
Реферат за темою випускної роботи
Зміст
- Вступ
- 1. Актуальність теми
- 2. Мета і задачі дослідження та заплановані результати
- 3. Аналітичний огляд роботи по формозміні розкату в плані при прокатці в горизонтальних валках
- 3.1 Формозміна заготовок з вихідною прямокутною формою в плані
- 3.2 Формозміна розкатів з прямокутною формою в плані
- 4. Методика розрахунку форми розкату в плані
- Висновки
- Перелік посилань
Вступ
Робота підприємств в умовах ринкової економіки, велика питома вага вартості енергії, сировини і матеріалів в структурі формування собівартості, висувають на перший план завдання економного використання цих ресурсів. У металургії велика частина відходів утворюється на завершальній стадії - в прокатному виробництві, де собівартість металу є найбільш високою. На Україні для виробництва товстолистової сталі дуже актуальні проблема зниження відходів металу та інших техніко-економічних показників шляхом максимально можливої модернізації і реконструкції діючих ТЛС, розробки нових удосконалених технологій прокатки. Одним з основних показників ефективності виробництва листів є питома витрата металу, який залежить від декількох факторів. Особливий вплив на питому витрату металу роблять відходи металу з бічною і торцевою обрізю, що залежать від форми одержуваних розкатів. Виконано в ДонНДІчормет дослідження показали, що в середньому 85% відходів і втрат металу складає бічна і торцева обрізь [1]. Отже, пошуки і розробка нових шляхів зниження витрати металу в обрізь є актуальним завданням листопрокатного виробництва. Дана робота спрямована на освоєння методики розрахунку форми розкату в плані.
1. Актуальність теми
Рівень виробництва листового прокату побічно визначає ступінь промислового розвитку країни в цілому. У розвинених країнах частка виробництва листового прокату перевищує 60% від загального виробництва прокату. Найважливішою складовою сортаменту листового прокату є товсті листи (товщина 4 мм і більше).
Чорна металургія України характеризується підвищеними витратами енергетичних і матеріальних ресурсів, в тому числі і на виробництво прокату. Особливо це актуально для листового прокату, так як його частка за останні десятиліття в загальному обсязі металлопродукцції безперервно зростає.
Середній видатковий коефіцієнт металу на товстолистових станах в країнах з сучасними технологіями прокатки знаходиться на рівні 1175 кг / т, а в Японії на станах 5500-1085 кг / т. Тоді як на реверсивних товстолистових станах України видатковий коефіцієнт знаходиться в межах 1180-1285 кг / т.
Скорочення витрат металу при прокатці товстих листів досягають в більшості випадків зниженням кінцевої і бічної обрізі шляхом управління формою розкатів в плані на етапі чорнової прокатки. Існуючі на сьогоднішній день керуючі способи прокатки на підприємствах України не реалізовані. Тому існує актуальна науково-технічна задача обґрунтування раціональних параметрів профілювання широких граней і форми розкатів в плані при прокатці товстих листів з метою зменшення витрати металу в обрізь.
2. Мета і задачі дослідження та заплановані результати
Метою роботи є обгрунтування раціональних параметрів профілювання широких граней і форми розкатів в плані при прокатці товстих листів, що дозволяють зменшити витрату металу в обрізь за рахунок наближення форми готових листових розкатів в плані до прямокутної, і створення нових металлосберегаючих способів прокатки.
Основні задачі дослідження:
- Дослідити процеси формозміни розкатів в плані при прокатці в горизонтальних валках на етапі чорнової прокатки з використанням різних способів профілювання широких граней.
- Дослідження формозміни увігнутого і звуженого торця розкату при заповненні металом осередку деформації.
- Розробити залежності для розрахунку параметрів формозміни розкатів в плані при профільованій прокатці, що враховують всі найбільш значущі фактори прокатки в реальних діапазонах зміни відповідних для більшості існуючих товстолистових станів.
