
Реферат за темою випускної роботи
Зміст
- Вступ
- 1. Актуальність теми
- 2. Мета і завдання дослідження
- 3.Матеріали і методика дослідження
- 4.Результати дослідження
- Висновки
- Перелік посилань
Вступ
Після малої амплітуди (0,01-0,05) циклічної деформації у металів спостерігається зниження межі текучості і підвищення пластичності[ 4 ]. Таке явище використовується в деяких виробництвах як, наприклад, в волочильному виробництві. Після волочіння замість нормалізуючого відпалу застосовують рихтування дроту з малою амплітудою циклічної деформації (0,01-0,05). Це роблять для часткового зняття внутрішніх напружень і підвищення пластичності дроту[8].
У даній же роботі досліджується, як зміняться властивості міді марки М3, якщо її піддати циклічній деформації з великою амплітудою (≥0,5), під високим тиском (Р ≥σs) та еквівалентної деформацією більше 5. Мідь піддавали гвинтової екструзії (4 проходу) потім її розрізали на зразки, які випробовували на розтяг, стиск, кручення і порівнювали, як зміняться властивості цієї міді в порівнянні з відпаленою міддю, яку теж випробовували на вище перераховані випробування.
1. Актуальність теми
Застосування циклічної деформації з малою амплітудою(0,01-0,05) сприяє підвищенню пластичності металів в технології виробництва різних виробів. Це може використовуватися як спосіб підвищення ресурсу пластичності міді в процесі виробництва, тим самим підвищуючи як якість виробів так і знижуючи витрати на виробництво. Також зміна властивостей міді після циклічної деформації з великою амплітудою (≥ 0,5), під високим тиском (Р≥σs) та еквівалентної деформацією більше 5, майже не досліджувалася. Це є великою областю для досліджень.
2. Мета і завдання дослідження
Метою даної роботи було - дослідження впливу циклічної деформації на механічні властивості міді. Також в ході роботи була поставлена і вирішена наступна задача: виявлення закономірностей впливу циклічної деформації на мідь із заданими властивостями.
3.Матеріали і методика дослідження
В якості досліджуваного матеріалу обрана мідь марки М3. Цей матеріал добре вивчений і є велика кількість літературних даних з дослідження властивостей міді після різних обробок тиском. Вихідний гарячекатаний пруток діаметром 50мм, з метою економії матеріалу, піддавався куванню до перетину 19х29мм. Отриманий матеріал розрізався на мірні довжини і доводився до необхідного перетину 18х28 мм. Далі матеріал піддавався термічній обробці в печі при t = 550° С протягом 1 години, для зняття залишкових напруг. На наступному етапі один з відпалених зразків міді М3 розрізався на три мірні довжини, один з яких надалі піддавався випробуванню на розтягування, а другий на кручення і третій на стиск. Другий відпалений зразок міді піддавався деформації методом гвинтової екструзії [ 1 ]. З деформованих зразків гвинтовий екструзією виготовили зразки для випробувань на крутіння, стиск і розтяг відповідно до ГОСТ 3565-80 "Метали. Метод випробування на крутіння "[ 5 ], ГОСТ 8817-82" Метали. Метод випробування на осідання "[ 6 ] і ГОСТ1497-84" Методи досліджень на розтягування "[ 7 ]. З однієї заготовки, обробленої методом Гв.Є., отримували три зразки - на кручення, стиск і розтяг. Під час механічної обробки і електроіскрового різання не допускали нагрів зразків вище 100°С. Дослідження проводилися при кімнатній температурі на спеціальному обладнанні. Деформація крутінням виконувалася на експериментальному комплексі, розробленому в ДонФТІ НАНУ в 2010 році [ 2 ]. Вимірювання виконується відповідно до ГОСТ 3565-80. Кручення проводилося до руйнування зразків. За отриманими даними будували залежність σu = σ(ε) Вид зразка представлений на рисунку 1.

Випробування на розтяг проводилося, на універсальній гідравлічній випробувальній машині марки МУП-50, максимальним зусиллям 50 kN. Деформували зразки до руйнування. За отриманими даними будували залежність σu = σ(ε) Випробування на стиск проводили на Instron 5569 зусиллям 40kN. Для виключення перекосів зразка при стисненні його поміщали в спеціальну оснастку. При осаді для зменшення впливу тертя була використана мідна фольга 15х15х0, 1 мм, покрита графіто-олійною мастилом, яка містилася на торці зразків, так щоб мастило знаходилася між випробуваним зразком і фольгою. У ході пластичної деформації зразка, графітова мастило і мідна підкладка дозволяють практично вільно осаджувати матеріал, запобігаючи появі бочки. Висота зразків на стиск становила 12 мм, діаметр - 8 мм. Зразки по закінченню випробування не зруйнувалися.
