Аннотация
Ошовская Е. В., Сидоров В. А., Ерошенко А. В. Моделирование температурного поля ножниц МНЛЗ Приведены результаты измерения температуры и математического моделирования теплопередачи в корпусных элементах летучих гидравлических ножниц МНЛЗ.
На современных МНЛЗ технологическая операция порезки заготовки на мерные длины выполняется летучими гидравлическими ножницами с шевронными ножами (рис. 1) [1].

Рисунок 1 – Летучие гидравлические ножницы с шевронными ножами
Качество реза и работоспособность ножниц зависят от безотказности гидравлического привода, эксплуатируемого в зоне высоких температур. В производственных условиях контроль за техническим состоянием гидропривода ножниц можно выполнить методом термометрии (рис. 2).

Рисунок 2 – Типовая термограмма на участке ножниц МНЛЗ
Измерения температуры на корпусе гидроцилиндра ножниц, выполненные на двух 6-тиручьевых МНЛЗ в течение года, позволили установить её диапазон изменения 70 … 415 °С. Оценка парной корреляции между температурами заготовки и корпуса гидроцилиндра выявила отсутствие линейной зависимости между ними. Т. е. температура гидропривода обусловлена не только температурой заготовки, но и другими факторами, например, загрязнениям рабочей жидкости или неисправностями гидроцилиндра.
Для выявления закономерностей распределения температуры в корпусных элементах ножниц для условий работоспособного состояния выполнено математическое моделирование в прикладном пакете ANSYS [2].
В ходе исследований была решена стационарная задача теплопередачи на двумерной модели ножниц (рис. 3). В качестве граничных условий выступали тепловые потоки от непрерывнолитой заготовки за счёт излучения и конвекции.
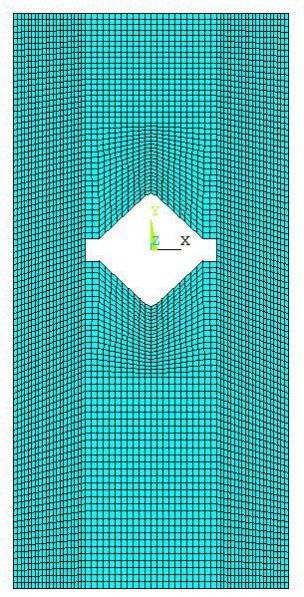
Рисунок 3 – Конечно-элементная модель
В результате моделирования получены картины температурных полей для металлоконструкций ножниц (рис. 4). Установлено, что температура на корпусе гидроцилиндра ножниц составляет 94…102 °С при температуре заготовки 950..1100 °С.
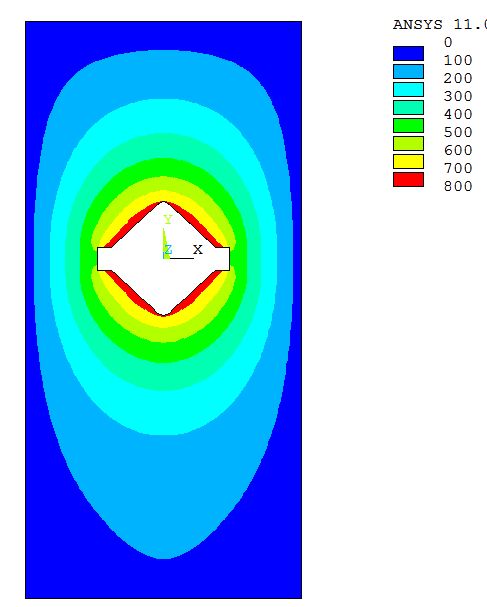
Рисунок 3 – Типовое распределение температуры в элементах ножниц
Таким образом, компьютерное моделирование позволило определить граничные значения температуры гидропривода ножниц, соответствующие работоспособному состоянию. В дальнейшем планируется выполнить решение описанной задачи на трехмерной модели ножниц, учитывающей все конструктивные особенности.
Полученная в результате моделирования информация будет использована при разработке решающих правил для распознавания технического состояния ножниц МНЛЗ.