
Abstract
Contents
- Introduction
- 1. Topicality
- 2. Goal and tasks of the research
- 3. Overview of Research and Development
- Conclusion
- References
Introduction
For rolling sheets total mix width requires a large number of types of slabs differing in width, thickness and length. Adjusting the length of the slab in the continuous casting is not difficult. For slabs of different thickness and width is needed to change the molds for casting, which is a difficult operation, and is accompanied by, in addition, the need to move, and a new technological mode of filling and cooling of the metal. Establishing optimum casting speed and cooling conditions associated typically with specific and unavoidable problems that ultimately affect the quality of the metal. For these and other reasons, it should be possible to change the width of the slab, in particular by reducing lateral deformation in vertical rolls.
Today, technology has wide application reducing the reducing the slab in a special cage universal broadband mills. This technology allows to obtain a slab width by 200-250 mm below the original slab width. The accuracy of the width depends on the accuracy of the forced extension of roll after the compression in the vertical rolls. The reduction is carried out for 1-3 consecutive passes. The following stand rumble ironed horizontal rolls, and if possible reduced in thickness.
1. Topicality
This work is urgent, as obtained in this study experimental models are needed to develop mathematical models that will form the basis of a mathematical process to ensure management Reductions..
2. Goal and tasks of the research
Purpose: Determine the effect of granularity to reduce the width of the deformation at a reduction in vertical and rolling with no more compression in the horizontal rolls.
Main tasks of the research:
- Choose a method for studying the effectiveness of reducing the slab;
- Develop a plan for research;
- Run reduction of samples and analysis of the results.
3. Overview of Research and Development
A study carried out by physical modeling environment for reducing slab one, two and three passes on a laboratory mill. Scale modeling 1:30 material - lead. We simulate the processes of reduction of slab width B = 1350, 1800 and 2250 mm, thickness h = 240 mm in the vertical rolls with a diameter of 1500 mm gauge, pans and rolling process with no more compression in horizontal rolls diameter 1500 mm. Dimensions streams caliber width of the stream bed 240 mm; the width of the stream at the connector 340 mm; 150 mm depth of the stream.
When studying multiple crimping vertical rolls on the efficiency of reducing the width of 8 mm thick samples of each batch of width (45, 60, 75 mm) crimped in each vertical roll caliber in various modes: for one, two and three consecutive passes with crimping 2 = -2 5 mm. Some of the samples were rubbed in one pass at 2, 4 and 6 mm. Measure the width and depth of the stream gauge Нз filling.
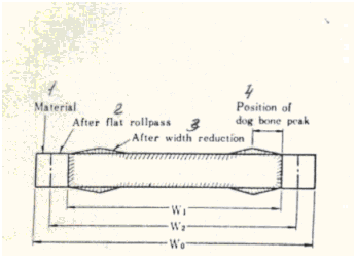
Figure 1 – The relationship between the width of the compression and the reduction of the width of roll
1 - sample 2 - after the reduction in thickness, 3 - nodules after crimp in width, 4 - position of the influx, 5 - reduction in width (Δh=W0-W1), 6 - compression efficiency (ΔW=W0-W2).
As a study of the process parameters reducing the slab taken: the effectiveness of reducing the width η=δBг/ΔB and the relative filling stream gauge metal Кз=Нз/Нр. The independent variables of the process of reduction and subsequent small compression slab taken: the ratio of the width to the thickness of the sample B/N - ratio of the cross-section of the slab; n - the number of passes with uniform compression. Schedules change η and Кз shown.
div class=img>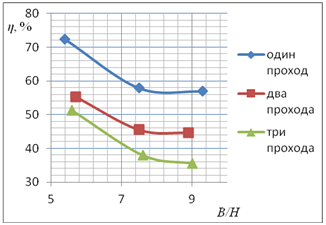
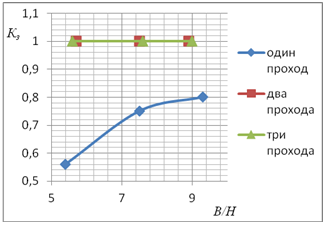
Figure 1 – Effect of width to thickness ratio B / H, the number of passes n for width reduction efficiency η and the occupancy rate of the stream gauges Кз associated with reduction of the slab.
Conclusion
As you can see the effectiveness of reduction decreases with increasing width of the slab (the ratio of В/Н), increasing the number of consecutive reductions. The lowest observed efficiency at the maximum width reduction of slabs at three sequential compression. The degree of filling of the stream gauge metal with a single compression ratio with an increase in В/Н increases. When two or three times the compression stream gauge is completely filled with Кз=1 and overfilled.
References
- Х. Абэ Техника большого обжатия сляба по ширине при черновой прокатке на полосовом стане горячей прокатки и меры по уменьшению потерь обрези / Х. Абє, Саса К., Накагахара С. – 1983 – 69 том, 232с.
- Такаучи М. Большое боковое обжатие при прокатке слябов / Такаучи М., Хирата О. – 1987 – 446 с.
- Руденко Е. А. Некоторые особенности расчета параметров прокатки в универсальной клети широкополосного стана / Руденко Е. А., Коновалов Ю. А., Шевцов В. К. // Черная металлургия – 1987 – 63 с.
- Тишков В. Я. Теория и технология производства толстого листа / Тишков В. Я., Набатов Г. И., Еремин Ю. А. – М.:Металлургия, 1986. – 118с.
- Руденко Е. А. Прокатка и термообработка толстого листа / Руденко Е.А., Шевцов В.К, Литвинова Т.С. – М.:металлургия, 1986. – 19с.
- Чижиков Ю. М. Редуцирование и прокатка металла непрерывной разливки / Чижиков Ю.М. – М.:Металлургия, 1974. – 384с.
- . Долженков Ф. Е. Бюл. НТИ Укрниимет / Долженков Ф.Е., Александров П. А. – 1957. – 45с.
- . Бровман М. Я. Усовершенствование технологии прокатки толстых листов / Бровман М. Я., Зеличенок Б. Ю., Герцев А. И. – М.:Металлургия, 1969. – 256 с.
- Долженков Ф. Е. Усовершенствование технологии производства толстолистовой стали / Должненков Ф. Е., Годсков В. П., ПолторапавлоЮ. В. М.: Металлургия, 1981. – С. 49-52.
- Шевцов В. К. Некоторые особенности расчета параметров прокатки в универсальной клети широкополосного стана / В. К. Шевцов, Е. А. Руденко, Ю. В. Коновалов М: Металлургия, 1990. – С. 31-34.