4.Результати дослідження
На рисунку 2 представлені результати випробувань на крутіння.
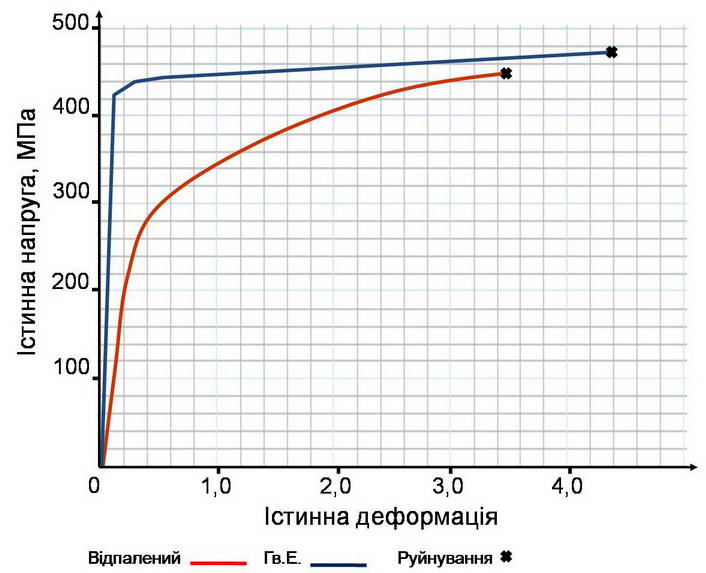
З графіка видно, що матеріал, підданий попередньо гвинтової екструзії має більший межа плинності, ніж відпаленого зразок міді і руйнується вже при більшій величині істинної деформації. Далі буде видно, що зразок схильний гвинтової екструзії має більшу величину пластичності.
На рисунку 3 представлені результати випробувань на стиск.
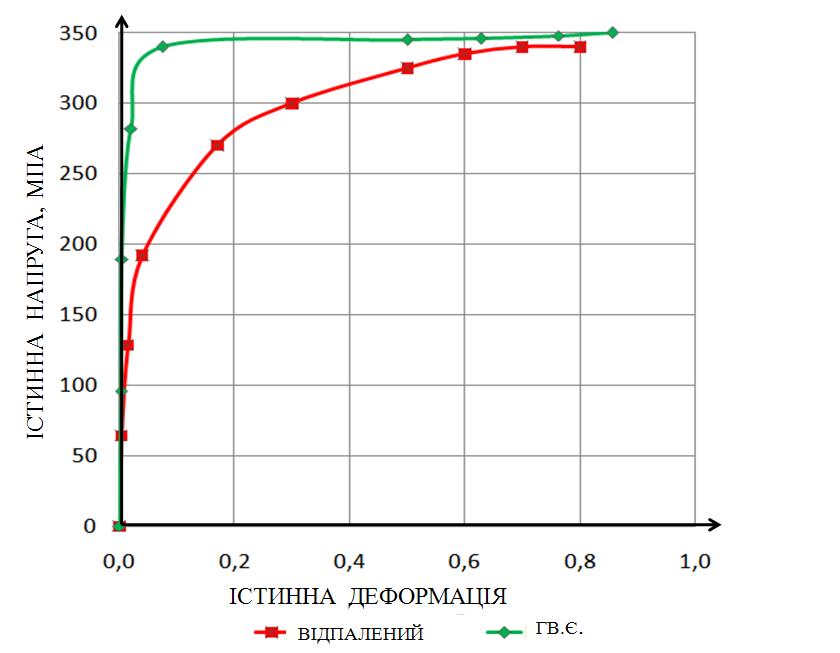
Зразки показують подібне ж поведінку як при випробуванні на кручення. Слід зазначити, що при стисненні зразки не руйнувалися.
Далі на рисунку 4 представлені результати випробувань на розтяг.
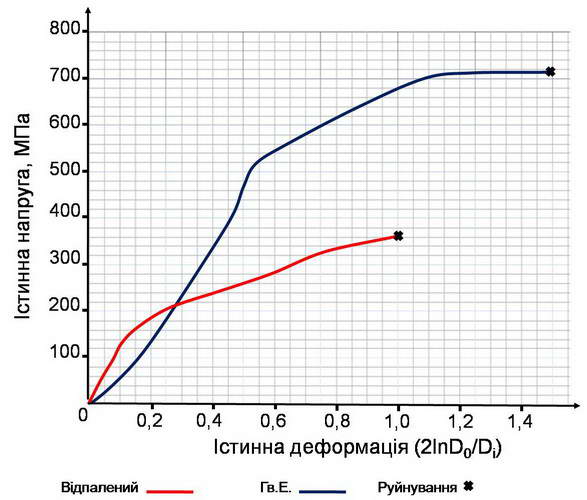
При розтягуванні зразки поводяться аналогічно як зразки при випробуваннях на кручення і стиснення, тобто зразок відпаленої міді має меншу межу текучості і руйнується при більшій величині істинної деформації. Так само нижче буде показано, що зразок схильний гвинтової екструзії має пластичність вище по відношенню відпаленого зразка міді.
