
Реферат по теме выпускной работы
Содержание
- Введение
- 1. Актуальность темы
- 2. Цель и задачи исследования, планируемые результаты
- 3. Обзор исследований и разработок
- Список источников
Введение
В настоящее время теоретический анализ процессов обработки давлением получил новые возможности, связанные с быстрым развитием численных методов решения задач механики сплошной среды. С конца ХХ века, в связи с ростом технических возможностей вычислительной техники, все более широко в решении задач формообразования используется метод конечных элементов.
Математическое моделирование процессов обработки материалов давлением имеет важное значение в развитии теории и практики, поскольку применяется для анализа и оптимизации исследуемого процесса, например, прокатки, прессование, волочение, ковка, объёмной и листовой штамповки.
1. Актуальность темы
На данный момент в современной металлургии для производства сортовой заготовки наибольшее (более 60%) распространение получил метод непрерывной разливки на МНЛЗ. Не смотря на стремительное развитие данной технологии и непрерывное совершенствование оборудования, она является относительно молодой в связи с чем в ее рамках все еще ряд нерешенных или частично решенных проблем. В частности к таким проблемам относится качество сортовой заготовки. Существует несколько классов дефектов: внешние (поверхностные трещины), внутренние (ликвации, пористость) и геометрические (ромбичность).
На сегодняшний день для решения ряда проблем, связанных с дефектами непрерывнолитой сортовой заготовки, используется метод «мягкого» механического обжатия. Суть метода заключается в обжатии непрерывнолитой сортовой заготовки в потоке на небольшую величину (степень деформации менее 1%) на участках правки в двухфазном состоянии(с незакристаллизоанной сердцевиной). Для реализации данного метода могут используются как тянуще-правильные агрегаты, так и специализированные агрегаты осуществляющие процесс «мягкого» механического обжатия.
Лидерами в сфере производства оборудования для машин непрерывного литья заготовок и сопутствующего оборудования можно выделить такие станы как: Германия («SIMENS-VAI», «SMS-DEMAG»); Италия («DANIELI»); Япония («SUMITOMO»); СНГ (ЗАО «Машиностроительная корпорация «УРАЛМАШ»», ОАО «НКМЗ»). Данные производители являются законодателями мод и определяют направление развития оборудования и технологий, связанных с непрерывной разливкой сортовых заготовок [1, 2, 3].
2. Цель и задачи исследования, планируемые результаты
Целью данного исследования является моделирование нескольких распространенных схем расположения оборудования, обеспечивающих процесс «мягкого» механического обжатия и определение особенностей деформации на тех или иных участках правки при различных режимах обжатия. Определение целесообразности применения метода «мягкого» механического обжатия исключительно на ТПА. Особенности деформации на агрегатах «мягкого» обжатия при разных режимах деформации (плавном, ступенчатом и др.).
В силу сложившихся тенденций в сфере проектирования и моделирования металлургических процессов, активно применяется компьютерное моделирование, что существенно ускоряет и удешевляет процесс. Для осуществления такого рода моделирования существует ряд прикладных компьютерных программ, использующих метод конечных элементов. К таким можно отнести: универсальные – ANSYS, ABAQUS; специализированные для ОМД – DEFORM 3D, Q-FORM. Для данного исследования был выбран программный комплекс DEFORM 3D.
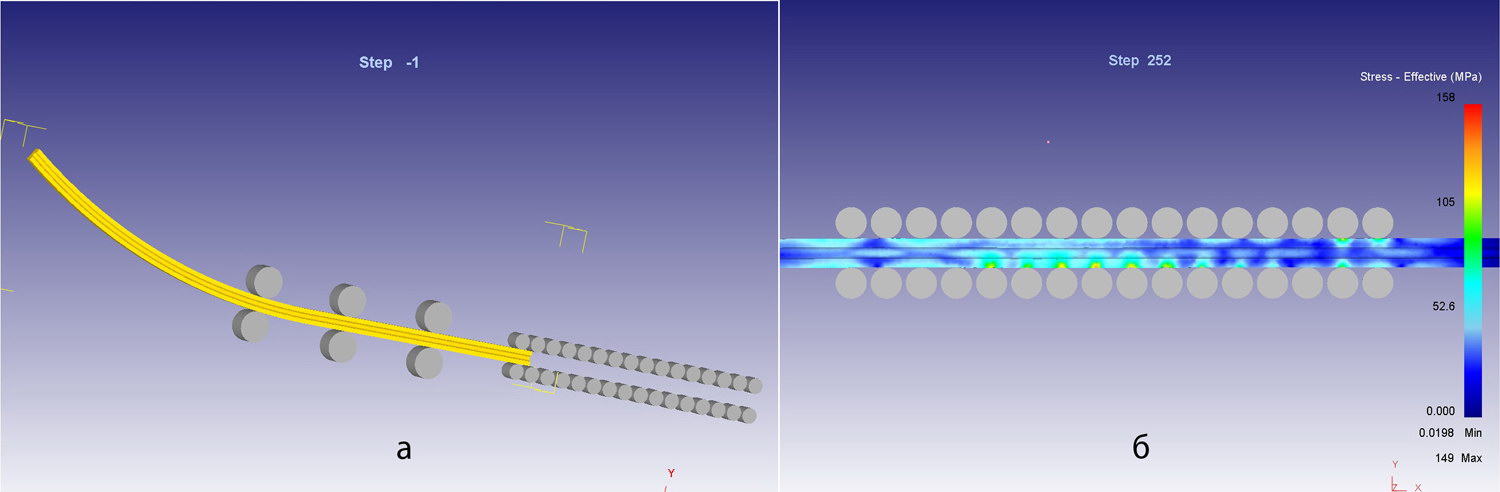
В рамках исследования был реализован один из вариантов расположения оборудования правки и изгиба фирмы «SMS Siemag AG» при отсутствии обжатия на ТПА и плавном (равном в каждой паре роликов коэффициентом обжатия) – на участке «мягкого» обжатия.
