
Реферат за темою выпускної роботи
Зміст
- 1. Актуальність теми
- 2. Мета і задачі дослідження
- 3. Огляд досліджень і розробок
- 4. Удосконалення калібрування для формування труб діаметром 508×16мм зі сталі 10Г2ФБ
- Висновки
- Список джерел
1. Актуальність теми
Видобуток і переробка нафти і газу безпосередньо пов'язані з їх транспортуванням і тому вимагають виробництва великих обсягів зварних труб широкого сортаменту.
Поліпшення якості труб як в частині підвищення показників міцності властивостей металу, так і в частині підвищення точності розмірів є значним резервом підвищення ефективності їх застосування. Тому, коли в ТЕСЦ №2 ВАТ «ХТЗ» була введена в дію листозгинальна машина «Haeusler», велике значення надавалося саме забезпеченню точності розмірів готових труб. Удосконалення методики розрахунку раціональних режимів формовки трубних заготовок є актуальним завданням.
Актуальним завданням також є науково-обгрунтоване визначення параметрів, при яких потрібна установка опорних мостків, а також удосконалення режимів формовки трубних заготовок для зварних труб діаметром 450-700 мм на трехвалковой листозгинальнiй машинi «Haeusler» ВАТ ХТЗ ».
2. Мета і задачі дослідження
Метою роботи є удосконалення режимів формовки трубних заготовок для зварних труб діаметром 508×16мм і 660×15мм зі сталі 10Г2ФБ на трехвалковой листозгинальнiй машинi «Haeusler» ВАТ ХТЗ. Відповідно до цього визначена наступна задача:
- визначення параметрів, при яких потрібна установка опорних мостків при формуванні трубних заготовок для зварних труб діаметром 450-700 мм.
3. Огляд досліджень і розробок
Трубна заготовка виготовляється з одного листа на трехвалковой листозгинальнiй машині. Потім вона направляється в доформовочний калібр, де здійснюється подгибка кромок. Операція виконується за один прохід трубної заготовки.
Формування листа на трехвалковой листозгинальнiй машинi здійснюється між верхнім натискним валом, що має діаметр 200 мм (при установці опорних мостків), і двома нижніми опорними валами. Опорні мостки використовуються для усунення вигину верхнього нажимного вала [1]
Допоміжні опорні мостки використовуються тільки для гнуття труб малого діаметру. При цьому знімають звичайний верхній вал і встановлюють допоміжні опорні мостки з верхнім валом, що має діаметр 200 мм..
Допоміжні опорні мостки встановлюють між двома опорними мостками. Випрямлення верхнього валу діаметром 200 мм виробляється на опорній естакаді за допомогою 22 верхніх валків, розташованих по всій довжині вала. Опорний вал діаметром 200 мм також приводиться в дію звичайним приводом для верхніх валів.
4. Удосконалення калібрування для формування труб діаметром 508×16мм зі сталі 10Г2ФБ
Дослідження і розробки виконувалися з використанням комп'ютерної програми «Bending Set v7 Haeusler AG», яка забезпечує моделювання процесу формування трубної заготовки на трехвалковой листозгинальнiй машині. Основне вікно комп'ютерної програми представлено на рисунку 1.
Верхня частина вікна призначена для завдання вихідної інформації по: зовнішньому діаметру труби, товщині стінки, межі плинності сталi листа, параметрами, які характеризують марку сталі, а також довжині і ширині листа. Також тут задаються параметри верхнього та нижніх формуючих валів і вибирається варіант гнуття.
Межа текучості визначається залежно від марки сталі. Відстань між нижніми опорними валами вибирається залежно від товщини листа.
У нижній частині вікна програми передбачені результати розрахунків, які включають: величини переміщень верхнього валу в кожному проході, які визначають режим формування; тиск в циліндрі натягу; тиск в опорному циліндрі і напруга вигину на верхньому ролику, які не повинні перевищувати допустимі значення.
