Agarkov Andrey Aleksandrovich





Content
Introduction
The stationary system together with the software collects, processes, stores and evaluates all measurement results. Its application also provides multifunctional monitoring and comprehensive diagnostics of the technical condition of the main rolling equipment. In the foreign market, a number of analogous systems are currently being proposed, using various methods for assessing the technical state of mechanisms.[1]
Relevance of the topic
One of the stages of using technical diagnostic tools for monitoring the actual state of mechanical equipment is the use of stationary systems [1 ... 5]. Providing continuous monitoring of the technical state of the mechanisms, obtaining data on vibration parameters at points inaccessible for measurement during the process are the main functions of stationary vibration monitoring systems. Along with energy, these systems are increasingly used to diagnose metallurgical machines.
Purpose and objectives of the study
The aim is to develop a system of stationary diagnostics for the operation of gear stands and reducers for the main drives of mill stands. The system should allow an objective assessment of the technical condition of the bearings of the liquid friction of reducers and gear stands, determine the most probable causes of certain deviations in operation, and predict and prevent failures in the operation of equipment.
Review of research and development
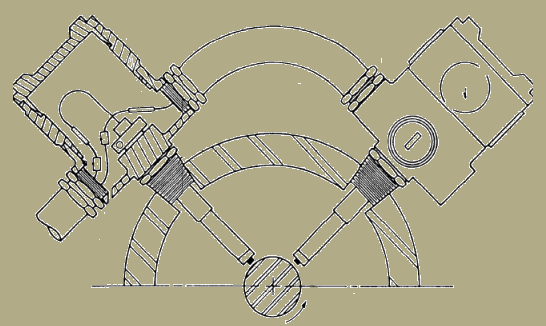
One of the first mechanical alarms for an unacceptable level of vibration was a coin placed on an edge. Installation of the movable element on the elastic element made it possible to provide signaling about high vibration parameters. The vibration parameters affect the force when the involute of the gear profile is engaged, shown in Fig. 1.
Drawing 1 – Gear involute involute (animation: 30 frames, repetition cycles - infinite, size 137 KB)
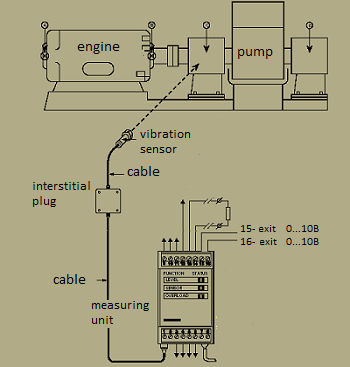
In some constructions of mechanisms, elements with a resonance frequency corresponding to the frequency of the most probable damage are used as signaling devices. The use of proximeters and piezo-electric sensors in the measurement of vibration parameters made it possible to create single-channel analog systems of vibration protection. Single-channel electronic vibration switches perform a warning of increasing one or more vibration parameters to a dangerous (predetermined) level. The monitored parameter in such systems is: RMS vibration velocity (draw.1), peak value of vibration displacement (draw.2), RMS vibration acceleration, rolling bearings condition parameters. The warning signal is given after the implementation of a certain number of exceedances of a given level, audible or visual alarm is activated, the equipment can be forcibly stopped.

Drawing 2 – Measuring unit VIBROCONTROL 868
Drawing 3 – Installation of proximeters for shaft movement control
A typical configuration of a single-channel protection system includes one or two sensors and an electronic module (the VIBROCONTROL 1000 system, the VIBROCONTROL 1100 system, etc.)[2] .