Об'єкт дослідження: процес формозміни розкатів з прямокутним контуром поперечного перерізу і формою в плані при виробництві товстолистового прокату
Предмет дослідження: Формозміна кінців розкату в плані на етапі чорнової прокатки товстих листів з профілюванням широких граней. Математична модель процесу формозміни розкатів в плані, способи прокатки товстих листів.
3. Аналітичний огляд роботи по формозміні розкату в плані при прокатці в горизонтальних валках
3.1 Формозміна заготовок з вихідною прямокутною формою в плані
Оскільки прямокутну форму в плані може мати тільки вихідна заготовка, розглянемо роботи присвячені формозміні таких заготовок за один прохід.
Аналізу процеса формозміни розкатів при прокатці в горизонтальних валках присвячений ряд робіт [1-14]. Основним фактором, що визначає форму розкату в плані при прокатці в циліндричних горизонтальних валках, є нерівномірність деформації по довжині і ширині розкату, обумовлена дією закону «найменшого опору».
В роботах І.М. Павлова [1, 2] вперше описано «веєреобразне» розширення кінців прокатуємої полоси, дано якісне пояснення цьому явищу на основі теорії « жорстких кінців » і закону « найменшого опору ».
Г.Є. Аркуліс [3, 4], досліджуючи мінімальну довжину « жорстких кінців », показав відмінність формозміни в передній і задній зонах несталого процесу. Аналітичні засоби визначення величини в розподілі «веєрообразного » розширення ще мало розроблені. В роботі [5] зроблена спроба на основі методики А.І. Целікова [6] та А.І. Гришкова [7] розрахувати розширення кінців розкату при одноразовому його стисненні.
Умовно прийнято, що кінець початкової стадії несталого процесу прокатки збігається з моментом проходження переднього кінця смуги через лінії центрів.
В роботі [8] встановлено, що процес розширення кінців розкату « згасає » у міру зменшення товщини розкату і на певній стадії прокатки зовсім зникає. Однак залежності для розрахунку розширення в роботі не наведено.
В роботі [9] отримані рівняння для визначення параметрів форми розкатів. Однак опис контуру нерівних кінців виражено по колу, що не завжди відповідає дійсності.
В роботі [10] наведена методика розрахунку стріл опуклості переднього і заднього кінців листового розкату при прокатці товстих листів з слябів, заснована на відомих гіпотезах теорії прокатки. Величина опуклості визначається різною витяжкою поздовжньої осі розкату і його бічних граней. З використанням закону найменшого опору і аналітичних залежностей для площ зон розширення, що прилягає до зон відставання і випередження [11], автор отримав вираження для визначення витяжки по краях гуркоту в залежності від коефіцієнта обтиску.
Як параметри форми розкату в плані після обтиску прямокутного сляба в ГВ найчастіше приймають: стріли опуклостей-кінців, їх розширення (додаткові локальні розширення) і дуже рідко довжину розширених ділянок.
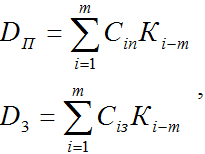
В роботі[12] параметри форми розкатів в плані визначаються в залежності від критеріїв прокатки:
де ![]() - параметри форми переднього (заднього) кінця розкату (вихідного прямокутного сляба після одного проходу в горизонтальних валках);
- параметри форми переднього (заднього) кінця розкату (вихідного прямокутного сляба після одного проходу в горизонтальних валках);
![]() - коэффіцієнти
- коэффіцієнти
Запропонована залежність (1) не враховує вплив температури металу, умови на контакті метал - валки, реологічні характеристики стали.
3.2 Формозміна розкатів з прямокутною формою в плані
У літературі зазначено багато робіт, в яких наведені емпіричні залежності для розрахунку деяких параметрів форми кінців розкату після обтиску сляба в ГВ. У багатьох з них наведені залежності для визначення стріл опуклості або увігнутості кінців в функції від коефіцієнтів першої, другої (частіше від їх відносини), а в деяких і від третьої витяжок, що характеризують відповідно протяжку, розбивку ширини і поздовжнє прокатку на задану товщину[13-21].
