К вопросу выбора оптимальной автоматизированной системы управления манипулятором быстрой смены погружных стаканов для непрерывной разливки стали
Авторы: К.Н.Шаповалов, М.Ю. Ткачев, В.Ф. Борисенко.
Источник:
Материалы международной научно-техническойконференции "Горная энергомеханика иавтоматика", Донецк, ДонНТУ – 2015, Секция 3.с. 2-4.
Аннотация
УДК 62-83
К.Н.Шаповалов, М.Ю. Ткачев, В.Ф. Борисенко. К вопросу выбора оптимальной автоматизированной системы управления манипулятором быстрой смены погружных стаканов для непрерывной разливки стали
В работе рассматриваются существующие методы контроля положения, а также разрабатывается концепция управления системой установки погружного стакана на участке машины непрерывного литья заготовок; особое внимание уделено системе слежения за положением промежуточного ковша.
В настоящее время на отечественных металлургических пред-приятиях применительно к машинам непрерывного литья заготовок практически не используются следящие электропривода. В основном это позиционные привода, реализующие контроль за перемещением ряда звеньев системы, положения которых определяются технологи-ческими требованиями, в частности контроль за положением разре-заемого слитка и его проходе на эвакуацию с линии машины. Известны устройства по типу промышленного манипулятора [1], реализующие установку погружного стакана. Для данной системы предполагается использование простой системы на базе асинхронного короткозамкнутого двигателя.
Установка погружного стакана – трудоемкая операция, требую-щая высокой квалификации у обслуживающего персонала. В данной работе рассматривается автоматизация процесса установки/снятие погружного стакана промежуточного ковша машины непрерывного литья заготовок (МНЛЗ). Предлагаемая система представлена на рис. 1, и включает в себя следующие основные элементы – узел захвата, погружной стакан, путевые выключатели, датчики положения, источник регулируемой частоты(ПЧ), приводной двигатель, звенья манипулятора, коммутирующая аппаратура.
Поставленная задача решалась в плане выбора системы электро-привода, ее звеньев, обратных связей, реализующих законы опти-мального управления.
Система подобного рода, находящаяся в стадии разработки, как правило, требует значительных усилий для ее реализации. Это отно-сится, в первую очередь, к выбору преобразователя частоты и сов-местимого с ним приводного электродвигателя.
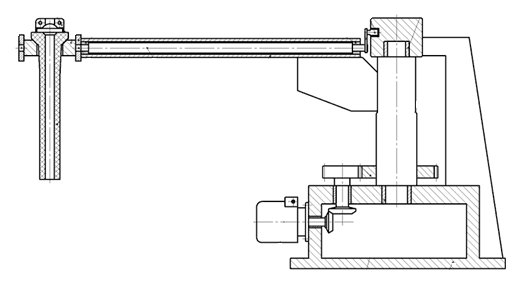
Рисунок 1 – Промышленный манипулятор для замены погружного стакана
Основа разрабатываемой системы слежения заключается в том, что разливочный ковш на МНЛЗ меняет свое местоположении в процессе разливки стали в зависимости от ряда технологических факторов. Лабораторная модель манипулятора настраивается таким образом , что она всегда готова к работе в режиме «замена стакана». Приводной двигатель выбран из серии машин 4А, которые обладают высокими КПД и перегрузочной способностью[3]; преобразователь частоты позволяет получить широкий диапазон регулирования скорости, а обратные связи – обеспечат высокую жесткость механических характеристик. С другой стороны, за счет задатчика интенсивности возможно формирование желаемой (оптимальной) тахограммы движения по ограничению ускорения и рывка на начальном этапе движения погружного стакана. Для ограничения перемещений используем оптический датчик, который устойчив к высоким температурам окружающей среды (рис. 2).
Важным достоинством большинства оптических датчиков явля-ется возможность производить бесконтактные измерения, кроме того, такие датчики обычно довольно точны и имеют высокое быстродей-ствие.[2]
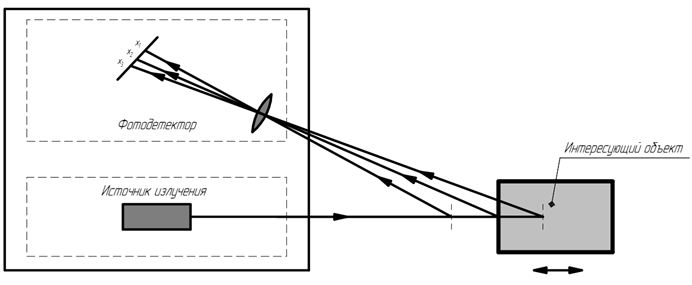
Рисунок 2 – Оптический датчик перемещения на основе схемы оптической триангуляции
Таким образом, полученные результаты анализа будут использованы при проектировании и наладке опытно-промышленного образца системы быстрой смены погружных огнеупорных стаканов на слябовой МНЛЗ. В настоящее время заканчивается монтаж основных элементов физической модели манипуляционной системы.
Библиографический список
- Патент 96891 Україна, В22D41/56, В22D11/106. Маніпулятор для замінизанурювального стакана на слябовіймашинібезперервноголиття заготовок / С.П. Єронько, М.Ю. Ткачов, К.В. Дубойський; Донец.нац. техн. ун-т. – №2010155511; заявлено 23.12.2010; опубл. 12.12.2011, бюл. №23. – 5 с.
- Литвин А.М. Бесконтактные датчики положения: емкостные, индуктивные, оптические / А.М. Литвин // Передовые технологии и технические решения. – 2004. – №1. С. 18–23.
- Чиликин М.Г. Общий курс електропривода / М.Г.Чиликин – М., . Энергоиздат, 1981. – 576 с.