У процесі розрахунків зовнішній радіус труби визначався в залежності від ширини листа
де L - ширина листа, мм;
Відстань між нижніми опорними валами Xuw можна визначити за паспортними даними машини, а в разі їх відсутності - розрахувати за формулою
де Duw - діаметр нижнього валка, мм;
Відносне відстань між нижніми опорним валами може бути визначене як відношення
де Da - зовнішній діаметр труби, мм;
На рисунку 1 представлені результати розрахунків режиму формування для труби діаметром 508×16мм зі сталі 10Г2ФБ мм. Отримані наступні раціональні параметри формування:
- величини переміщень верхнього валу в кожному проході з урахуванням по-лного пружного відновлення смуги: по першому проходу - 90,4 мм, по другому - 136,1 мм, по третьому - 168,0 мм, по четвертому - 184,4 мм;
- діаметр заготовки після першого проходу становить 1669 мм, після другого - 818 мм, після третього - 585 мм; після заключітельного четвертего проходу отримуємо діаметр готової труби - 508 мм.
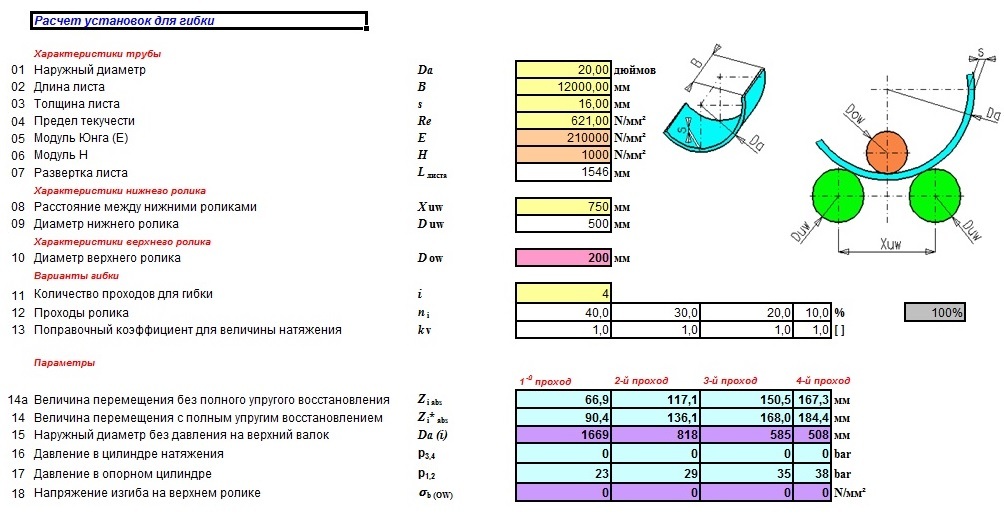
Рисунок 1. Вікно комп'ютерної програми розрахунку режиму формування трубної заготовки для труби діаметром 508×16мм зі сталі 10Г2ФБ
Висновки
На базі спеціалізованої комп'ютерної програми удосконалення режимів формовки трубних заготовок для зварних труб діаметром 508×16мм і 660×15мм зі сталі 10Г2ФБ на трехвалковой листозгинальна машина «Haeusler» ВАТ ХТЗ.
1. Визначені раціональні параметри формовки листів:
- величини переміщень верхнього валу в кожному проході з урахуванням повного пружного відновлення смуги: по першому проходу - 90,4 мм, по другому - 136,1 мм, по третьому - 168,0 мм, по четвертому - 184,4 мм;
- діаметр заготовки після першого проходу становить 1669 мм, після другого - 818 мм, після третього - 585 мм; після заключного четвертого проходу отримуємо діаметр готової труби - 508 мм.
2. Передбачений додатковий четвертий прохід при формуванні трубної заготовки, який забезпечує більш рівномірне деформацію листа в межах робочого такту ЛГМ.
Список джерел
- Друян В.М., Гуляев Ю.Г., Чукмасов С.А. Теория и технология трубного производства Днепропетровск: Днепр-ВАЛ, 2001. — 544 с.
- Данченко В.Н. и др. Технология трубного производства М.: Интерметин-жиниринг, 2002 год, 640 стр.
- Осадчий В.Я., Вавилин А.С. - Технология и оборудование трубного производства - Москва, Интермет инженеринг, 2001 - 607с.
- Коликов А.П., Романенко В.П., Самусев С.В., и др. Машины и агрегаты трубного производства М.: МИСиС, 1998. - 536 с.