Общая постановка проблемы.
Технологический процесс (ТП) сушки
гранулированных смесей осуществляется в сушилке вибрационной
конвективной (СВК), предназначенной для сушки (охлаждения) сыпучих,
зернистых и порошкообразных материалов, не склонных к налипанию, с
размером частиц от 0,05 до 25 мм в виброкипящем слое. В условиях ОАО
Теплосмесь
г. Донецка не решена задача автоматизации вышеназванного
процесса. Технологическая схема сушки настроена на незначительные
изменения по расходу, начальной влажности и дисперсионному составу частиц гранулированных смесей. Остаточная влажность гранулированных смесей регулируется вручную за счет изменения расхода газа в соотношении с расходом воздуха. В наличии есть технические средства, позволяющие
измерить следующие технологические параметры: давление теплоносителя
перфорированным листом, кПа; температура теплоносителя, °С; температура на материале в СВК, °С; температура отходящих газов, °С; скорость движения ленты, м/с; расход теплоносителя, м3/час; расход отходящих газов, м3/час.
Принцип работы.
Таким образом, решение задачи автоматизации ТП сушки гранулированных смесей в условиях данного предприятия является актуальной. Особенность управления процессом сушки состоит в том, что влажность получаемого продукта определяется не непосредственно, а косвенно, по температуре отходящих из сушилки газов. Схема процесса сушки, как объекта управления, с точки зрения основных материальных потоков и их информационных переменных, представлена на рис 1.
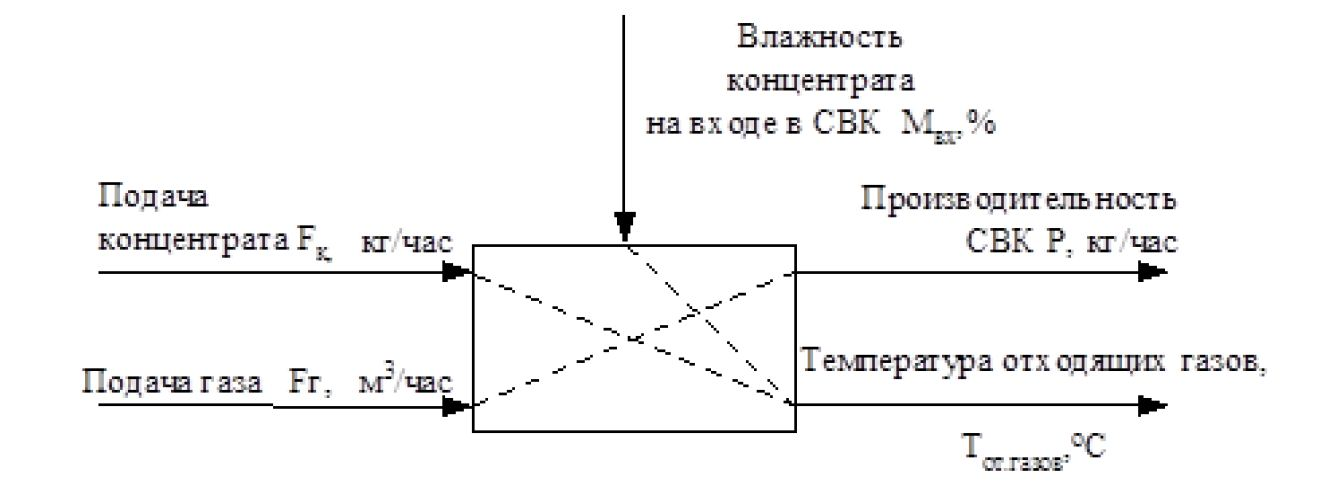
Рисунок 1 – Схема анализа процесса сушки гранулированных смесей, как объекта управления
Из множества, влияющих на температуру отходящих газов факторов, можно выделить подачу газа в сушилку и скорость загрузки сушилки. Скорость загрузки концентрата в сушилку является возмущением, а подача газа – управляющим воздействием. Изменение влажности подаваемого в печь концентрата является неконтролируемым возмущающим фактором. Уточненной целью данной публикации является анализ динамики системы автоматического слежения и стабилизации температуры газов, отходящих из сушилки с учетом ограничений на ее производительность и конструктивные особенности исполнительного механизма электрического оборотного (МЭО). Поскольку исследуемая система определяет качество гранулированных смесей, следует выбрать двухконтурную структуру системы с принципом подчиненного регулирования, широко применяющуюся в промышленности [1].
