Оценка уровня рассогласования в системе автоматизированой замены погружного стакана для серийной разливки стали на участке промежуточный ковш-кристаллизатор
Авторы: К.Н.Шаповалов, М.Ю.Ткачев, В.Ф.Борисенко.
Аннотация
УДК 62-83
К.Н.Шаповалов, М.Ю.Ткачев, В.Ф.Борисенко. Оценка уровня рассогласования в системе автоматизированой замены погружного стакана для серийной разливки стали на участке промежуточный ковш-кристаллизатор Разливка стали в машине непрерывного литья заготовок осуществляется по системе промежуточный ковш-стакан-кристаллизатор[1]. Непрерывность данного процесса на прямую зависит от прочности промежуточного стакана. Замена отработанного стакана осуществляется с помощью манипулятора[2].
Перед началом разливки стали промежуточный ковш устанавливается на подпружиненную площадку. Далее открывается шибер и сталь через стакан поступает в кристаллизатор, за время разливки стали промежуточный ковш опускается на 100мм это перемещение осуществляется с помощью гидроцилиндров, рис.1.
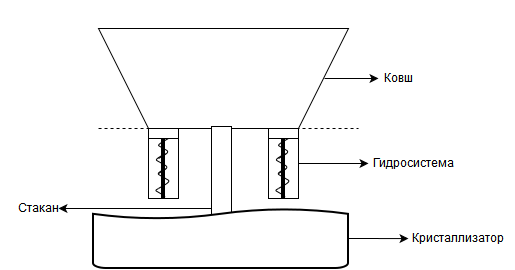
Рисунок 1 – Участок технологической цепи ковш-стакан-кристаллизатор.
Наша задача контролировать положение ковша и одновременно с перемещением ковша осуществлять опускание (подъем) руки манипулятора со стаканом. Нами предлагается контролировать положение ковша и передавать электрический сигнал по его местонахождению в систему управления приводам подъема (опускания) руки манипулятора, данные о положении ковша снимаются с реохорда потенциометра и одного из полюсов питания. Нами рассматривались несколько систем электроприводов которые могут реализовать быстрое и точное перемещения (вверх-вниз) руки манипулятора со стаканом. Один из вариантов – это использование следящей системы, когда одновременно с изменением положения реохорда (реохорд связывается жестко со штоком поршня), рис.2. рука перемещается в том же направлении, что и ковш. С другой стороны учитывая, что разливка металла производиться в течении длительного времени возможно использование электропривода (постоянного или переменного тока) работающего в шаговом режиме.
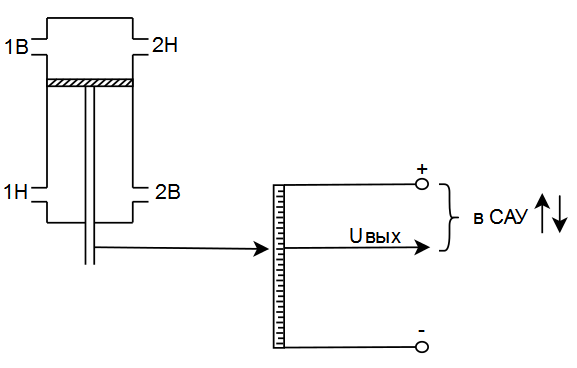
Рисунок 2 – Связь рычажка потенциометра со штоком гидроцилиндра.
Этот сигнал в свою очередь должен поступить на вход системы управления приводом подъема (опускания) руки манипулятора, последняя должна отработать перемещение согласно заданному закону управления. Нами предлагается весь путь перемещения ковша (S) разбить на «n» интервалов, предположительно по 5-10мм, и, когда ковш осуществит свой переход из «n-го» в (n-1) интервал, система электропривода подъема (опускания) руки отработает это перемещение в шаговом режиме рис.3. При отработке последнего интервала выходной сигнал потенциометра будет равен нулю (U_вых=0) и система (рука-стакан) могут возвращаться в первоначальное положение.
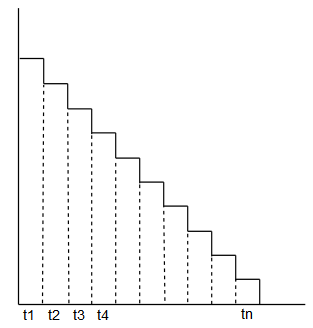
Рисунок 3 – Диаграмма работы логического переключающего устройства (ЛПУ).
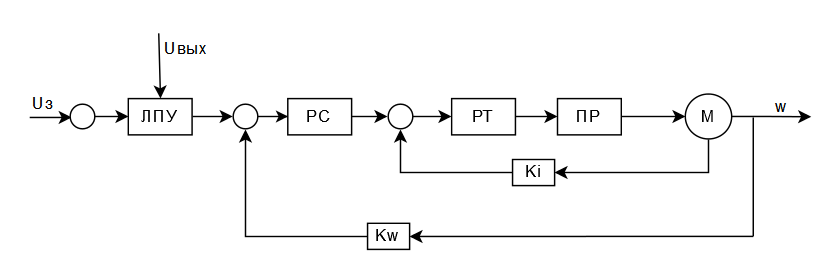
Рисунок 4 – Принципиальная схема электропривода для реализации пошаговых перемещений.