The signal from the sensor is converted into a monitoring parameter, the device compares the measured value with the set limits and, if necessary, turns on the external control relay. It is possible to configure two alarm limits. The adjustable delay time of the relay prevents false alarms. It is possible to use sensors to measure absolute or relative vibration, control the axial position of the shaft. Reliability of work depends on the quality of maintenance of switching equipment, metrological support of sensors and the intensity of information use.(draw.3)
Drawing 4 – Single-channel monitoring system
While simultaneously controlling several complementary parameters, a block principle based on a single element base and design solution is used. This construction is most typical for rotor-type mechanisms. Controlled diagnostic parameters: vibration parameters of bearing housings, shaft runout, shaft orbit, rotation speed, temperature of lubricant. Signaling system of the built-in control assumes participation of the operator and additional spectral analysis for exact statement of the diagnosis. Measuring units are independent of each other. Each unit is individually programmed. The measuring and signaling blocks compare the measured values with the programmed ones. Based on this comparison, a color code of the status is output (green, yellow, red) and an alarm is generated to turn on external alarm devices or turn off the mechanism.[3]
If the number of points increases, their control is monotonous and is performed according to a certain program, the most suitable is the connection of the measuring system (sensors, communication lines, preamplifiers), commutation (intermediate communication units) and computer (personal computer) systems. Almost all systems of vibration control are built on this system.
The system consists of sensors installed on the monitored equipment nodes, connected by cable routes with switching units, installed, as a rule, in the immediate vicinity of the monitored equipment. The switching unit includes a single-board computer, hardware switching and digital signal processing, as well as software for measuring, determining the technical state and selecting the priority of polling the monitored node depending on the technical condition.[4]
The information from switching units via the local industrial Ethernet network is fed to the central computer, which is located in the operator's premises. The computer performs the functions of displaying and storing diagnostic information, forecasting the technical condition of the monitored nodes, monitoring the state of the measuring paths, internal and external networks, creating reports and performing the tasks of the operator. The operator at any time can interrupt the execution of automatic operations and give a task for an extraordinary measurement of the monitored node. Information from the stationary system of technical diagnosis can be transferred to any network of the enterprise.
Data collection and analysis, intelligent channel survey, parametric filtering, diagnostic cursors, etc., are aimed at increasing the reliability of diagnosis. The use of complex information on the vibration state of equipment, the temperature of bearing assemblies, the frequency of rotation, the power consumption, as well as a number of other parameters obtained from the factory process control system, greatly expand the functionality of the complex. The functions of data transfer to remote workplaces on the local factory network, a flexible system of automated workflow, the ability to quickly access the current and archival information make the complex an effective element of a unified management system. In single-channel systems, the following limit exists, depending on the operating mode and the measured value, the measurement cycle is 0.25 seconds when operating with one measuring channel and 6 ... 20 seconds for two channels. The increase in the number of sensors increases the sampling period and stationary vibration monitoring systems cease to be systems of continuous monitoring. From the experience of practical work on various types of equipment, it follows that for rotary equipment, expensive systems with parallel channel scanning and protection functions in real time are not required. The most optimal solution for the ratio "price - functionality - reliability of diagnostics" in order to effectively solve the problems of monitoring and assessing the technical state in this case are systems with sequential channel interrogation providing a periodicity of data collection of 15-20 minutes. It is assumed that during some period of time determining the frequency of measurements, the emergence of an emergency is extremely unlikely. However, this assumption is overwhelmingly unsubstantiated. Sometimes there is a need to fix a single mechanical shock in the vibration spectrum (for example, when the valve is broken at the compressor, the turbine blade, etc.). In these systems, monitoring of the overall vibration level is complemented by an analysis of the spectra of mechanical oscillations, which expands the monitoring functions and allows to diagnose rolling bearings, shafts, gears, etc. A number of scientific and practical studies indicate high information content of additional regime characteristics such as temperature, current consumption , speed, etc. The ability to control a wide range of additional "non-vibration" values allows obtaining additional information about the current state of the monitored equipment, which increases the efficiency of stationary systems. The modern stationary system should provide the possibility of connecting different types of sensors with different output interfaces and obtaining information directly from the process control system at the hardware or software level. The possibility of using digital technologies allows the monitoring of diagnostic (vibration, temperature) and technological (flow, pressure) parameters in the COMPASS system developed by Brüel & Kjær. There is the possibility of constant monitoring, memorization, tracking trends in the development of an almost unlimited number of parameters, which is the information basis for the process control process.
