
Реферат за темою магистерської роботи
ЗМІСТ
- ВСТУП
- 1. Актуальність теми
- 2. Мета і задачі дослідження та заплановані результати
- 3. Основна частина
- ВИСНОВКИ
- ПЕРЕЛІК ПОСИЛАНЬ
ВСТУП
В даний час обробка різанням залишається одним з основних і найбільш бажаних методів формоутворення деталей, незважаючи на значний прогрес в розвитку таких альтернативних методів, як точне лиття, штампування і електрофізичних обробка. У сучасних умовах ефективність машинобудівного виробництва багато в чому визначається продуктивністю основного технологічного обладнання і, зберігається стійка тенденція впровадження у виробництво високопродуктивних багатоопераційних верстатів з числовим програмним управлінням і автоматизованими верстатними системами (АВС), що є основним резервом підвищення продуктивності обробки.
1. Актуальність теми
Багатоопераційні верстати (МВ) і автоматизовані верстатні системи являють собою якісно новий рівень технічного оснащення і організації виробничих процесів. Вітчизняний і зарубіжний досвід використання в машинобудівному виробництві цього виду обладнання, підтвердив ефективність його застосування, як в одиничному, так і серійному виробництвах. Однак, для підвищення ефективності та доцільності використання такого дорогого устаткування необхідно прагнути до підвищення продуктивності.
Експлуатація багатоопераційних верстатів характеризується різким зростанням вартості станко-хвилини, жорсткістю умов роботи ріжучого інструменту, збільшенням витрат інструменту на одиницю продукції, що випускається. Вартість однієї станко-хвилини багатоопераційного верстата в 5-8 разів вище, в порівнянні з універсальним верстатом з ЧПУ.
Виробничі витрати на інструмент в даний час досягають 0,5-0,56 витрат на експлуатацію обладнання. Отже, одним із шляхів підвищення продуктивності багатоопераційних верстатів є вибір оптимальних параметрів системи інструментального забезпечення, за рахунок мінімізації витрат ріжучого і допоміжного інструменту і зменшення часу на його зміну, так як відомо, що час, який витрачається на зміну інструменту, істотно залежить від конструкції системи автоматичної зміни інструменту і ємності інструментального магазину.
Тому проблематика інструментального забезпечення багатоопераційних верстатів є виключно актуальною.
2. Мета і задачі дослідження та заплановані результати
Метою дослідження є обґрунтування параметрів системи інструментального забезпечення багатоопераційного верстата.
Основні задачі дослідження:
- Вивчення та аналіз літератури по темі.
- Оцінка впливу параметрів системи інструментального забезпечення на продуктивність багатоопераційних верстатів.
- Аналіз структури і конструкцій систем автоматичної зміни інструменту
- Пошук і аналіз основних факторів, що впливають на параметри системи автоматичної зміни інструменту.
- Аналіз і обґрунтування методів оптимізації параметрів системи автоматичної зміни інструменту.
Об'єкт дослідження:система інструментального забезпечення багатоопераційного верстата.
Предмет дослідження:вплив параметрів системи інструментального забезпечення на продуктивність багатоопераційного верстата.
3. Основна частина
Багатоопераційні верстати призначені для комплексної обробки деталей типу тіл обертання і складних корпусних деталей, з усіх боків, крім поверхонь, за якими проводиться базування і закріплення заготовок.
Концентрація операцій на цих верстатах дозволяє виконати повну обробку деталі з однієї установки. Це дає можливість створити мобільне і гнучке виробництво, так як МВ відрізняються простотою наладки, а також виключають необхідність застосування складної і дорогої оснастки, що особливо актуально в умовах дрібносерійного і опитного виробництва.
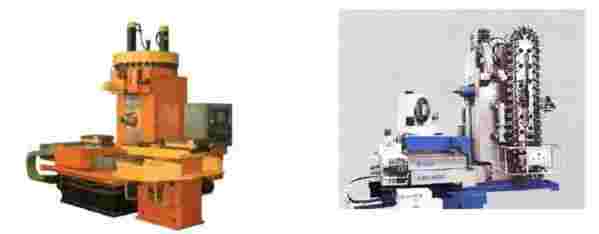
Рис.1 Багатоопераційні верстати з магазинами дискового та ланцюгового типів
Домогтися істотного підвищення ефективності обробки виробів на багатоопераційних верстатах з ЧПУ можливо тільки за рахунок одночасного скорочення і основного, і допоміжного часу. Можливості скорочення основного часу обмежені стійкістю інструмента, технологічними можливостями верстата, конструкцією деталі, і становлять не більше 8-10%.