Вплив на разноширінність товстолистових розкатів дробності деформації було встановлено в роботі [13], а в роботі [22] В.М. Клименко, Є.Л. Філіппов та ін. отримали для умов товстолистового стану 3600 формулу, в структуру якої ввели поправочні коефіцієнти, що враховують відношення фактичного середнього обтиску до базового на кожному етапі прокатки.
Ряд рабіт присвячений математичним описами форми розкатів в плані[23-26]. Залежності, які отримали автори для розрахунку окремих елементів контуру листового розкату, або взагалі не включають параметри прокатки [25], або включають сумарну витяжку по етапах, або по всіх етапах прокатки. У зв'язку з цим запропоновані математичні моделі не мають практичної цінності, оскільки не можуть виконувати функцію прогнозування і бути використані в алгоритмах управління.
М.І.Чернер та А.П.Воропаєв запропонували параметри форми торців розкату при прокатці на ТЛС наближено розраховувати по залежностям[20]:
 (2)
(2)де ![]() - стріла кривизни переднього и заднього кінця;
- стріла кривизни переднього и заднього кінця;
![]() – ширина полоси в і-тому проході переднього, заднього кінця;
– ширина полоси в і-тому проході переднього, заднього кінця;
![]() – коефіцієнт, який враховує вплив на сумарну витяжку полос коефіцієнта витяжки розкату, розташування полос на кінцях розкатів і напрямок прокатки розкату.
– коефіцієнт, який враховує вплив на сумарну витяжку полос коефіцієнта витяжки розкату, розташування полос на кінцях розкатів і напрямок прокатки розкату.
Недоліком роботи [20] є те, що на параметри форми кінців розкату не враховано вплив відносини ширини до товщини розкату, а також відношення діаметра до товщини по проходах. Чи не досліджені розширення і довжина розширених ділянок кінців розкату по проходах.
В роботах [26, 27]описаний метод дослідження і математичний опис параметрів формозміни кінців листового розкату в плані в динаміці по проходах в горизонтальних валках, засноване на використанні рекурентного виразу і технологічних передавальних коефіцієнтів.
Параметри форми кінців розкату після будь-якого проходу в ГВ можна визначити, застосовуючи принцип суперпозиції, як суму двох складових. Перша складова є результатом деформації зовнішньої частини кінця, друга - умовного прямокутного кінця розкату. Особливістю формозміни кінців вписаного прямокутного кінця розкату є наявність перед ними неповних жорстких зон, що зменшують нерівномірність течії металу по ширині.
Запропонований рекуррентний вираз для розрахунку параметрів форми переднього і заднього кінця розкату, яке має вигляд:
де ![]() - параметри форми переднього (п), заднього (з) кінців розкату після прокатки в ГВ (г) в i-тому проході;
- параметри форми переднього (п), заднього (з) кінців розкату після прокатки в ГВ (г) в i-тому проході;
![]() – параметр форми переднього (заднього) кінця розкату перед i-тим проходом;
– параметр форми переднього (заднього) кінця розкату перед i-тим проходом;
![]() – параметр форми переднього (заднього) кінця вписаного прямоугольного розкату після деформації в i-тому проході;
– параметр форми переднього (заднього) кінця вписаного прямоугольного розкату після деформації в i-тому проході;
![]() – параметр форми умовно вписаного прямоугольного контура після деформації в i-тому проході.
– параметр форми умовно вписаного прямоугольного контура після деформації в i-тому проході.
![]() – коефіцієнти передачі (стримування неповними жорсткими зонами зовнішнього контуру) параметрів прямокутної форми умовно вписаного прямокутного розкату в i-тому проході;
– коефіцієнти передачі (стримування неповними жорсткими зонами зовнішнього контуру) параметрів прямокутної форми умовно вписаного прямокутного розкату в i-тому проході;
Недоліком вираження (3) є те, що в ньому не враховується вплив нерівномірної деформації по ширині.