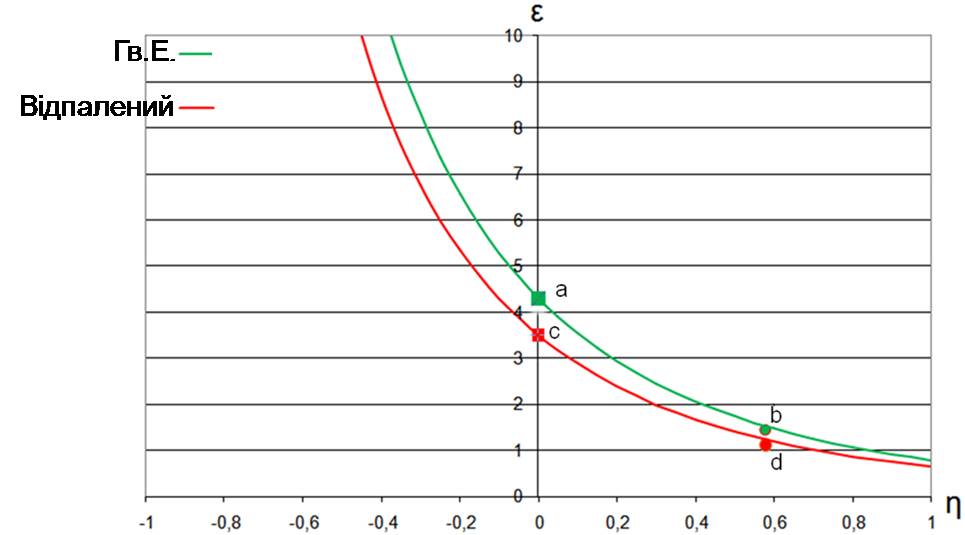
Для аналізу пластичності досліджених зразків міді марки М3 були побудовані діаграми граничної пластичності. Матеріали не руйнувалися при стисненні - це нам дало можливість, використовувати співвідношення з роботи Г.Д. Діля [ 3 ]:

де ε p - гранична пластичність; η - показник жорсткості напруженого стану.
У таблиці 1 наведені експериментально визначені значення граничної пластичності при розтягуванні і крученні для відпалений міді, і для міді, підданої гвинтової екструзії.
| Випробування | εp, Гв.Є. | εp, Відпалений |
| Розтяг | 1,5 | 1 |
| Кручення | 4,4 | 3,5 |
На рисунку 5 показані діаграми граничної пластичності, побудовані за формулою (1). На них же відзначені точками експериментальні значення граничної пластичності, як для відпалений міді, так і для міді схильною гвинтової екструзії як при розтягуванні, так і при крученні. Точки точно укладаються на ці діаграми граничної пластичності - це свідчить про адекватність співвідношення (1). Діаграми показують, що пластичність міді підданої великій амплітуді циклічної деформації (≥ 0,5) і під високим тиском (Р≥σ s ) вище, ніж у відпаленої міді в усьому вивченому діапазоні показників жорсткості напруженого стану .
Висновки
1. Циклічна деформація з малою амплітудою (0,01-0,05) знижує межу текучтості і підвищує пластичність.
2. Циклічна деформація з великою амплітудою ( ≥ 0,5) під високим тиском (Р≥σs) і еквівалентною істинною деформацією більше 5 призводить до збільшення пластичності і межі текучості.
Перелік посилань
- Бейгельзимер Я. Е. Винтовая экструзия – процесс накопления деформации / Бейгельзимер Я. Е., Варюхин В. Н., Орлов Д. В. – Донецк : Фирма ТЕАН, 2003. – 87 с
- Валиев Р. З. Наноструктурные материалы, полученные методом интенсивной пластической деформации / Р. З. Валив, И. В. Александров. – М. : Логос, 2000. –272 c.
- Дель Г.Д. Технологическая механика. – М.: Машиностроение, 1978.-174с..
- Целиков, А.И. Машины и агрегаты металлургических заводов: в 3 т. / А.И.Целиков. – М.: Металлургия, 1981. Том3: Машины и агрегаты для производства и отделки проката. – 576с.
- ГОСТ 3565-80 “Металлы. Метод испытания на кручение”.
- ГОСТ 8817-82 “Металлы. Метод испытания на осадку ”.
- ГОСТ1497-84 “Методы исследований на растяжение”.
- Оборудование для обработки труб, профилей, проволоки. Правильно-рихтовочное оборудование.[Электронный ресукрс]- Режим доступу: http://stanko-lid.ru/...