Двухленточные крутонаклонные конвейеры
Автор: Котилевский Александр Владимирович
Источник: Журнал научных публикаций аспирантов и докторантов
Автор: Котилевский Александр Владимирович
Источник: Журнал научных публикаций аспирантов и докторантов
Предложен новая конструкция ленточного конвейера, определены параметры и характеристики.
A new design of the conveyor belt, the parameters and characteristics.
Двухленточные крутонаклонные конвейеры
Котилевский
Александр Владимирович,
аспирант Санкт-Петербургского
государственного горного института им. Г. В. Плеханова.
Увеличение
угла наклона ленточного конвейера обычной конструкции может быть достигнуто
при помощи второй ленты, которая проходя параллельно несущей ветви рабочей
ленты, создает необходимое давление на груз, увеличивая его сцепление с лентой.
Существуют
самые различные конструкции таких конвейеров. В зависимости от устройства лент
и прижимных приспособлений эти конвейеры способны транспортировать грузы с
одного уровня на другой с большим углом наклона.
К
достоинствам двухленточных конвейеров следует отнести возможность транспортирования
материала под углом до 90°, высокую скорость движения, достигающую 6 м/с,
независимость производительности от угла наклона и возможность герметичного
транспортирования насыпных грузов, что имеет особое значение при перемещении
пылящих и ядовитых материалов.
Недостатками
двухленточных конвейеров являются их значительная конструктивная сложность, повышенный
износ лент, большой расход энергии. [Александров М.П.].
Несмотря
на отмеченные недостатки, проявляется большой интерес, как к практическому
применению, так и к созданию новых конструкций двухленточных конвейеров.
Искусственное
увеличение нормального давления груза на рабочее полотно достигается применением
прижимных элементов. В качестве прижимных элементов может быть использована
либо специальная лента, собранная из кольцевых цепей, либо обычная
прорезиненная, прижимаемая батареями подвижно укрепленных пневматических роликов,
расположенных на некотором расстоянии друг от друга, а также с помощью пневматических
и магнитных устройств. Первый тип прижимных лент более приемлем для грузов,
включающих крупные куски, а второй — для однородных мелкокусковых грузов, ложащихся
на ленту относительно ровным слоем.
Увеличение
угла наклона ленточного конвейера обычной конструкции может быть достигнуто при
помощи прижимной цепной ленты (сетки) (рис. 1, а), провисающая нижняя ветвь которой ложится на грузовую
ветвь основного конвейера, предотвращая соскальзывание транспортируемого
материала при углах подъема до 60°. Прижимная сетка приводится в движение
вспомогательным конвейером и имеет такую же скорость, как основная лента. Одна из
установок этого типа успешно эксплуатируется на открытых угольных разработках
для транспортирования угля и породы. Угол наклона конвейера 36°, высота подъема
Принцип,
положенный в основу устройства конвейера описанной конструкции, был предварительно
проверен на опытной установке с углом наклона до 60˚.
Кроме
цепных лент известны конструкции тяжелых прижимных лент, состоящих из
прорезиненных конвейерных лент с укрепленными на их внутренней стороне цепями
или утяжеляющими рейками, расположенными в поперечном направлении. В
конвейерах, выпускаемых фирмами «Крупп» (Германия) и «Биртлей» (США) вместо
цепной сетки применяется прижимная прорезиненная лента (рис.1, б). Над основным конвейером
установлен дополнительный конвейер, нижняя ветвь ленты которого прижимается к
транспортируемому грузу посредством резиновых пневматических шин. Каждая
прижимная шина имеет шарнирный рычаг и ось вращения и может устанавливаться
самостоятельно в зависимости от расположения слоя груза на ленте. Шарнирные
рычаги с шинами прижимаются посредством индивидуальных пружин. Прижимная лента
имеет самостоятельный привод и движется с такой же скоростью, как и основная.