4. Методика розрахунку форми розкату в плані
Формозмінення кінців розкату при прокатці вихідного прямокутного сляба в ГВ
 (4)
(4)де: ![]()
- ![]() - розширення переднього та заднього кінців після обтиску в ГВ;
- розширення переднього та заднього кінців після обтиску в ГВ;
- ![]() - опуклість переднього і заднього торців прокату після ГВ;
- опуклість переднього і заднього торців прокату після ГВ;
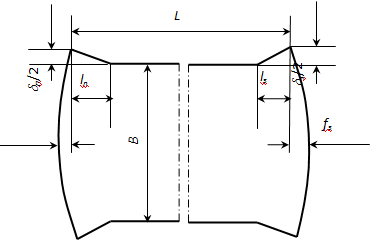
Рисунок 1 – Форма кінців розкату після обтиску вихідного прямокутного сляба в горизонтальних валках
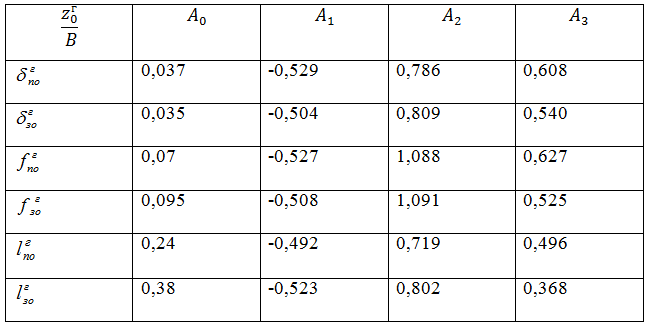
В результаті математичної обробки експериментальних даних отримав наступні значення коефіцієнтів
Таблиця 1 – значення коефіцієнтів для розрахунку форми розкату в плані
Формозміна кінців при прокатці розкатів непрямокутної форми в плані
где ![]() – параметри форми переднього (п), заднього (з) кінців розкату після прокатки в ГВ i - тому проході;
– параметри форми переднього (п), заднього (з) кінців розкату після прокатки в ГВ i - тому проході;
![]() - параметри форми переднього (заднього) кінця розкату перед і - тим проходом;
- параметри форми переднього (заднього) кінця розкату перед і - тим проходом;
![]() - коефіцієнти передачі (стримування неповними жорсткими зонами зовнішнього контуру) параметрів форми переднього (заднього) кінця вписаного прямокутного розкату в i - тому проході в ГВ;
- коефіцієнти передачі (стримування неповними жорсткими зонами зовнішнього контуру) параметрів форми переднього (заднього) кінця вписаного прямокутного розкату в i - тому проході в ГВ;
![]() - коефіцієнти передачі параметрів форми переднього (заднього) кінця зовнішнього контуру розкату в i - тому проході в ГВ;
- коефіцієнти передачі параметрів форми переднього (заднього) кінця зовнішнього контуру розкату в i - тому проході в ГВ;
![]() - параметри форми переднього (заднього) кінця вписаного прямокутного рокату після деформації в ГВ в i - тому проході.
- параметри форми переднього (заднього) кінця вписаного прямокутного рокату після деформації в ГВ в i - тому проході.
![]() - параметри форми переднього (заднього) кінця після деформації в ГВ в i - тому проході.
- параметри форми переднього (заднього) кінця після деформації в ГВ в i - тому проході.
Коефіцієнт ![]() =1, тобто розширені ділянки кінців розкату після попереднього проходу витісняються в поперечному напрямку металом з вписаного прямокутного розкату і не змінюються в поточному проході.
Коефіцієнт передачі параметрів форми переднього (заднього) кінця зовнішнього контуру розкату в i - тому проході в ГВ;
=1, тобто розширені ділянки кінців розкату після попереднього проходу витісняються в поперечному напрямку металом з вписаного прямокутного розкату і не змінюються в поточному проході.
