ЭФФЕКТИВНОСТЬ
РАСПРЕДЕЛЕНИЯ
ОБЖАТИЙ ПО
ПРОХОДАМ ПРИ
РЕДУЦИРОВАНИИ
СЛЯБОВ В
УНИВЕРСАЛЬНОЙ
РЕВЕРСИВНОЙ
КЛЕТИ
Герасименко
С.О. (гр.
ОМД-
Донецкий
национальный
технический
университет
Редуцирование
слябов на 200-300мм
в первых черновых
клетях
широкополосного
стана получила
широкое
распространение
в мировой практике,
так как
позволяет
весь
сортамент широких
полос по
ширине
получать из непрерывно
литых слябов
нескольких
размеров по
ширине и
сократить
число
кристаллизаторов
при их
отливке. На
металлургических
предприятиях
Украины
горячекатаные
широкие
полосы
производят
по
устаревшей схеме
«слиток –обжимной
стан
(слябинг) -
широкополосный
стан».
Переход на
современную
схему
производства
широких
полос
«машина
непрерывной разливки
заготовок –
широкополосный
стан с
редуцирующей
черновой
клетью»
позволит
значительно
снизить
энергетические
и материальные
затраты. В
этой связи
внедрение
технологии
редуцирования
требует решения
актуальной задачи
по
деформационным
режимам
редуцирования
слябов.
Технология
редуцирования
слябов в
универсальной
черновой
клети
может включать
одно-трехразовые
последовательные
обжатия в
вертикальных
валках (ВВ)
в реверсивных
проходах с
проглаживанием
широких граней
в
горизонтальных
валках (ГВ) до
исходной
толщины
после
первого и
третьего
проходов. На
рисунке
показана схема
обжатий
сляба по трем
реверсивным
проходам в ВВ
и ГВ
универсальной
клети.
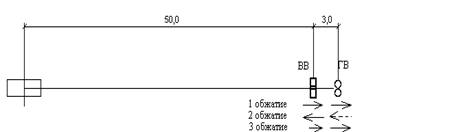
→ проходы с рабочим обжатием; ---à холостой проход; 50,0-расстояние от печи; 3,0 – расстояние между ВВ и ГВ
Рисунок –Схема
обжатий в ВВ
и ГВ
универсальной
черновой
клети
От
характера
распределения
обжатий в ВВ
по проходам
во многом
зависит
эффективность
процесса
редуцирования.
В качестве
критериев
рационального
распределения
обжатий
выбрали:
суммарные (за
три прохода)
значения
величин:
коэффициента
эффективности
уменьшения
ширины
ηсум,
расхода
металла в
концевую обрезь
Мо, расход
энергии Рэ.
* Руководитель – д.т.н., профессор кафедры обработки металлов давлением Руденко Е.А.
Исследование
выполнили
методом
математического
моделирования
с
использованием
пакета
программ
«Универсал»,
разработанного
в Дониксе
и ДонНТУ.
Моделировали
редуцирование
слябов
толщиной
Таблица -Эффективность
режимов
редуцирования
|
Вс, мм |
№
реж. |
№ прох. |
∆Вв, мм |
∆Н, мм |
Вв, мм |
Вг, мм |
δВвг мм |
δВсум мм |
η |
ηсум |
Мо, кг |
Рэ Квтч/т |
|
1216 |
I |
1 |
50 |
14 |
1166 |
1181 |
15 |
|
0,7 |
|
|
|
|
2 |
75 |
- |
1106 |
|
|
|
|
|
|
|
||
|
3 |
100 |
41 |
1006 |
1045 |
39 |
171 |
0,78 |
0,76 |
138 |
1,8 |
||
|
II |
1 |
100 |
26 |
1116 |
1146 |
30 |
|
0,7 |
|
|
|
|
|
2 |
75 |
- |
1071 |
|
|
|
|
|
|
|
||
|
3 |
50 |
29 |
1021 |
1053 |
32 |
163 |
0,75 |
0,73 |
657 |
1,8 |
||
|
III |
1 |
75 |
20 |
1141 |
1164 |
23 |
|
0,69 |
|
|
|
|
|
2 |
75 |
- |
1089 |
|
|
|
|
|
|
|
||
|
3 |
75 |
35 |
1014 |
1049 |
35 |
167 |
0,77 |
0,74 |
423 |
1,8 |
||
|
1824 |
I |
1 |
50 |
11 |
1774 |
1791 |
17 |
|
0,66 |
|
|
|
|
2 |
75 |
- |
1716 |
|
|
|
|
|
|
|
||
|
3 |
100 |
26 |
1616 |
1657 |
41 |
167 |
0,77 |
0,74 |
677 |
1,3 |
||
|
II |
1 |
100 |
18 |
1724 |
1757 |
33 |
|
0,67 |
|
|
|
|
|
2 |
75 |
- |
1682 |
|
|
|
|
|
|
|
||
|
3 |
50 |
19 |
1632 |
1666 |
34 |
158 |
0,73 |
0,7 |
1419 |
1,4 |
||
|
III |
1 |
75 |
14 |
1749 |
1774 |
25 |
|
0,67 |
|
|
|
|
|
2 |
75 |
- |
1699 |
|
|
|
|
|
|
|
||
|
3 |
75 |
22 |
1624 |
1662 |
38 |
162 |
0,75 |
0,72 |
1118 |
1,4 |
Из
таблицы
видно, что
эффективность
уменьшения
ширины в первом
проходе( η = δВвг/∆Вв)
при
редуцировании
узких слябов выше, чем
широких, но
не зависит
от величины
обжатия
(номера режима).
Эфективность
за два последних
прохода
и за три прохода
(ηсум =δВсум/∆Вв
сум)
выше в
режиме
I с
увеличивающими
обжатиями и
при редуцировании
узких слябов
выше, чем
широких. Величина
концевой обрези
также
минимальная
в режиме с
увеличивающимися
обжатиями по
проходам и
значительно
ниже (в
два-четыре
раза) при
редуцировании
узких слябов.
Меньшая
величина
расхода энергии
при
редуцировании
широких
слябов обусловлена
большей их
массой.