
Abstract
Содержание
- Introduction
- 1 Relevance of the topic and task
- 2 Development of a mathematical model and simulation system
- Conclusion
- References
Introduction
Currently, large-scale and mass production of products used for painting equipment complexes, including units of surface preparation for painting, coloring chamber and drying the combined vehicles. Equipment for such complexes in each case must meet a number of conditions that are specific to these products and the enterprise (size and weight of products to be painted, the release program, the brand of paints, availability of production space for the equipment, the type of energy used).
The processing details are allocated harmful toxic substances. Similar work is done by hand, and that the staff are not adversely affected, in closed chambers must install powerful ventilation with automatic heating and air filtration. To improve the reliability of the ad hoc chamber must be the introduction of modern automation tools that can effectively manage the process with the use of instrumentation and actuators, which have the possibility of introducing a modern management system.
1 Relevance of the topic and task
Under the drying of paints understand polymerization process (the transition of the film from a liquid state to a glassy) with fixation of the required technological, physical, mechanical and barrier properties. Dryers are intended for the final or pre-drying of different workpieces, different colored paints and varnishes. Camera type selected individually to suit the task and depends on the required capacity, types of products and the use of paints and varnishes (Fig. 1).
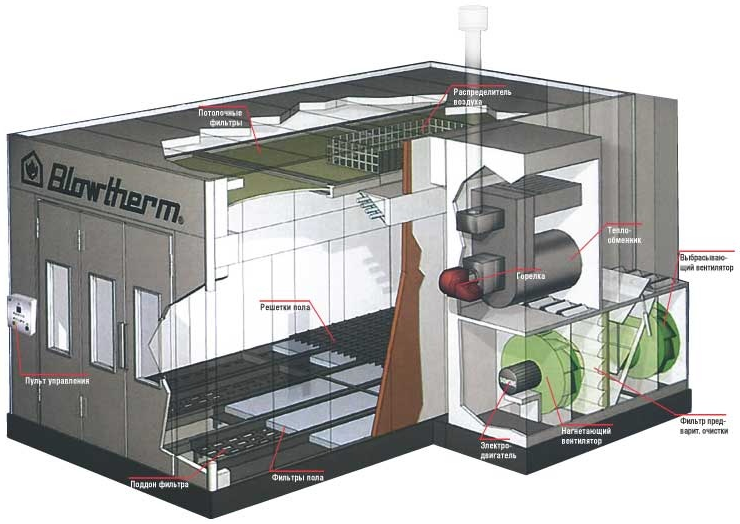
Fig 1 – The appearance of the camera
An important stage in the development of the automatic control system is a chamber analysis as the automatic control of the object [3].
In principle, the management of supply and exhaust ventilation and temperature control in the chamber is described as follows. Three types of variables that represent physical quantities of technological drying process:
- Adjustable (controlled) variable y - is observable variables in the implementation process must take a value within the specified limits:
- hot air temperature, °C;
- the air temperature in the chamber, °C;
- the concentration of carbon monoxide ССО,%;
- oxygen concentration in the combustion products СО2,%.
- Control variables u - are variables that are manipulated to keep the controlled variables within the allowable region when changing process conditions:
- fuel consumption Fтоп, м3/hour;
- supply and exhaust fan speed и, обор/min;
- the degree of opening of the ventilation flaps и , degrees.
- Disturbing variables f - is measured and unmeasured variables that are not regulated in the management process, but will affect the value of the controlled variables:
- ambient temperature Тvozd,°C;
- the degree of contamination of air filters, N;
- no camera leaks, K.
Camera for machining can be represented as a controlled object, control the perturbing variable (Fig. 2).
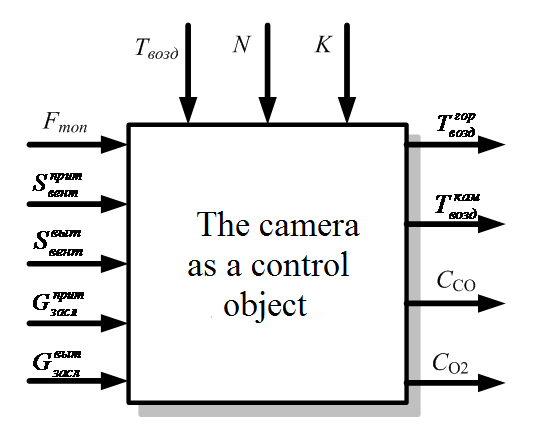
Fig. 2 – The camera as a control object
2 Development of a mathematical model and simulation system
In developed ACS will use the principle of management with feedback. The control circuit with feedback is most prevalent in practice [5]. This is due to the simplicity of its implementation [4].