Коефіцієнт передачі параметрів форми переднього (заднього) кінця зовнішнього контуру розкату в i - тому проході в ГВ;
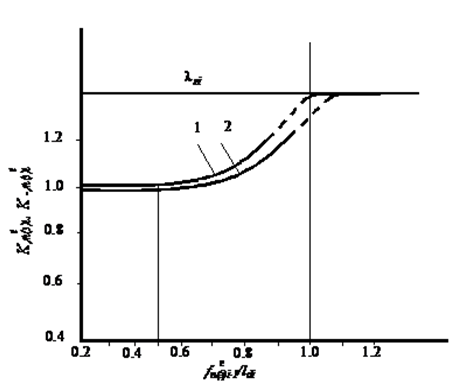
Рисунок 2 – Залежність коефіцієнтів від співвідношення
Коефіцієнти передачі (стримування неповними жорсткими зонами зовнішнього контуру) параметрів форми переднього (заднього) кінця вписаного прямокутного розкату в i - тому проході в ГВ
Прокатка в ГВ розкату з увігнутими торцями
Встановлено також, що відповідні коефіцієнти для зовнішнього контуру ![]() функціонально залежать від співвідношення
функціонально залежать від співвідношення ![]() (див.рис.3).
(див.рис.3).
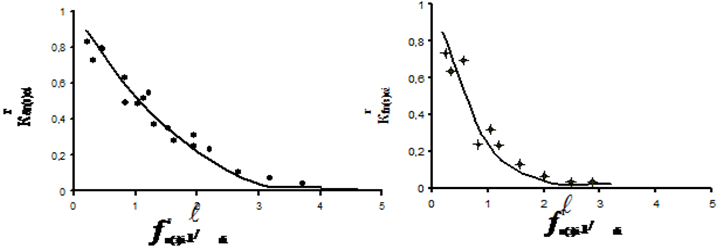
Рисунок 3 – Залежність коефіцієнтів від співвідношення
1 – розкат з випуклими торцями, 2 – розкат з увінутими торцями
Як видно на рисунку, при ![]() коэфіціент
коэфіціент ![]() =1; при
=1; при ![]() коэфіціент
коэфіціент ![]() та якщо
та якщо ![]() , то коэфіціент
, то коэфіціент ![]() лінійно збільшується
лінійно збільшується
Як і під час прокатки розкатів з опуклими торцями розширення або утяжка ширини![]() зовнішнього контуру вихідного розкату з увігнутими торцями не змінюється (тому, що між зовнішнім контуром і вписаним прямокутником відсутній метал). Тоді слід вважати
зовнішнього контуру вихідного розкату з увігнутими торцями не змінюється (тому, що між зовнішнім контуром і вписаним прямокутником відсутній метал). Тоді слід вважати ![]() =1. Розширення решт вписаного прямокутника стримується неповними зовнішніми жорсткими зонами. Так як кутові ділянки виходять на зовнішній контур, то ступінь стримування в цьому випадку буде меншою, ніж у розкаті з розширеними опуклими торцями. коефіцієнт передачі
=1. Розширення решт вписаного прямокутника стримується неповними зовнішніми жорсткими зонами. Так як кутові ділянки виходять на зовнішній контур, то ступінь стримування в цьому випадку буде меншою, ніж у розкаті з розширеними опуклими торцями. коефіцієнт передачі![]() функціонально пов'язаний з відношенням
функціонально пов'язаний з відношенням![]() .
.
Висновки
В роботі вирішена важлива науково-технічна задача по обґрунтуванню раціональних параметрів профілювання широких граней і форми розкатів в плані при прокатці товстих листів з метою зменшення витрати металу в обрізь за рахунок наближення форми готових листових розкатів в плані до прямокутної.
Основні наукові положення і практичні результати полягають в наступному.
1. З аналізу науково-технічної літератури випливає, що теоретичні і експериментальні дослідження параметрів формозміни виконані або після одноразового обтиску прямокутної в плані заготовки, або після останнього проходу на окремих етапах чорнової прокатки. Вони не враховують умови прокатки з профілюванням широких граней. Це визначає необхідність проведення подальших теоретичних і експериментальних досліджень в даній області в частині обґрунтування параметрів профілювання широких граней і форми розкатів в плані при прокатці товстих листів за новими металлосберегающих способам.