Внешний контур – регулятор температуры отходящих газов, а внутренний – регулятор соотношения газ-воздух. Температура отходящих газов для рассматриваемого технологического процесса сушки гранулированных смесей определена на основе проведенных исследований и опыте эксплуатации и составляет 70° С. Схема моделирования двухконтурной системы приведена на рис.2.
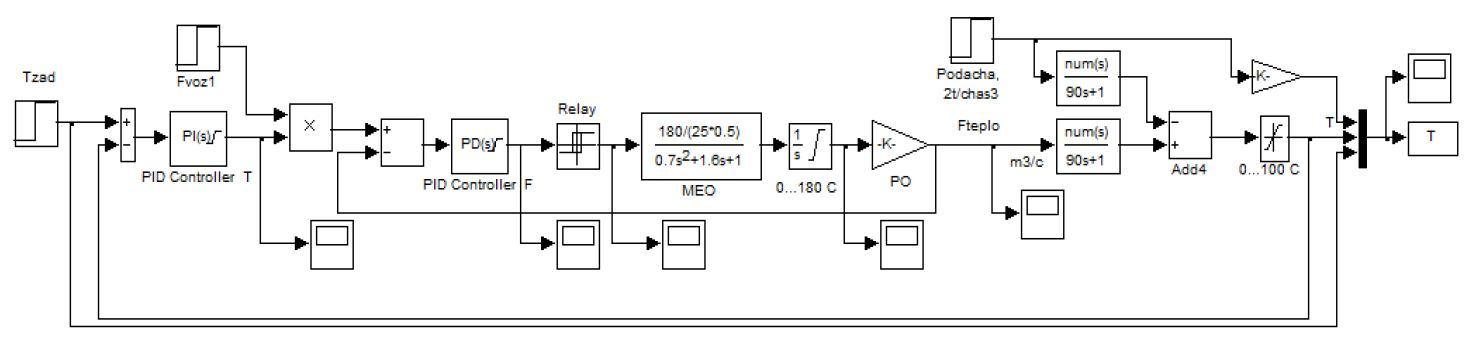
Рисунок 2 – Схема моделирования САУ сушки гранулированных смесей
Введение традиционных ПИ и ПД – регуляторов привело к положительным результатам, во внутреннем контуре выбран ПД – закон регулирования для компенсации вредного влияния интегратора, описывающего модель угла поворота заслонки. Поскольку САУ температуры отходящих газов предназначена для решения задачи стабилизации, ее оптимизация была проведена для номинальной производительности, составляющей 60% от максимальной ее величины, которая равна 3 т/час. Интерес вызывает поведение САУ при других значениях скорости подачи в сушилку смеси. Переходные характеристики САУ при увеличении загрузки печи на 300 кг/час приведены на верхнем рисунке 3.
Однако при минимальной загрузке сушилки 0,5 т/час САУ теряет устойчивость, но продолжает осуществлять слежение и стабилизацию температуры отходящих газов. Переходные характеристики работы трехпозиционного переключателя МЭО и угла поворота заслонки при производительности 0,5 т/час с семнадцатой по тридцатую минуты показаны на нижнем рисунке 3. В момент времени 30 мин. производительность сушки возрастает до номинальной. Такое поведение САУ объясняется тем, что при малых загрузках сушилки дифференциальный коэффициент усиления повышается, что и приводит к потере устойчивости. Уменьшение вдвое коэффициента усиления ПД-регулятора позволяет устранить автоколебания в САУ во всем диапазоне изменения производительности печи. Однако это приводит одновременно к некоторому увеличению ошибок регулирования.
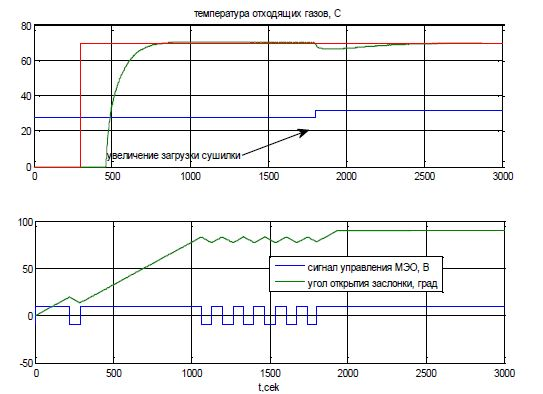
Рисунок 2 – Схема моделирования САУ сушки гранулированных смесей
Список использованной литературы
1. Ким Д. П. Теория автоматического управления. Т.2. Многомерные, нелинейные, оптимальные и адаптивные системы: Учеб. Пособие. – М.: ФИЗМАТЛИТ, 2004. – C. 464.