Достоинством этой конструкции является меньшая, чем в случае применения цепной ленты,
масса ходовой части конвейера. В Германии
предложена конструкция наклонного двухленточного конвейера, предназначенного для работы в качестве
отвалообразователя в роторном экскаваторе. Грузонесущая лента на рабочей ветви
движется по желобчатым трехроликовым опорам, а на xoлостой — по прямым роликоопорам. Транспортируемый насыпной груз,
лежащий на ленте, удерживается от ссыпания с помощью покрывающей ленты, прижимаемой
к основной ленте прижимными роликами. Вращающиеся ролики укреплены на концах качающихся
рычагов, которые в свою очередь с помощью шарнира соединены с коромыслом. К
верхнему концу коромысла шарнирно прикреплен цилиндр гидравлического прижимного
устройства, а шток поршня, движущегося в цилиндре с помощью шарнира соединен с
рычагом. К верхнему и нижнему концам цилиндра присоединены трубопроводы,
подключенные к насосной
установке. При
попадании на нижнюю ленту негабаритных кусков транспортируемого материала,
прижимной ролик, вместе с рычагом, поднимается вверх. При этом прижимное усилие
роликов остается практически неизменным, что выгодно отличает данное прижимное
устройство от прижимных устройств с использованием пружин. Масса
Существенным
недостатком наклонных конвейеров с тяжелыми прижимными лентами является
возможность бокового схода прижимной ленты с роликоопор холостой ветви. Это
объясняется тем, что тяжелая прижимая лента не имеет предварительного натяжения,
так как она должна иметь на рабочей ветви слабину для лучшего облегания транспортируемого
материала. Болгаро-венгерское
объединение «Интрансмаш» выпускает стационарные и передвижные конвейеры с
прижимной лентой (табл.
1), предназначенные для транспортирования песка,
щебня, угля, зерна и других насыпных грузов с крупностью, кусков до У
конвейеров с прижимной лентой возможность крутонаклонного и вертикального
транспортирования насыпных грузов достигается за счет увеличения сил трения
между лентами и транспортируемым материалом путем повышения нормального давления
между ними. [Пертен Ю.А.]. Таблица 1. Технические характеристики двухленточных
конвейеров. Характеристика КД-1 КД-2 КД-3 КД-4 Ширина ленты, мм 500 650 800 1000 Высота транспортирования, м 2,5-25 2,5-25 5-40 5-40 Длина горизонтальных участков, м 3-50 3-50 3-50 3-50 Максимальный размер кусков транспортируемого материала, мм 50 65 80 100 Производительность, м3/ч 15-30 20-40 60-120 100-200 Скорость ленты, м/с 1,5-3,0 1,5-3,0 1,5-3,0 1,5-3,0 Конструктивные
схемы конвейеров с прижимной лентой базируются на использовании способов
увеличения нормального давления за счет массы покровной (прижимной) ленты,
принудительных внешних сил в виде подпружиненных роликоопор, эластичных
баллонов со сжатым воздухом, магнитных сил при транспортировании как ферромагнитных,
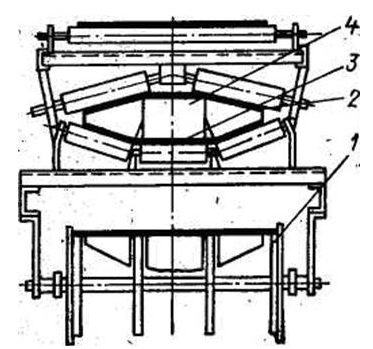
так и не ферромагнитных материалов. Удержание
груза на конвейере (рис. 2) осуществляется комбинированным способом: прижатием
груза верхней лентой и созданием подпора с помощью перегородок, расположенных
на нижней ленте. Грузонесущая лента 3 конвейера имеет желобчатую форму и
снабжена перегородками 4, которые совместно с покрывающей лентой 2 образуют
ряд отсеков для транспортирования насыпного груза. Прижатие верхней ленты
осуществляется с помощью роликов, верхние концы их осей шарнирно соединены
между собой, а нижние концы с помощью тяг и пружин оттягиваются вниз.