2. Встановлено, що профілюючі обтиски на проміжних стадіях чорнової прокатки мають більшу ефективність, ніж на перших стадіях, коли товщина і коефіцієнт витяжки розкату на етапі, наступного після профілювання товщини розкату по його довжині більше, а відношення довжини розкату до товщини перед профілюючим проходом менше. При цьому ефект від профілювання за відомим і новому способам прокатки приблизно однаковий, проте значення профілюючих обтиснень по новому способу менше в 2-10 разів.
Для реалізації нових способів прокатки з профілюванням широких граней (без зниження їх ефективності стосовно відомих способів прокатки) можуть бути використані гідравлічні натискні пристрої з більш низькими вимогами до їх характеристик: максимальний хід плунжера гідроциліндра 50-60 мм, швидкість обтиску 40-60 мм / с і прискорення не нижче 400-600 мм / с2
3. Отримав подальший розвиток метод розрахунку параметрів формозміни кінців розкатів в плані по проходах за рахунок урахування в рекуррентному вираженні складових параметрів формозміни з нерівномірним обтиском по ширині. Вираз дозволяє розраховувати параметри форми кінців розкатів в умовах профілюючої прокатки по проходах з урахуванням кантовок і реверсів.
Перелік посилань
- Павлов И.М. Теория прокатки. – М.: Металлургиздат, 1950.-610 с.
- Павлов И.М. К теории жестких концов // Сталь.- 1952. - № .-с.45-52
- Аркулис Г.Э. О неравномерности деформации по длине полосы в связи с минимальной длиной жестких концов // Сб. научных трудов. – М.: Металлургиздат. – 1952.- с.84-101.
- Аркулис Г.Э., Бояршинов М.И. О теории «жестких концов» и понятии целостности тела // Сб. научных трудов Магнитогорского горно - металлургического института. – Магнитогорск: МГМИ.-1957.-с.54-68
- Скороходов П.Е., Денисов П.И. К расчету веерообразного уширения при прокатке широких листов // Теория и технология прокатки: Тр. УПИ, ЧПИ, МГМИ. – Свердловск: УПИ. – 1967. - №162. – с.45-47
- Целиков А.И. Влияние внешних зон на уширение и распределение скоростей и напряжений по ширине прокатываемой полосы // Проблемы металлургии. – М.: Металлургиздат. – 1953. – с. 392-406.
- Гришков А.И. Некоторые вопросы теории уширения при прокатке в гладких валках // Прокатные станы и технология прокатки: Сб. статей МВТУ им. Баумана. – М.: Машгиз. – 1957. - №60. – с.98-101
- Воропаев А.П. Исследование и совершенствование способов улучшения формы раскатов толстолистовой стали. Дис. …канд.техн.наук. – М.1978. – 137с.
- Агишев Л.А., Гиндин А.Ш., Шавкун В.В. Влияние параметров прокатки на формообразование толстых листов // Сталь. – 1973. - №3. - с.252-253.
- Мелешко А.М. Особенности деформации металла при неустановившемся процессе прокатки // Обработка металлов давлением: Сб. тр. УкрНИИмет. – М.:Металлургия. – 1969. - №14. – с. 61-66.
- Савченко А.М., Змиевский Г.Е. Определение вытяжки боковых граней листового раската // Изв. Вуз. Черная металлургия. – 1981. - №12. – с. 46-48.
- Старченко Д.И. // Производство и обработка стали: Сб. Тр. ЖдМИ. - Харьков.: Металлургиздат. – 1960. – вып.4. – с.135-155.
- Руденко Е. А. Математическая модель формоизменения раската в плане при прокатке в черновой горизонтальной клети толстолистового стана // Совершенствование процессов и оборудования обработки давлением в металлургии и машиностроении: Сб. науч. Тр. – Вып. 2. – Краматорск, 1996. – с.166-171.