Ширші можливості зниження штучного часу дає зменшення допоміжного часу, частка якого становить 30% і більше, особливо при обробці складних корпусних деталей, коли кількість застосовуваних інструментів може становити десятки і сотні.
Скорочення допоміжного часу прямо залежить від вибору раціональної конструкції системи інструментального забезпечення верстата і оптимальної ємності інструментального магазину.[1]
В даний час у вітчизняній і зарубіжній практиці застосовують системи здатні
:
- завчасно здійснювати налагодження інструментів поза верстата;
- перевіряти стан інструментів, що встановлюються на верстат і готувати коригувальні команди для керуючих програм;
- оперативно і найбільш раціонально переміщати інструменти;
- підвищувати надійність інформації про очікувані періоди стійкості інструментів, що знижує ймовірність відмов;
- раціонально організовувати оперативну зміну інструментів;
- заздалегідь давати команду на складання, налагодження та іншу підготовку інструментів, що скорочує вимушені простої;
- забезпечувати облік і зберігання інструментів;

Рис.2 Класифікація способів автоматичної зміни інструмента
Належне функціонування СІЗ має важливе значення, оскільки її вартість може досягати 25% загальної вартості виробничої системи.[3]
Структура СІЗ
Можливі два рівня реалізації СІЗ. На першому рівні кожен верстат забезпечений одним або декількома магазинами ріжучих інструментів. У магазин встановлюється група інструментів для обробки конкретної деталі. Зазвичай використовуються магазини місткістю до 60 інструментів при досить великій програмі випуску деталей. Фактично це гнучка виробнича система.
Більш перспективним є використання групової технології обробки деталей. В цьому випадку використовуються верстати з магазином місткістю 80-140 інструментів для обробки значної номенклатури деталей, що вимагають однотипних операцій. Загальний запас ріжучих інструментів скорочується, при одночасному підвищенні рівня гнучкості технологічної системи.
На другому рівні реалізації СІЗ використовується автоматизований склад, пов'язаний з інструментальними магазинами групи верстатів за допомогою автоматичних транспортних засобів. Необхідна наявність відділення або ділянки підготовки інструментів, а також комп'ютера для керування транспортним потоком, що працює у взаємозв'язку з іншими комп'ютерами. Цей же комп'ютер транслює керуючі програми в пристрої ЧПУ багатоцільових верстатів і управляє функціями ще двох комп'ютерів. Перший з них використовується для обліку запитів на матеріали, управління потоками матеріалів і оперативного планування виробництва, другий керує центральним автоматизованим складом і переміщеннями транспортних засобів.[4]
Функції основних елементів СІЗ
Центральний інструментальний склад (ЦІС) виконує функції головного сховища інструментів. Він є і першою ланкою в системі інструментозабезпечення. У ЦІС зберігається тільки новий і придатний для роботи інструмент. Зазвичай запаси інструментів в ЦІС складають 25-50% річних витрат. Порядок поповнення запасів інструментів на ЦІС здійснюється за системою мінімум-максимум. Якість покупного інструменту піддається перевірці контрольно-перевірочним пунктом відділу технічного контролю безпосередньо на ЦІС.
З ЦІС інструменти відповідно до їх технологічного призначення передаються в інструментально - роздаткові комори (ІРК).
Ці комори здійснюють:
- забезпечення МВ ріжучими та допоміжними інструментами;
- зберігання мінімальних запасів ріжучих і допоміжних інструментів та технічної документації;
- передачу затуплених ріжучих інструментів у відділення централізованого заточення;
- контроль ріжучих і допоміжних інструментів;
- облік і списання всіх видів інструментів;
- передачу інструментів в ремонт;
ІРК пов'язана з відділеннями заточування і ремонту інструментів, які приймають від ІРК інструменти, що відмовили, переточують (ремонтують) їх і повертають відновлені інструменти.