Типовая структура системы электропривода на постоянном токе приведена на рис.4, а соответствующая ей схема модели дана на рис.5.
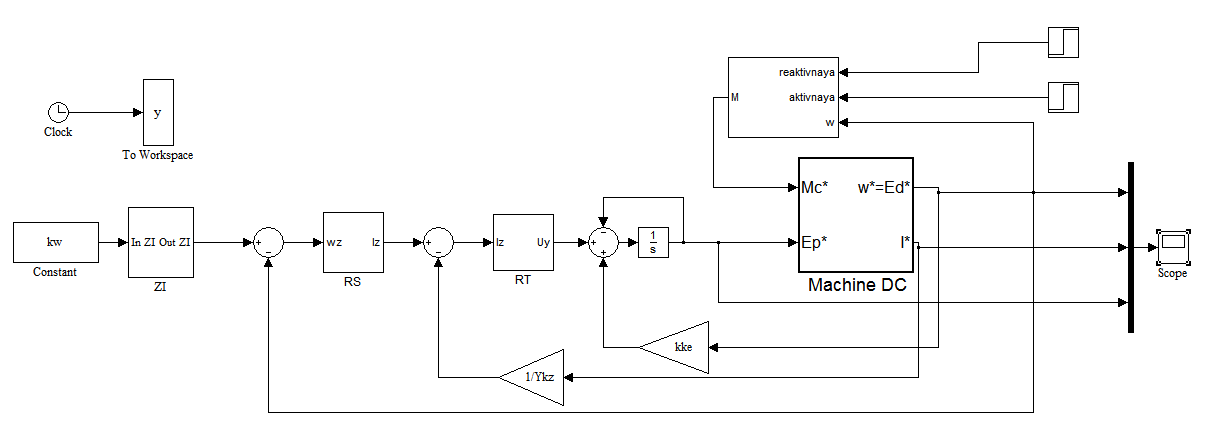
Рисунок 5 – Рисунок 4 – Математическая модель привода перемещения руки манипулятор.
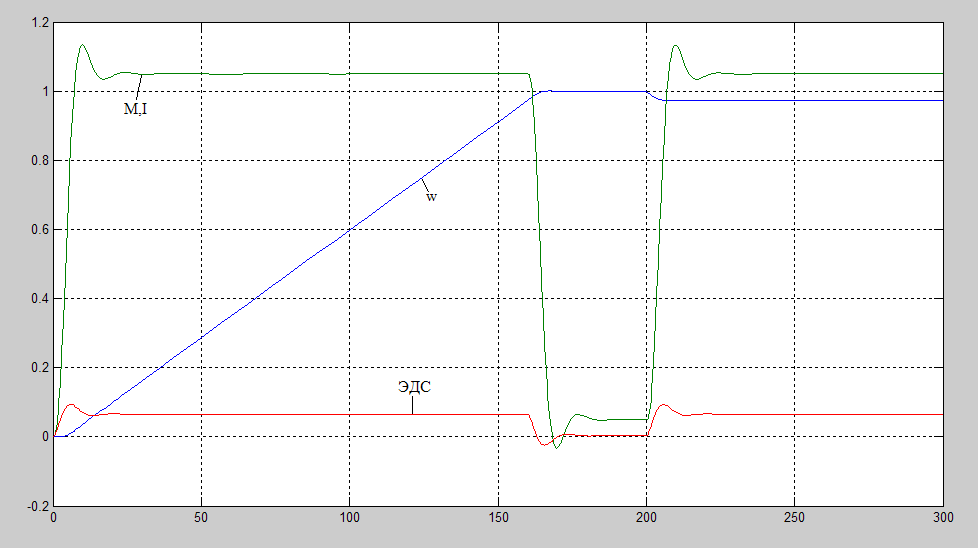
Рисунок 6 – Характер изменения тока(I), момента(M), скорости(w) и ЭДС при активной нагрузке.
Библиографический список
- Еронько С.П. Совершенствование системы быстрой смены погружных стаканов для серийной разливки стали на слябовых МНЛЗ / С.П. Еронько, А.Л. Сотников, М.Ю. Ткачев // Журнал «Металлургические процессы и оборудование». – 2012. – №3(30). – С. 26-38.
- Патент 96891 Україна, В22D41/56, В22D11/106. Маніпулятор для заміни занурювального стакана на слябовій машині безперервного лиття заготовок / С.П. Єронько, М.Ю. Ткачов, К.В. Дубойський; Донец. нац. техн. ун-т. – №2010155511; заявлено 23.12.2010; опубл. 12.12.2011, бюл. №23. – 5 с.