The composition of the systems has remained unchanged since the 90s and includes elements[5]
The systems of stationary monitoring are almost identical in structure. The configuration of the measuring units includes: sensors, means. [6]
Additionally, the measuring units can have control outputs for connecting portable devices. The software used by the system stores, visualizes and evaluates the measurement results. There is a connection with portable information-gathering devices. One of the proposed solutions is wireless sensor communication with the monitoring system (draw. 4). Wireless data input via Bluetooth enables the realization of studies of moving and rotating objects. However, for industrial enterprises, the availability of parallel radio channels can lead to malfunctions in the operation of equipment, and data transmission via one channel does not provide the necessary data transmission speed. The accumulation of data in intermediate modules leads to a devaluation of the efficiency of using the vibration parameters.
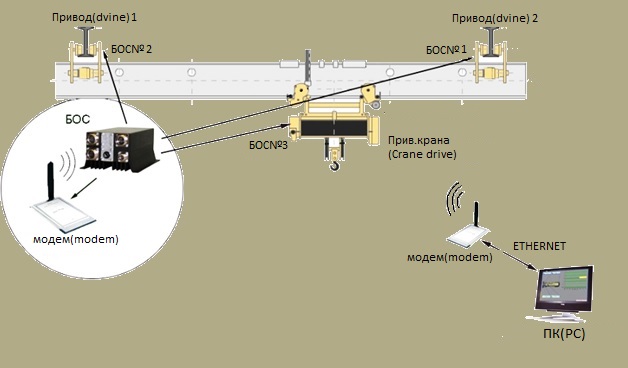
Drawing 4 – Structure of the wireless system
The configuration of these systems is most suitable for working with mechanical equipment operating in a continuous mode[7]. It is not possible to single out the special advantages of one of the systems. The complexity of building a monitoring system lies in the selection and use of diagnostic information. This function is shifted to the consumer products. The analysis shows the significant possibilities of stationary control systems and the absence of problems solved by the systems. To protect the equipment, it is usually sufficient to use general levels of vibration velocity, vibration acceleration or vibro-displacement in standard or custom frequency bands. In problems of protection of equipment with a spatula (turbines and compressors), it may be necessary to control the vibration vector. When identifying the causes of increased vibration of smoke exhausters, fans, pumps, etc. it is sufficient to use the spectral analysis of vibration. To this end, the system must provide a calculation of direct spectra of vibration velocity and vibration acceleration in frequency bands with a resolution of 6400 lines. When diagnosing multistage gearboxes, a number of special measurements are required in addition - temporary implementations of the stages of acceleration, braking, reversal, etc.
Conclusions
The use of a stationary monitoring system to protect equipment from exceeding the normative parameters of operation is justified: in the case of unavailability of equipment for inspection, multifactorial dependence of technical condition and the need for constant monitoring of the state parameters. Increased reliability of the system is achieved due to: self-diagnostics, data buffering in case of computer failure, distribution of computing power, protection from unauthorized access. A rational one should recognize a two-level vibration control: measurement of the overall level of vibration and time signal of any duration; detailed diagnosis of controlled nodes; spectral analysis. Successful diagnostics are impossible without the use of specialized software with the functions of automated analysis and data processing, the so-called "expert" module, which allows for automatic filtration and classification of data, as well as calculate the main fault frequencies, analyze trends and, based on the embedded diagnostic models, conclusions about the current state of the equipment and the presence of developing defects. It is necessary to work together with the diagnostic service specialists using the data of stationary vibration monitoring systems, with the repair department of the site, the shop, the enterprise, as the main consumer of information on the technical condition. The existing software must be upgraded to meet these needs. It is required to retrofit the installed software package with repair modules (repair log) and automated diagnostics. Peculiarities of metallurgical production impose strict requirements on the reliability of a stationary vibrodiagnostic system because of the need for the equipment to operate in conditions of high humidity, dust, high temperatures, shock loads and significant electromagnetic fields. High cost, large amounts of unused information, maintenance costs in working order and high qualification of specialists limit the amount of use of stationary systems.
Bibliography
Important note
When writing this abstract-review on the topic, the master's work is not yet complete. Protection of work will take place summer of 2018, the full text can be obtained from the author or the head after her protection.