Ділянка підготовки інструментів забезпечує:
- отримання з ІРК і зберігання ріжучих, допоміжних інструментів і технічної документації;
- складання ріжучих і допоміжних інструментів, настройку їх на розмір;
- розміщення налаштованих інструментів в змінних магазинах;
- передачу налаштованих інструментів в автоматичну транспортну систему інструментального забезпечення за допомогою робота маніпулятора;
- розбирання відпрацьованих інструментів, сортування за видами і ступенями придатності;[5]
Потреба і номенклатура інструментів для обслуговування МВ визначаються на підставі типових технологічних процесів механічної обробки деталей.
Вимоги до інструментального оснащення:
В даний час розроблені системи інструментального оснащення для МВ з ЧПУ, що представляють собою набори уніфікованих допоміжних і спеціальних ріжучих інструментів. Це забезпечує якісне кріплення всього стандартного ріжучого інструменту, необхідного для повної реалізації технологічних можливостей МВ з ЧПУ.
До системи інструментального оснащення висувають такі вимоги:
- номенклатура допоміжного і спеціального різального інструменту, що входить в систему, повинна бути зведена до мінімуму;
- елементи системи повинні забезпечувати кріплення інструменту з необхідною точністю, жорсткістю і вібростійкою (з урахуванням інтенсивних режимів роботи);
- елементи, що входять в систему, повинні забезпечувати в необхідних випадках, регулювання положення різальних кромок інструменту щодо координат технологічної системи;
- елементи системи інструментального оснащення повинні бути зручними в обслуговуванні і технологічними у виготовленні;
На підставі аналізу витрат, пов'язаних з експлуатацією ріжучих інструментів, встановлені два шляхи підвищення економічної швидкості різання: скорочення втрат часу на зміну інструменту, викликаних їхнім зносом, і підвищення періодів стійкості інструментів, що означає зниження витрат на їхню експлуатацію.[6]
Відомо, що в структурі часу обробки деталей час, що витрачається на зміну інструменту, становить близько 7%.
Час зміни інструменту істотно залежить від структури системи автоматичної зміни інструменту (АЗІ).
Система АЗІ багатоопераційних верстатів з ЧПУ включає в себе:
- накопичувачі інструментів;
- пристрої транспортування його з накопичувача в робочу зону і назад;
- пристрої орієнтації, закріплення і контролю інструменту;
Структура і компонування системи АЗІ залежить від багатьох факторів, зокрема, необхідної ємності магазину, співвідношення часу роботи інструменту і часу зміни інструмента, габаритів верстата і т. д.
Застосовувані в сучасних МВ з ЧПУ системи АЗІ досить різноманітні. Їх можна розділити на дві основні групи. Це системи, в яких заміна інструментів здійснюється за допомогою автооператора або без нього, за рахунок відповідних переміщень магазину і шпинделя верстата. Обидва способи мають як переваги, так і недоліки. Структура системи, перш за все, впливає на час заміни інструменту, надійність роботи технологічної системи, компактність конструкції, зручність обслуговування і виконання вимог техніки безпеки, вартість обладнання.
Магазин інструментів може розташовуватися на шпиндельної бабці верстата, на станині або на окремій стійці. Для зменшення впливу вібрацій, пов'язаних з роботою магазину, на точність обробки, магазин бажано розташовувати поза зоною обробки. Але при цьому збільшується кількість допоміжних переміщень, які необхідні для здійснення зміни інструменту.
Системи АЗІ без автооператора вимагають додаткового осьового або радіального переміщення, що обмежує їх ємність і кількість варіантів компоновок. Значно прискорити автоматичну зміну інструменту, в разі розміщення магазину поза робочої зони верстата, можливо за допомогою автооператора. Це дозволяє спростити умови завантаження і забезпечити поєднання пошуку інструменту з циклом обробки, але ускладнює обслуговування верстата. У механізмах АЗІ найчастіше застосовують двозахватний автооператор. Зміна інструменту може здійснюватися за рахунок: висування руки автооператора; поступального руху автооператора і висунення руки; повороту автооператора навколо своєї осі;

Рис.3 Конструктивна схема зміни інструмента автооператором
1-инструмент; 2-автооператор; 3-магазин; 4-шпиндель
Інструментальні магазини дискового типу доцільно розташовувати безпосередньо на шпиндельній бабці, що забезпечує найменшу відстань між осями шпинделя і інструменту. Гідність такого компонування полягає у відсутності необхідності переміщати шпиндельну бабку і каретку автооператора, що дозволяє витрачати найменший час на зміну інструменту
Барабанні магазини розташовують поряд з верстатами або безпосередньо на верстатах у вигляді револьверних головок. Ланцюгові магазини ємністю до 60 інструментів можуть бути встановлені на станині верстата, проте при більшій місткості магазину, внаслідок збільшення його маси, їх розміщують на окремій стійці-фермі.
