздуха в дымовые газы нижней зоны, что ведет к началу дожига СО в СО2, сопровождающегося резким повышением температуры газа.
Эти давления, а соответственно и расходы, регулируются операторами вручную при помощи четырех задвижек и изменением значения уставки регулятора общего расхода воздуха в регенератор. Изменение одного из параметров ведет к изменению всех остальных, что может привести к отклонению от регламентного режима работы установки, увеличению расхода дорогостоящего катализатора, меньшему выходу целевого продукта, т. е. к отрицательным экономическим последствиям.
При управлении оперативный персонал установки пользуется своим опытом эксплуатации реактора-регенератора. Так как значения температуры дымовых газов и некоторых зон катализатора в регенераторе могут изменяться с высокой скоростью (до 20 °С в минуту), то требуется своевременная и безошибочная реакция оператора. Поэтому в алгоритме управления реакторным блоком целесообразно использовать формализованный опыт работы персонала промышленной установки каталитического крекинга.
Проведенный с целью формализации экспертных знаний опрос технологического персонала позволил выявить основные параметры, по которым
можно оценивать ход технологического процесса, и параметры, целенаправленно изменяя которые, можно управлять процессом. Полученные экспертные оценки можно использовать для выделения нечетких множеств - лингвистических термов, выбора вида соответствующих им функций принадлежности и формулирования правил логического вывода нечеткой продукционной модели. Однако построенная на основании экспертных оценок модель в значительной степени носит отпечаток субъективности, так как в противоречивых «высказываниях» операторов-экспертов отражается их личностные характеристики (опыт работы, предпочтения и др.).
Поэтому для построения нечеткой продукционной модели рассматривается другой подход, основанный на использовании трендов контролируемых переменных технологического процесса в различных режимах работы установки, которые в совокупности создают объективный образ этих режимов, учитывающий, вероятно, даже и особенности ведения технологического процесса разными операторами-технологами. Подход основан на автоматической классификации отдельных переменных во всем спектре их фактических значений методом динамических сгущений [1] с алгоритмом нечеткой классификации при априори заданном числе классов, с выделением координат центров классов и автоматическим построением функций принадлежности четких значений этих переменных к соответствующим классам [2, 3]. Выбор числа классов по каждой переменной определяется количеством лингвистических термов, предполагаемых для использования в нечеткой продукционной модели.
Последовательность отнесения /-го наблюдения (ху каждого у-го) технологического параметра к /-му классу и определения координат классов (/=1,п ; /=1,к, где п - количество наблюдений, к -количество классов) состоит в следующем. Для нечеткой классификации технологических параметров х еХ установки каталитического крекинга используется алгоритм, приведенный в [3]. В начале обучения алгоритма, в пространстве технологических параметров, априори задаются координаты центров классов У?д=1,ш; И=1,к). По значениям параметров хуеХ(/=1,п; у=1,т;), ранжированных по возрастанию значений, рассчитываются значения их мер принадлежности *(х), (х=хуеХ; /= 1,п; у=1,т; £=1,к) к каждому из к классов:
при х * V ;
X (1/|| ху-VV ||2)
£ = 1, к; / = 1, п; у = 1, т,
где Уу={Уу',...,Ук} - вектор координат центров классов у-го технологического параметра.
При этом: если I = 1 и х ; < V/, то * (х) = 1;
если I * 1 и х у < V1, то * (х) = 0; если 1 < I < к и V?-1 < ху < ¥‘+1,
то *(х) =■
1/||ху -V ||2 ;
X (1/|| х- - V; ||2);
если 1 < I < к и ху < V¡ или V;+1 < ху, то * (х) = 0; если I = к и V; < х;, то * (х) = 1; если I * к и VУ < ху, то * (х) = 0.
По полученным значениям функций принадлежности уточняются значения координат центров классов
X (* (х))2 х; /=1_______________ X (* (х))2
£ = 1, к; у = 1, т
и с найденными значениями У‘ рассчитываются вновь значения Дункций принадлежности (/= 1,п; у=1,т; £=1,к) .
Процедура продолжается до выполнения условия
8 = тах{| *(х)- *{г^(х)|} < e,
V/ = 1, п; V; = 1, т; V £ = 1, к,
где 8 и е - текущая и заданная погрешности соответственно.
Рассмотрим результаты применения этого алгоритма для идентификации нечеткой моделью наблюдений основных показателей технологического процесса, протекающего в регенераторе катализатора установки каталитического крекинга, схема которого представлена на рис. 2.
На рис. 3-5 приведены «исторические» данные об изменении значений технологических параметров, используемых при управлении процессом регенерации.
По этим данным были получены функции принадлежности к лингвистическим термам СНН -существенно ниже нормы; НН - ниже нормы; Н -норма; ВН - выше нормы; СВН - существенно выше нормы, каждой выходной переменной координаты технологического процесса (рис. 6-8).
Для каждой переменной было взято пять термов, что позволяет контролировать как незначительные, так и значительные отклонения от нормального режима функционирования и формировать в соответствии с алгоритмом пропорциональное управление положением задвижек на входе и выходе верхней и нижней зон регенератора. При увеличении количества термов, растет число логических правил, что увеличивает вероятность ошиб-
с=1
/=1
С=1
а б
Рис. 3.