In accordance with this principle, the control system observes the object is influenced by disturbing factors. As a result, the behavior of the object there are deviations. The control system monitors observed parameters (variables) based on observations and generates control algorithm. The peculiarity of this principle is that the control system begins to operate on the object only after the deflection fact already consummated.
The control systems of feedback can be defined as information communication, by means of which the control portion is supplied to the control implications of the information objects, ie information about the new state of the object, which appeared under the influence of the control actions.Fig. 3 is a block diagram of ACS painting and drying chamber type GL3.
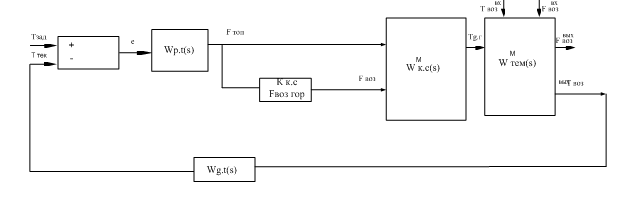
Fig 3 – Block diagram of ACS painting and drying chamber type GL3
Technological process of heating the air supplied to the painting and drying chamber is held in two series-connected devices:
- a combustion chamber in which fuel combustion process flows;
- a heat exchanger, in which the flue gases heat the air.
The combustion chamber is described by a mathematical model, which is the entrance - consumption Ftop(t) and the fuel temperature Тtop(t), consumption Fvozd1(t) and combustion air temperature Тvozd1(t), and the output - consumption Fпр(t) and temperature Тпр(t) combustion products.
In industry, PID - the regulator relates to the most widespread type of regulators. The reasons for such a high popularity is the simplicity of construction and industrial applications, functioning clarity, suitability to solve most practical problems [1].
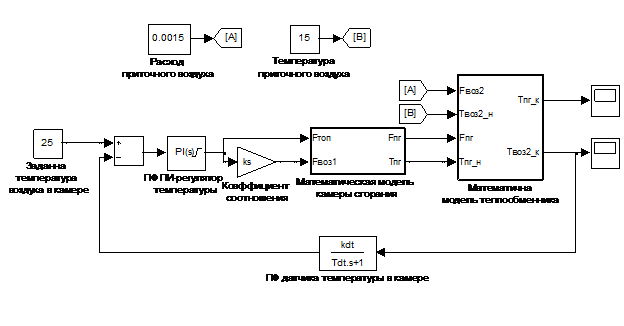
Fig 4 – The scheme of automatic control system of temperature control simulation in Simulink
Fig 5 Fuel consumption graph and schedule air temperature at the inlet and outlet of the heat exchanger
(animation: volume - 64 KB; number of frames - 2; with the number of cycles of repetition - 5)Conclusion
It was found that in the choice of method and coatings drying modes take into account the following factors: the applied paint material; characteristic painted electric apparatus and their parts; technological limitations on the temperature conditions, performance and so on. n.
The Chambers for thermal, mechanical and chemical processing components include: exhaust and supply ventilation, heating, lighting and extinguishing.
Analysis of existing automation solutions cameras for thermal, mechanical and chemical treatment of parts leads to the conclusion that the cost of such systems significantly overstated due to their construction used imported components. Although the market there are similar analogues of domestic manufacturers of automation that have similar functionality. The basic variables affecting the process of drying of parts allowing for the convective drying method.
References
- Денисенко В. В. ПИД-регуляторы: вопросы реализации. Ч. 1,2 / В. В. Денисенко // СТА. – 2007. – №4. – С. 86–97.
- Денисенко В. В. ПИД-регуляторы: принципы построения и модификации. Часть 1,2 / В. В. Денисенко // СТА. – 2006. – №4. – С. 66–74.
- Дорф Р., Бишоп Р. Современные системы управления: Пер. с англ. Б. И. Копылова. – М.: Лаборатория Базовых Знаний, 2004. – 832 с.
- Сердюк Ю. А. Сетевые технологии как составная часть интегрированных систем управления промышленных предприятий / Ю. А. Сердюк, А. В. Ловейкин // Промышленные измерения, контроль, автоматизация, диагностика. – 2003. – №3–4. – С. 10–13.
- Филлипс Ч. Системы управления с обратной связью / Ч. Филлипс, Р. Харбор. – М.: Лаборатория базовых знаний, 2001. – 616 с.
- Чен К. MATLAB в математических исследованиях [пер. с англ.] / Чен К., Джиблин П., Ирвинг А. – М.: Мир, 2001. – 346 с.
- Штейнберг Ш. Е. Адаптация стандартных регуляторов к условиям эксплуатации в промышленных системах регулирования / Ш. Е. Штейнберг, И. Е. Залуцкий // Промышленные АСУ и контроллеры. – 2003. – №4. – С. 11–14.