Рис. 2. Конвейер
с прижимной лентой и перегородкой. На
холостой ветви нижняя лента движется по специальным трехдисковым роликоопорам
1, а верхняя — по обычным плоским роликоопорам. [Пертен Ю.А.]. Представляет
интерес конструкция двухленточного конвейера, в котором прижатие лент друг к другу
осуществляется с помощью пневматических шин, расположенных в шахматном порядке,
причем эти шины одновременно являются и приводными элементами конвейеров. В России
и за рубежом применяются несколько разновидностей конструкций конвейеров с
прижимными лентами, имеющими на рабочей поверхности укрепленный (привулканизированный)
слой легко сжимаемого материала (губки, пенопласта и т. п.). Этот слой для
большей эластичности и лучшего фиксирования транспортируемого груза может иметь
выступы и впадины в виде «вафли». Дальнейшим развитием конструктивной схемы
конвейера со специальными прижимными лентами является применение слоя пенистого
материала, имеющего в центральной части пустоты (рис. 3), которые при
транспортировании насыпного или штучного груза при больших углах наклона или
вертикально, легче поддаются сжатию, чем крайние зоны ленты. Благодаря этому
повышается поперечная емкость и производительность конвейера, а также создается
герметичность транспортирования. [Пертен Ю.А.].
Рис. 3.
Двухленточный конвейер с поролоновыми обкладками. Для
продления срока службы лент следует облицовку ее покрывать защитным слоем
упругого материала — оболочкой. Одним из вариантов облицовки ленты может быть
пенистый полиуретан с горбовидными выступами. При использовании такого
материала ячеистая облицовка может быть от 20 до Для транспортирования штучных грузов известно
применение конвейеров, состоящих из двух параллельно движущихся плоских лент,
рабочие поверхности которых покрыты толстым слоем губчатого материала
(поропласт, губчатая резина и т. д) Тран-спортируемые штучные грузы, попадая
между лентами, утапливаются в губчатом материале и за счет этого могут
перемещаться под любым углом наклона, вплоть до, вертикального При крутонаклонном и вертикальном транспортировании
двухленточными конвейерами штучных грузов неправильной формы, а также хрупких и
сложной конфигурации рекомендуется применять пенопластовые и гибкие прижимные
ленты с соединительными в виде упругих сквозных поперечных траверс. Для уменьшения напряжения в ленте при огибании
барабанов рекомендуется несущую основу размещать в зоне нейтрального волокна
пенопластовой ленты. В некоторых двухленточных конвейерах пенопластовые
ленты получают движение с внутренней стороны, дополнительными приводными лентами
за счет сил трения. Крутонаклонные и вертикальные двухленточные
конвейеры, оснащенные поролоновыми обкладками, широко применяют при
транспортировании хрупких малогабаритных грузов (изделия из стекла, хрусталя и
т. п.). С целью удобства монтажа конвейеров при различной
высоте подъема иногда поролон укрепляют к тяговому элементу (ленте или цепи)
отдельными секциями небольшой длины, равной например, шагу цепи. Обязательным условием нормальной работы двухленточных
конвейеров является полное равенство скоростей движения нижней и верхней лент,
что приводит иногда к конструктивному усложнению привода. Применение магнитного