Геометрия модели была построена при помощи САПР «Компас 3D». В данной прошенной модели присутствуют 6 роликов ТПА диаметром 320 мм и 4 секции по 8 роликов машины реализующей «мягкое» обжатие диаметром 160 мм. Геометрия выбрана в соответствии со схемой агрегатов «SMS Siemag AG».
Заготовка, выбранная для данного моделирования, имеет следующие геометрические параметры: длина, необходимая для объективного расчета – 6000 мм; радиус изгиба заготовки на МНЛЗ перед входом в ТПА – 6000 мм; сечение квадратное с размерами 150x150 мм. Согласно ГОСТу для данного сечение отклонение размеров не должно превышать 2,5 мм. Моделирование проходит при температуре 1150°С на поверхности и 1450°С в сердцевине.
В дальнейшем в рамках исследования планируется улучшить детализацию данной модели с целью получения более точных результатов. Также для данного агрегата будет проведено еще ряд расчетов с различными вариантами обжатия (ступенчатое, единичное) и будет проведен аналитическое сравнение этих вариантов для установления наиболее приемлемого в эксплуатации и применении. Затем аналогичное моделирование, расчет и анализ будет проведен еще с некоторым количеством наиболее распространенных вариантов расположения агрегатов на участке изгиба и правки. Для каждого из агрегатов будет отдельно смоделированы случаи обжатия сортовых заготовок других сечений. В конечном итоге будет проведен сравнительный анализ всех агрегатов, соответствующих им вариантов обжатия и всех сечений с целью установления статистических закономерностей процесса разгиба, правки и «мягкого» обжатия для дальнейшего усовершенствования технологии [1, 2, 3].
3. Обзор исследований и разработок
Экспериментальные исследования процессов «мягкого» обжатия непрерывнолитых заготовок в промышленных условиях были проведены на тянущие-правильном устройстве сортовой машины непрерывного литья заготовок Енакиевского металлургического завода.
В последнее время на ОАО «Енакиевский металлургический завод» реализуется программа, направленная на повышение производительности МНЛЗ. Для мониторинга существующей в настоящее время технологии разливки стали на МНЛЗ, а также выдачи рекомендаций по внедрению различных технических и технологических решений с целью устранения узких мест и повышения производительности МНЛЗ, привлекались специалисты компании производителя существующей МНЛЗ - ОАО «НКМЗ». Основными выводами предложенной программы модернизации МНЛЗ являются: повышение производительности МНЛЗ может быть достигнуто, частично, за счет увеличения скорости. Проведя ряд мероприятий, скорость разливки непрерывнолитой заготовки увеличилась на 15-20%, в частности средняя скорость разливки квадрата 150 x 150 мм, производство которого составляет около 60% от всего объема производства МНЛЗ, увеличилась с 2,65 м / мин до 3,2 м / мин. В связи с тем, что при разливке отдельных плавок были замечания по температурному режиму разливки, равномерности и эффективности охлаждения непрерывнолитой заготовки в ЗВО, в осевой части заготовки отмечалось образование дефектов усадочного происхождения. В среднем балл дефекта осевая пористость, после перехода на разливку на повышенных скоростях, вырос с 0,5 до 1,0-1,5 балла. Также на отдельных плавка указано образования усадочной раковины величиной 1,0-2,5 мм.
С целью подавления дефектов усадочного происхождения в осевой зоне непрерывнолитой заготовки предложено рассмотреть вопрос обжима заготовки в валках ТПМ посредствам установки повышенного давления на тянущие валки ТПМ. На первом этапе внедрения данного мероприятия выполнен теоретический расчет необходимого усилия обеспечивает подавление усадочных в осевой зоне, но и в то же время не выводят геометрические размеры квадратной заготовки после ее обжатия за допустимые значения.
