Аннотация
Проведены теоретические и экспериментальные исследования влияния различных смазочно-охлаждающих технологических сред (СОТС) на шероховатость обработанной поверхности температуру резания при чистовой токарной обработке труднообрабатываемых материалов. Установлены зависимости шероховатости обработанной поверхности и температуры резания от скорости резания, подачи и глубины с учетом действия СОТС. Определены коэффициенты снижения шероховатости обработанной поверхности и температуры резания при использовании СОТС с различными охлаждающими и смазывающими свойствами. Установлены коэффициенты повышения производительности обработки за счет использования СОТС при чистовом точении. Коэффициенты повышения производительности обработки определены для различных условий чистовой токарной обработки нержавеющих сталей в зависимости от температуры резания для различных значений стой кости инструмента, шероховатости обработанной поверхности и коэффициентов снижения шероховатости.
Введение
В настоящее время в основных деталях и узлах современных машин, работающих в условиях повышенных механических и тепловых нагрузок, все большее распространение получают специальные марки нержавеющих, жаропрочных и высокопрочных сталей и сплавов. В связи с весьма низкой обрабатываемостью этих материалов резанием весьма актуальны исследования по обоснованию рациональных параметров процессов их механической обработки.
Наиболее эффективно задачи обоснования режимов резания решаются с использованием различных методов оптимизации по критериям максимальной производительности или минимальной себестоимости. Одним из наиболее распространенных методов оптимизации в настоящее время является метод линейного программирования [1], позволяющий осуществлять одновременную оптимизацию скорости резания и подачи с учетом действующих ограничений по критерию максимальной производительности. Целесообразность использования этого метода обусловлена достаточной простотой, наглядностью и возможностью линеаризации целевой функции и ограничений, имеющих место при оптимизации режимов резания. Достаточно успешно задачи оптимизации решены для черновой обработки труднообрабатываемых материалов [2]. Однако результаты этих исследований не могут быть распространены на чистовую обработку, для которой характерны иные, чем для черновой, ограничения, причем информация об основных ограничениях (по температуре резания и шероховатости обработанной поверхности) практически отсутствует [4]. Представляет интерес дальнейшее развитие методики оптимизации режимов чистового точения с учетом действия смазочно-охлаждающих технологических сред (СОТС), что позволит существенно повысить уровень режимов резания и производительность обработки.
Цель представляемой работы – установление ограничений по шероховатости обработанной поверхности и по температуре резания при чистовом точении труднообрабатываемых материалов с использованием СОТС и определение оптимальных режимов резания, обеспечивающих максимальную производительность обработки.
Основное содержание и результаты работы
Закономерности изменения шероховатости обработанной поверхности в зависимости от режимов резания при чистовой токарной обработке труднообрабатываемых материалов, в том числе с применением СОТС, устанавливаются на основании экспериментальных исследований.
Эксперименты выполнялись при обработке с использованием в качестве СОТС эмульсола Э-2, обладающего преимущественно охлаждающим эффектом, и при использовании эмульсола СДМ,у, представляющего собой безводную систему содержащую масло, сульфонат натрия, растворимые ингибиторы коррозии и небольшое количество (до 3 %) дисульфида молибдена, прошедшего ультразвуковую обработку, с усиленным смазывающим действием.
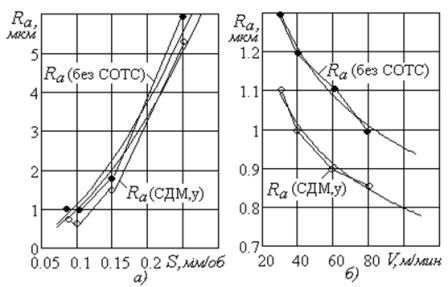
Рис. 1. Графики зависимости температуры резания
Графики зависимости шероховатости обработанной поверхности Ra от подачи S и скорости резания V представлены на рис. 1. Установлено, что использование в качестве СОТС эмульсола Э-2 с охлаждающим эффектом практически не влияет на шероховатость обработанной поверхности и не отличается от обработки без СОТС. Эффект снижения шероховатости обработанной поверхности наблюдается при использовании эмульсола СДМ,у со смазывающим эффектом.
В результате обработки результатов эксперимента установлены следующие регрессионные зависимости шероховатости обработанной поверхности от подачи Ra(S) и скорости резания Ra(V):
при обработке без СОТС

