Аннотация
Цель представляемой работы – установить взаимосвязь оптимальных режимов резания инструментами из сверхтвердых материалов с условиями обработки и показателями качества обработанной поверхности.
Применение инструментов из сверхтвердых материалов является эффективным средством повышения качества и точности обработки деталей. Несмотря на большое количество исследований в этом направлении, вопросы оптимизации режимов резания остаются достаточно актуальными.
Целевая функция – производительность обработки, максимум которой достигается при минимуме основного времени, или максимуме произведения n×S→max. (n, S – частота вращения и подача).
При обработке инструментами из сверхтвердых материалов рассматриваются ограничения по возможностям режущего инструмента, по предельно допустимой шероховатости обработанной поверхности Raдоп, по предельно допустимой температуре резания Θдоп, а также кинематические.
где D – диаметр обработки; CV, KV, xV, yV, m – коэффициенты и показатели степени влияния глубины t, подачи S и стойкости T на скорость резания V; CR, yR – коэффициент и показатель степени влияния подачи S на шероховатость Ra; CT, xT, yT, nT – коэффициент и показатели степени влияния режимов резания на температуру Θ; nmin, nmax, smin, smax – предельно допустимые частоты вращения и подачи.
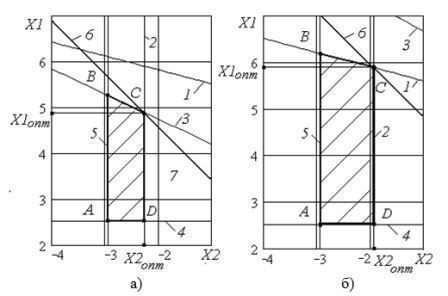
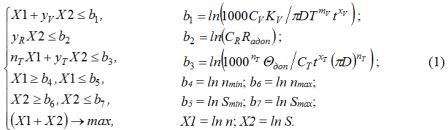
Рис. 1. Схема определения оптимальных режимов резания при токарной обработке стали ХВГ (НRC 60…62)– а) и стали Р18 (НRC 62…64) – б) резцами из эльбора
На рис. 1 графически представлена схема определения оптимальных режимов резания (стойкость Т = 300 мин., глубина t = 0,5 мм; шероховатость Raдоп = 0,32 мкм). Определены следующие оптимальные режимы резания: nоpт = 315 об/мин; Sоpт = 0,15 мм/об; Vоpт = 200 м/мин.
Для стали ХВГ точка С многоугольника АВСD, в которой целевая функция 6 принимает максимальное значение, является точкой пересечения ограничений по возможностям инструмента (1) и допустимой из условий структурно-фазовых превращений обрабатываемой поверхности (3). Для стали Р18 точка С является точкой пересечения ограничений по возможностям инструмента (1) и допустимой шероховатости обработанной поверхности Raдоп (2).
С учетом указанных ограничений установлены аналитические зависимости для определения оптимальных значений подачи Sопт и скорости Vопт:

где Θо – граничное значение температуры резания, определяющее необходимость учета температурных ограничений при расчете режимов обработки:

Для определения коэффициентов и показателей CR, yR, CT, xT, yT, nT проведены исследования закономерностей формирования поверхностного слоя и температур резания при токарной обработке инструментами из сверхтвердых материалов. На их основании разработаны рекомендации по расчету указанных коэффициентов и показателей для различных условий, что позволяет в соответствии с представленными зависимостями (2), (3) определять оптимальные режимы резания при токарной обработке инструментами из сверхтвердых материалов.