Изменение концентрации кислорода в дымовых газах Р-2 за сутки для: а)
верхней; б) нижней зоны
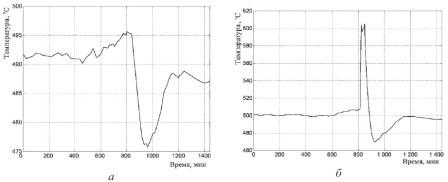
Рис. 4. Изменение температуры дымовых газов Р-2 за сутки для: а) верхней; б) нижней зоны

Рис. 5. Изменение температуры катализатора за сутки: а) на входе в Р-2; б) в нижней зоне принятия решения по управлению.
Это может привести к снижению качества управления по алгоритму, использующему результаты идентификации объекта рассматриваемым методом. Для дру-
гих переменных, таких как концентрация СО и С02 на выходе дымовых газов, можно использовать три терма, когда достаточна только качественная, а не количественная оценка изменения.
Концентрация 02, об. %
Концентрация 02, об. %

Рис. 6. Функции принадлежности *(х) для концентрации кислорода в дымовых газах Р-2 после: а) верхней; б) нижней зоны
Температура дымовых газов, °С Температура дымовых газов, °С
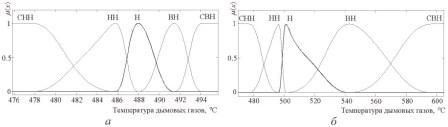
Рис. 7. Функции принадлежности *(х) для температуры дымовых газов на выходе Р-2 после: а) верхней; б) нижней зоны
Температура катализатора, °С
Рис. 8. Функции принадлежности *(х) для температуры катализатора в Р-2: а) на входе; б) в нижней зоне
Рис. 4. Изменение температуры дымовых газов Р-2 за сутки для: а) верхней; б) нижней зоны
Рис. 5. Изменение температуры катализатора за сутки: а) на входе в Р-2; б) в нижней зоне принятия решения по управлению.
Это может привести к снижению качества управления по алгоритму, использующему результаты идентификации объекта рассматриваемым методом. Для дру-
гих переменных, таких как концентрация СО и С02 на выходе дымовых газов, можно использовать три терма, когда достаточна только качественная, а не количественная оценка изменения.
Концентрация 02, об. %
Концентрация 02, об. %
Рис. 6. Функции принадлежности *(х) для концентрации кислорода в дымовых газах Р-2 после: а) верхней; б) нижней зоны
Температура дымовых газов, °С Температура дымовых газов, °С
Рис. 7. Функции принадлежности *(х) для температуры дымовых газов на выходе Р-2 после: а) верхней; б) нижней зоны
Температура катализатора, °С
Рис. 8. Функции принадлежности *(х) для температуры катализатора в Р-2: а) на входе; б) в нижней зоне
Результаты работы рассмотренного
алгоритма свидетельствуют о возможности его применения для формализации
данных и использования при синтезе алгоритма управления реакторным
блоком, например на основе нечеткой продукционной модели. При такой
формализации данных целесообразно выбирать количество классов из ряда
нечетных натуральных чисел, начиная с трех, т. к. центральный класс
соответствует нормальному режиму функционирования технологического процесса, а соседние классы соответствуют отклонению от него. Чем больше классов, тем точнее можно реагировать (управлять) на изменение параметров технологического процесса. Однако это приводит к увеличению логических продукционных правил в алгоритме управления, что снижает его надежность при реализации.
СПИСОК ЛИТЕРАТУРЫ
1. Дидэ Э. Методы анализа данных: подход, основанный на методе динамических сгущений. - М.: Финансы и статистика. 1985.- 358 с.
2. Шумихин А.Г., Черепанов А.И., Дорохов И.Н., Сидорова Г.А., Звягин В.П. Размытый обучающийся алгоритм классификации, распознавания и прогнозирования аномальных техноло-
гических ситуаций // Теоретические основы химической технологии. - 1988. - Т. 22. - № 6. - С. 810-815.
3. Шумихин А.Г. Автоматизированное управление химико-технологическими процессами в условиях нестационарности: дис. ... д.т.н. - Пермь, 1998. - Кн. 1. - 340 с.
соответствует нормальному режиму функционирования технологического процесса, а соседние классы соответствуют отклонению от него. Чем больше классов, тем точнее можно реагировать (управлять) на изменение параметров технологического процесса. Однако это приводит к увеличению логических продукционных правил в алгоритме управления, что снижает его надежность при реализации.
СПИСОК ЛИТЕРАТУРЫ
1. Дидэ Э. Методы анализа данных: подход, основанный на методе динамических сгущений. - М.: Финансы и статистика. 1985.- 358 с.
2. Шумихин А.Г., Черепанов А.И., Дорохов И.Н., Сидорова Г.А., Звягин В.П. Размытый обучающийся алгоритм классификации, распознавания и прогнозирования аномальных техноло-
гических ситуаций // Теоретические основы химической технологии. - 1988. - Т. 22. - № 6. - С. 810-815.
3. Шумихин А.Г. Автоматизированное управление химико-технологическими процессами в условиях нестационарности: дис. ... д.т.н. - Пермь, 1998. - Кн. 1. - 340 с.