Як говорилося раніше, від структури АЗІ залежить час, що витрачається на зміну інструменту, і, отже, продуктивність МВ. Для обґрунтованого вибору системи АЗІ, необхідно визначити ємність інструментального магазину. У разі автономної роботи МВ повинен забезпечити повну обробку групи запланованих для нього деталей, тобто кількість інструментів в магазині має бути достатнім для обробки всіх поверхонь цих деталей. При недостатньому числі інструментів збільшується час обробки всієї сукупності (партії) деталей, а при їх надмірному числі збільшуються матеріальні витрати.
В роботі [2] робиться висновок, що домогтися істотного підвищення продуктивності на МВ, можливо за рахунок забезпечення роботи всіх інструментів на оптимальних режимах різання. При цьому інструменти, розташовані в магазині, мають різну стійкість. Для забезпечення роботи верстата протягом тривалого часу в умовах безлюдного
виробництва, необхідно синхронізувати стійкості більшості інструментів. Домогтися цього можна за рахунок використання інструментів-дублерів, для інструментів, що мають мінімальну стійкість. Причому, існує оптимальна кількість резервних інструментів, що забезпечує максимум продуктивності верстата.
Отже, при визначенні необхідної ємності інструментального магазину, необхідно враховувати інструменти-дублери, які дозволять вирівняти періоди стійкості всіх інструментів.
ВИСНОВКИ
Оптимізація витрат інструменту і мінімізація відповідних витрат прямо пов’язана з необхідністю вибору раціональної системи АЗІ, шляхом зменшення номенклатури інструменту, що використовується на верстаті.
Однією з причин зниження продуктивності багатоопераційного верстата є різна стійкість інструментів, необхідних для обробки однієї деталі. Це призводить до того, що верстат необхідно частіше зупиняти для заміни декількох зношених інструментів.
Зменшити час на зміну інструменту можна за рахунок формування інструментальних налагоджень з приблизно рівною стійкістю. Для інструментів, що різко відрізняються по стійкості, необхідно використовувати резервні інструменти. Але, збільшення кількості резервних інструментів призведе до збільшення ємності магазину і, отже, до збільшення часу на зміну інструменту.
. Тому особливо актуальним питанням є оптимізація ємності інструментального магазину, за рахунок вибору оптимальної кількості резервних інструментів, що дозволить узгодити період стійкості інструментів, і зменшити час простою через зміну зношених інструментів.
При написанні даного реферату магістерська робота ще не завершена. Остаточне завершення: червень 2018 року. Повний текст роботи та матеріали по темі можуть бути отримані у автора або його керівника після вказаної дати.
ПЕРЕЛІК ПОСИЛАНЬ
- Гречишников. В. А. Совершенствование инструментального обеспечения машиностроительных производств, Вестник МГТУ
Станкин
,Научный рецензируемый журнал. М.: МГТУСтанкин
, № 1 (1).2008. с. 13-18. - М. И. Михайлов. Оптимизация емкости накопителей инструментов с ЧПУ для гибких производственных систем//Вісник Чернігівського державного технічного університету. Серія
Технічні науки
. 2015, №2(78). с.93-99. - Constantin, G.,Ghionea, A and Zapciu, M., (2007)/ Structural Configuration Methods for Machine Tools, 7th International Multidisciplinary Conference, May 17-18, 2007, Romania, pp.107-114/
- Pradip Darji., Shah Shil. Design, development and testing of 4 tool automatic tool changer//International journal of engineering sciences and research technology. 2017 № 6(3). рр. 536-542.
- Маслов. А. Р. Многооперационные станки и системы ЧПУ: Обзор// М.: Издательство
ИТО
, 2006. – 223 с. - Малишко. І.О., Кисельова І. В. Системи інструментального забезпечення автоматизованих виробництв. Навчальний посібник. Донецк: ДонНТУ, 2007. – 271 с.