при обработке с использованием СДМ

Для использования в качестве ограничений по шероховатости обработанной поверхности получена следующая зависимость шероховатости от подачи и скорости резания Ra (S,V):

где KR – коэффициент снижения параметра шероховатости обработанной поверхности Ra при использовании СОТС: для СДМ, в указанных условиях обработки KR = 0,85.

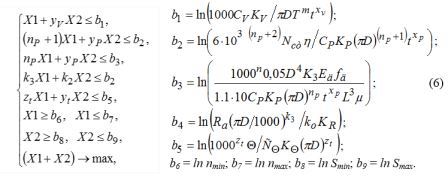
Рис. 2. Графики зависимости температуры резания – а) и коэфициента снижения температуры Ко – б) от скорости V при чистовой обработке стали Х18Н9Т с использованием различных СОТС
Результаты расчетов температур резания Θ в зависимости от скорости резания V при чистовой обработке с применением различных СОТС – эмульсола Э-2 с преимущественным охлаждающим эффектом и СДМ,у с усиленным смазывающим эффектом приведены на рис. 2а. Наибольший эффект снижения температуры резания наблюдается при использовании эмульсола СДМ,у.
Оценку эффективности снижения температуры резания при использовании СОТС целесообразно осуществлять на основании коэффициента снижения температуры резания КΘ, представленного на рис. 3б
В результате расчетов установлено, что при использовании в качестве СОТС эмульсола Э-2 коэффициент снижения температуры резания КΘ = 0,9; при использовании эмульсола СДМ,у КΘ = 0,8.
Для использования в качестве температурных ограничений на основе множественного регрессионного анализа установлены зависимости температуры резания от подачи и скорости резания Θ (S,V) с учетом действия различных СОТС, учитываемых коэффициентом снижения температуры резания КΘ.
При оптимизации режимов резания в качестве целевой функции принимается производительность обработки, максимум которой достигается при минимуме основного времени, или максимуме произведения n×s→max.
При чистовой обработке рассматриваются следующие ограничения:
- по возможностям режущего инструмента, обусловленной скоростью резания, соответствующей его стойкости Т;
- по предельно допустимой мощности резания, обусловленной мощностью электродвигателя привода главного движения станка Nст;
- по предельно допустимой жесткости режущего инструмента;
- по предельно допустимой шероховатости обработанной поверхности Ra;
- по предельно допустимой температуре резания;
- по предельно допустимым диапазонам частоты вращения и подачи, обусловленным кинематической структурой привода главного движения и привода подач.
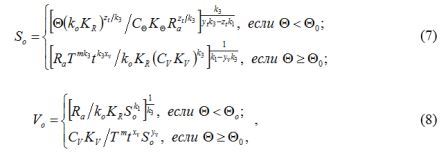
В результате линеаризации целевой функции и ограничений путем логарифмирования определена математическая модель процесса резания, выраженная системой линейных неравенств
где t – глубина резания; D – диаметр обработки, CV, KV – коэффициенты и xv, yv, m – показатели, характеризующие степень влияния глубины, подачи и стойкости на скорость резания; n – частота вращения; CР, KР – коэффициенты и xр, yр, nр – показатели, характеризующие степень влияния глубины, подачи и скорости на силу резания Рz, Θ – коэффициент полезного действия передач станка; k0, KR – коэффициенты и k2, k3 – показатели, характеризующие степень влияния подачи и скорости резания на шероховатость обработанной поверхности; СΘ, КΘ – коэффициенты и zt, yt – показатели степени, характеризующие степень влияния скорости резания и подачи на температуру резания.
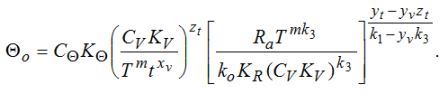
Оптимальные режимы резания – подача Sо и скорость резания Vо могут быть определены аналитически:
где Θо – граничное значение температуры резания, для которого необходимо учитывать температурное ограничение:
Графики зависимости коэффициента повышения производительности КП от коэффициента снижения температуры К, учитывающего охлаждающее действие СОТС, для чистовой обработки труднообрабатываемых сталей (в условиях обработки, указанных ранее) приведены на рис. 3.