- Зависимость разноширинности раската от основных технологических факторов при прокатке толстых листов / А.А. Будаква, В.Г. Антипенко, Р.Ж. Азизов и др. // Производство толстолистовой стали: Темат. отрасл. сб. – М.: Металлургия. – 1977. - №1. – с.63-69.
- Бровман М.Я., Зеличенок Б.Ю., Герцев А.И. Усовершенствование технологии прокатки толстых листов, - М.: Металлургия, 1969. – с.256-264
- Балон Д.И., Гагаринов Н.И., Малега Т.И. Исследование разноширинности листов на толстолистовом стане 2850 // Производство толстолистовой стали: Темат. отрасл. сб. – М.: Металлургтя. – 1981. - №5. – с.50-54.
- Клименко В.М., Филипов Э.Л., Юрченко Ю.И. Исследование влияния третьей вытяжки на формоизменения толстых листов // Производство толстолистовой стали: Темат. отрасл. сб. – М.: Металлургия. – 1981. - №5. – с. 40-44.
- Исследование формы раскатов на стане 2300 ДМЗ / Г.Н. Шмаков, Р.Ж. Азизов, А.И. Завражный и др. // Теория и технология производства толстого листа: Темат. отрасл. сб. – М.: Металлургия. – 1986. – с.68-74.
- Юрченко Ю.И. Разработка, исследование и совершенствование режимов деформирования с целью повышения эффективности процесса прокатки толстых листов: Дис…канд. техн. наук: 05.16.05. – Донецк, 1980. – с.218-226
- Исследование влияния вытяжек в различных этапах прокатки на разноширинность подката / Э.Л. Филиппов, Ю.И. Юрченко, В.М. Клименко и др. // Изв. вуз. Черная металлургия. – 1987. - №4. – с. 72-74.
- Чернер М.И., Воропаев А.П., Хорошилов Н.М. Исследование закономерностей формоизменения раскатов при прокатке толстых листов // Сталь. – 1978. - №8. – с. 26-28.
- Исследование зависимости выпуклости по ширине раскатов стана 2800 от основных параметров прокатки/В.М. Данько, А.И. Герцев, Н.М. Хорошилов и др. // Прокатка и термообработка толстого листа: Темат. отрасл. сб. – М.: Металлургия. – 1986. – с. 41-45.
- Зависимость разноширинности толстых листов от дробности деформации / В.М. Клименко, Э.Л. Филипов и др. // Теория и технология производства толстого листа: Темат. отрасл. сб. – М.: Металлургия. – 1986. – с. 30-35.
- Математическое моделирование формоизменения толстого листа в плане при прокатке на стане 5000 / В.А Обручев, И.М. Гриднев, В.П.Полухин и др. // Снижение материальных и энергетических затрат при производстве листовой стали: Сб. статей. – М.: Металлургия. -1990. – с.41-45.
- Описание формы раскатов в плане при прокатке толстых листов / Ю.В. Колновалов, Ю.В. Фурман, В.Г. Носов и др. // Прокатка и термообработка толстого листа: Темат. отрасл. сб. – М.: Металлургия. – 1984. – с.9-12.
- Математическое моделирование формы раскатов для оценки схем прокатки и разработки рекомендаций по их совершенствованию /Н.Н. Попов, Н.И. Великий, Н.И. Мирская и др. // Теория и технология производства толстого листа: Темат. отрасл. сб. – М.: Металлургия. – 1986. – с.110-115.
- Руденко Е. А. Математическая модель формоизменения раската в плане при прокатке в черновой горизонтальной клети толстолистового стана // Совершенствование процессов и оборудования обработки давлением в металлургии и машиностроении: Сб. науч. Тр. – Вып. 4. – Краматорск, 1998. – с.167-172.
- Руденко Е.А. Исследование динамики изменения формы концов листового раската в плане при прокатке в горизонтальных валках // Наукові праці ДонНТУ. Металургія. Випуск 66. – Донецьк, ДонНТУ, 2003. – с 57-61.