Теоретический расчет и последующий практический эксперимент проводился при разливке непрерывнолитой заготовки сечением 150 x 150 мм. При этом было установлено, что для непрерывнолитой заготовки сечением 150 x 150 (мм) и величины ее абсолютного обжатия на 1,5 мм необходимо увеличить давление рабочей жидкости, подаваемой в поршневую полость, на 0,9 МПа, то есть с 1,6 МПа до 2,5 МПа, что обеспечит повышение силы прижатия рабочих роликов с 36,2 кН до 56,6 кН.
Второй этап заключался в оценке эффективности обжима непрерывнолитой заготовки в валках ТПМ, после подготовки, согласования и утверждения технологической задачи, поэтапно с добавлением по 0,2 МПа до начальной величине давления рабочей жидкости гидроцилиндра 1,6 МПа устанавливали повышенное давление на валки ТПМ при разливке опытных плавок. Эксперимент по установке повышенного давления прижатия на валки ТПМ проводился на ручье № 6 МНЛЗ № 2. Разливка опытных плавок стартовала 7 февраля 2011 при разливке марки стали 5сп. На каждом этапе с добавлением по 0,2-0,3 МПа на существующее прижатия валков ТПМ разлито по 10 плавок, с измерением в горячем потоке геометрических размеров непрерывнолитой заготовки, визуальному контролю качества поверхности заготовки на наличие поверхностных дефектов, отбором темплетов для контроля макроструктуры, контроле скорости разливки и температуры поверхности заготовки перед ТПМ. Во время проведения эксперимента по 6-му ручье, во время поэтапного повышения давления рабочей жидкости гидроцилиндров прижатия тянущих валков, осуществляли замер сторон непрерывно-литой заготовки в горячем потоке на разгрузочном стеллажи перед поступлением заготовки на кантующем холодильнике. При установленном давлении 2,3 МПа высота заготовки составила 147,5 мм (величина обжатия 2,5 мм), ширина заготовки 152,0 мм (расширение заготовки 2 мм), согласно ТУ У-27.1-00191193-023-2001 «непрерывнолитых заготовок квадратного сечения »допустимое отклонение по стороне квадрата составляет ± 3,5 мм. При установке величины давления на тянущие ролики ТПМ 2,3 МПа полностью устранилась усадка за счет прижатия поверхностных затвердевших слоев в вертикальной плоскости и выдавливания с осевой зоны жидкого металла в направлении противоположном разливке. Обзор отобранных темплетов (рис. 4.2) также свидетельствует об отсутствии усадочных дефектов и отсутствия деформационные трещины.
Результаты проведенных в промышленных условиях экспериментальных исследований процесса «мягкого» обжатия представлены на рис. 2 и в табл. 1, 2.
| Номер ручья | Давление рабочей жидкости, подаваемой в гидроцилиндр механизма прижатия роликов ТПМ, Мпа | Количество плавок, шт | Средняя скорость разливки, м / мин | Средняя температура заготовки перед ТПМ, 0С |
| 6 | 2,5 | 1128 | 2,98 | 1104 |
| 5 | 1,6 | 1115 | 2,93 | 1096 |
| Номер ручья | Средние размеры сторон квадрата НЛЗ, мм | Средний балл осевой пористости | Средний размер усадочной раковины, мм | Средний балл осевых трещин |
| 6 | 148,5 x 151 | 0 | 0,5 | 0,5 |
| 5 | 150 x 150 | 2 | 2,5 | 0,5 |
После подготовки отчета о проделанной работе, начиная с 30 марта 2011 года, на МНЛЗ № 2 по всем ручьям установили повышенный прижатия валков ТПМ с целью обжима непрерывнолитой заготовки и устранения дефектов усадочного происхождения в осевой зоне заготовки.
В целом, результаты выполненных экспериментальных исследований свидетельствуют о достаточном уровне эффективности применения процесса «мягкого» обжатия непрерывнолитых сортовых заготовок, что необходимо учитывать при создании нового, а также совершенствовании действующего оборудования машин непрерывной разливки [4].
Список источников
- Смирнов А.Н. и др. Непрерывная разливка сортовой заготовки: Монография. / А.Н. Смирнов, С.В. Куберский, А.Л. Подкорытов, В.Е. Ухин, А.В. Кравченко, А.Ю. Оробцев – Донецк: Цифровая типография, 2012. – 417 с.
- Смирнов А.Н и др. Непрерывная розливка стали: Монография /Смирнов А.Н., Куберский С.В., Штепан Е.В Донецк: Донецкий Националый Технический Университет, 2012. – 417 с.
- Ручко, В. Н. Анализ особенностей и пути совершенствования конструкций тянуще-правильных машин сортовых МНЛЗ / В.Н. Ручко, Е.Н. Смирнов // Металлургические процессы и оборудование. - 2011. - №2. - С. 32-39.
- Куберский С. В. и др. Эксперементальное исследование процессов мягкого обжатия непрерывнолитой сортовой заготовки в промышленных условиях / Восточно-Европейский журнал передовых технологий. – 2011. – 4/7(52). – С. 41-43.