Рис. 3. Графики зависимости коэффициента повышения производительности КП от коэффициента снижения температуры К при чистовой обработке труднообрабатываемых сталей для разных значений стойкости Т – а), шероховатости Ra – б)
Производительность обработки с использованием СОТС повышается в связи с уменьшением коэффициента снижения температуры резания до уровня, определяемого снятием температурного ограничения, после чего производительность остается постоянной. Последующее изменение коэффициента снижения температуры резания становится нецелесообразным с точки зрения повышения производительности обработки.
Наибольшее повышение производительности может быть достигнуто при меньших значениях стойкости инструмента (рис. 6а) и больших значениях шероховатости обработанной поверхности (рис. 6б).
Графики зависимости коэффициента повышения производительности КП от коэффициента снижения температуры резания К с учетом смазочного действия СОТС, определяемого коэффициентом KR, приведены на рис. 6в. Производительность обработки тем выше, чем ниже коэффициент KR, соответствующий повышенным смазочным свойствам СОТС.
Выводы
На основании выполненных исследований установлены ограничения по шероховатости обработанной поверхности и по температуре резания при чистовом точении труднообрабатываемых материалов с применением СОТС, используемые при оптимизации режимов резания.
Установлены аналитические зависимости оптимальных значений подачи и скорости резания от параметров процесса чистового точения, обеспечивающие максимальную производительность обработки. Эти зависимости позволяют учитывать действие различных СОТС и давать количественную оценку возможностей повышения режимов резания за счет применения СОТС при чистовой токарной обработке труднообрабатываемых материалов.
Определены коэффициенты повышения производительности обработки за счет использования СОТС, благодаря которым может быть осуществлена оценка эффективности использования СОТС с различными охлаждающими и смазочными свойствами в различных условиях обработки. Установлено, что использование СОТС дает эффект повышения производительности при обработке труднообрабатываемыхматериалов до 1,5 раз.
Разработанная методика быть использована для оптимизации режимов резания и оценки эффективности использования СОТС при различных видах обработки.
Список источников
- Старков В. К. Обработка резанием. Управление стабильностью и качеством в автоматизированном производстве. – М.: Машиностроение. 1989. – 296 с.
- Богуславский В. А Повышение производительности обработки труднообрабатываемых материалов с применением смазочно-охлаждающих жидкостей / В. А. Богуславский, Т. Г. Ивченко, Зантур Сахби // Наукові праці Донецького національного технічного університету. Серія: Машинобудування і машинознавство. Випуск 7 (166). – Донецьк: ДонНТУ, 2010. – С. 9–16.
- Зантур Сахби. Оптимизация режимов резания при точении труднообрабатываемых материалов с учетом температурных ограничений / Зантур Сахби, В. А. Богуславский, Т. Г. Ивченко // Прогрессивные технологии и системы машиностроения. Вып. 39. – Донецк: ДонНТУ, 2010. – С. 77–84.
- Гуревич В. Я. Режимы резания труднообрабатываемых материалов. – М.: Машиностроение, 1986. – 240 с.
- Ивченко Т. Г. Расчет тепловых потоков и температур резания при точении с использованием смазочно-охлаждающих жидкостей. // Надійність інструменту та оптимізація технологічних систем. Вип. 26. – Краматорськ, ДДМА, 2010. – С. 90–96.