прижатия лент позволяет отказаться от применения устройств синхронизирующих
скорость лент и упростить конструкцию конвейера. В этом случае лента снабжается продольными
планками, в верхней части которых закреплены постоянные магниты. Между планками
расположены поперечные перегородки, которые удерживают груз на ленте при наклонном
транспортировании. В верхнюю ленту, по всей ее длине, завулканизированы стальные
канаты. При наложении лент друг на друга магниты притягивают канаты и, таким
образом, прочно удерживают прижимную ленту. Движение верхней ленты
осуществляется вместе с нижней за счет притяжений к ней. Отделение верхней
ленты от нижней происходит при помощи поворотного барабана. Известны крутонаклонные конвейеры, состоящие из обычного ленточного
конвейера и канатов с прямоугольным или круглым сечением, движущимися синхронно
с лентой. Канаты имеют свои приводные и натяжные шкивы, расположенные за
барабанами основного конвейера. При транспортировании насыпного груза канаты
пронизывают его и за счет трения и прижатия препятствуют сползанию груза по
ленте. Ролики холостой ветви имеют специальную форму, обеспечивающую
поддержание ленты и канатов. Существенным недостатком
конвейеров с прижимной лентой является невозможность вертикального
транспортирования грузов, а к недостаткам двухленточных конвейеров – невысокая
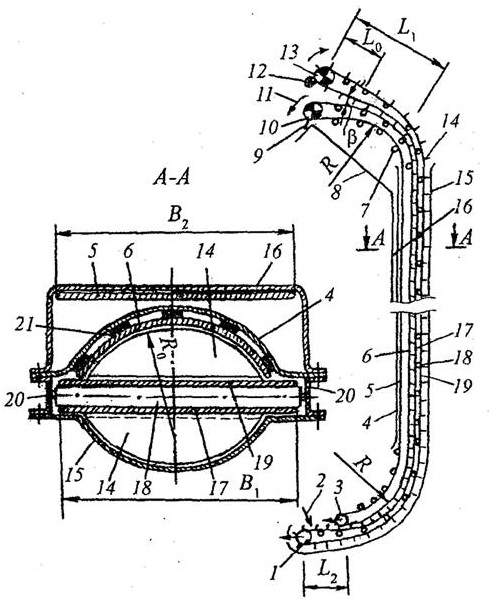
производительность. На рис. 4 представлена новая
конструкция вертикального ленточного конвейера, содержащая: 1, 3 – натяжные
барабаны; 2, 11 – загрузочное и разгрузочное устройства, 4 – направляющая для
нерабочей ветви 5 ленты второго контура; 6 – рабочая ветвь второго контура; 7,
18 – роликоопоры для лент второго и первого контуров; 8 – желоб для сбора
просыпи транспортируемого груза с ленты второго контура; 9, 12 – очистители
лент; 10, 13 – приводные барабаны; 14 – полки; 15, 16 – кожухи для лент первого
и второго контуров; 17, 19 – грузонесущая и нерабочая ветви ленты первого
контура; 20 – несущая рама конвейера; 21 – пластины из антифрикционного
материала.
Рис. 4. Вертикальный ленточный конвейер. По сравнению с известными
конструкциями крутонаклонных конвейеров с прижимной лентой предлагаемая
конструкция вертикального конвейера позволяет устранить следующие недостатки:
сложность конструкции прижимного устройства, возможность повреждения прижимной
и грузонесущей лент при вертикальном их размещении из-за необходимости
обеспечивать достаточно большое усилие нажатия прижимных роликов для удержания
сыпучего груза между прижимной и грузонесущей лентами; износ подпружиненных
прижимных роликов, снижающий надежность работы конвейера и долговечность его
оборудования; наличие просыпи транспортируемого груза, вызывающей необходимость
оснащать конвейер средствами механизированной уборки просыпи или уборки ее
вручную, что увеличивает трудоемкость работ при эксплуатации конвейера. [Ю.Д.
Тарасов, М.А. Уварова]. Литература 1. Пертен Ю.А. Крутонаклонные
конвейеры. Л., «Машиностроение» (Ленинградское отделение), 1977. 216 с. 2. Александров М.П.
Подъемно-транспортные машины. М., «Машиностроение», 1974. 503 с. 3. Заявка № 2006113200/11
(РФ). Стенд для исследования параметров вертикального ленточного конвейера /
Ю.Д. Тарасов, М.А. Уварова. Заявл.19.04.06., МПК В