Аннотация: В статье рассмотрены компоновки систем автоматической смены инструмента многооперационных станков, проанализированы их преимущества и недостатки, область использования. Показана необходимость определения оптимальной емкости инструментального магазина для обеспечения повышения производительности станка с ЧПУ.
Ключевые слова: станок с ЧПУ, система автоматической смены инструмента, инструментальный магазин, емкость инструментального магазина. .
1. Введение
В условиях современного производства эффективность обработки во многом зависит от быстродействия технологического оборудования. Внедрение в производство многооперационных станков позволило значительно повысить производительность обработки сложных деталей. Многооперационные станки предназначены для комплексной обработки деталей типа тел вращения и сложных корпусных деталей со всех сторон, кроме поверхностей, по которым производится базирование и закрепление заготовок.
Концентрация операций на этих станках позволяет выполнить полную обработку деталей с одной установки. Это дает возможность создать мобильное и гибкое производство, так как многооперационные станки отличаются простотой наладки, а также исключают необходимость применения сложной и дорогостоящей оснастки, что особенно актуально в условиях мелкосерийного и опытного производства.
Добиться существенного повышения эффективности обработки детали на многооперационном станке с ЧПУ можно только за счет одновременного сокращения и основного, и вспомогательного времени. Возможности сокращения основного времени ограничены стойкостью инструмента, технологическими возможностями станка, конструкцией детали, и составляют не более 8…10 %.
Более широкие возможности снижения штучного времени обработки дает уменьшение вспомогательного времени, доля которого составляет 30% и более, особенно при обработке сложных корпусных деталей, когда количество применяемых инструментов может составлять десятки и сотни [1] .
Известно также, что в структуре времени обработки деталей время, затрачиваемое на смену инструмента, составляет около 7% [2]. Поэтому, сокращение этого времени может обеспечить повышение производительности обработки
Время смены инструмента существенно зависит от структуры системы автоматической смены инструмента (АСИ), конструкции детали и количества инструментов, необходимых для ее обработки.
Система АСИ станков с ЧПУ включает в себя: накопители инструментов, устройства транспортировки его из накопителя в рабочую зону и обратно, устройства ориентации, закрепления и контроля инструмента.
Структура и компоновка системы АСИ зависит от многих факторов, в частности, необходимой емкости магазина, соотношения времени работы инструмента и времени смены инструмента, габаритов станка и т.д. Поэтому для повышения производительности многооперационного станка необходимо выбрать рациональную структуру системы АСИ.
Целью работы является анализ имеющихся конструкций систем автоматической смены инструментов на многооперационных станках и обоснование необходимости определения оптимальной емкости инструментального магазина.
2.Основное содержание и результаты работы
Применяемые в современных станках с ЧПУ системы АСИ достаточно разнообразны. Их можно разделить на две основные группы. Это системы, в которых замена инструментов осуществляется с помощью автооператора или без него за счет соответствующих перемещений магазина и шпинделя станка (рис.1) [3]

Рис.1 Классификация способов автоматической смены инструмента
Оба способа имеют как преимущества, так и недостатки. Структура системы, прежде всего, влияет на время замены инструмента, надежность работы ТС, компактность конструкции, удобство обслуживания и выполнения требований техники безопасности, стоимость оборудования.
Магазин инструментов может располагаться на шпиндельной бабке станка, на станине или на отдельной стойке. Для уменьшения влияния вибраций, связанных с работой магазина, на точность обработки магазин желательно располагать вне зоны обработки. Но при этом увеличивается количество вспомогательных перемещений, которое необходимо для осуществления смены инструмента.
Системы АСИ без автооператора требуют дополнительного осевого или радиального перемещения, что ограничивает их емкость и количество вариантов компоновок. Значительно ускорить автоматическую смену инструмента, в случае размещения магазина вне рабочей зоны станка, возможно при помощи автооператора.
Это позволяет упростить условия загрузки и обеспечить совмещение поиска инструмента с циклом обработки, но усложняет обслуживание станка. В устройствах АСИ чаще всего применяют двухзахватный автооператор (рис.2).

Рис.2 Конструктивная схема смены инструмента автооператором
1-инструмент; 2-автооператор; 3-магазин; 4-шпиндель
Смена инструмента может осуществляться за счет: выдвижения руки автооператора; поступательного движения автооператора и выдвижения руки; поворота автооператора вокруг своей оси.
Инструментальные магазины дискового типа целесообразно располагать непосредственно на шпиндельной бабке, что обеспечивает наименьшее расстояние между осями шпинделя и инструмента (рис.3). Достоинство такой компоновки заключается в отсутствии необходимости перемещать шпиндельную бабку и каретку автооператора, что позволяет затрачивать наименьшее время на смену инструмента.
Дисковые магазины могут выполняться одноярусными и многоярусными, однорядными и многорядными. Емкость однорядных дисковых магазинов составляет 16…50 инструментов. Многоярусные и многорядные магазины позволяют увеличить количество инструмента, и упростить компоновку станка, однако основной недостаток таких магазинов—ограничение зоны доступа автооператора [4–6]
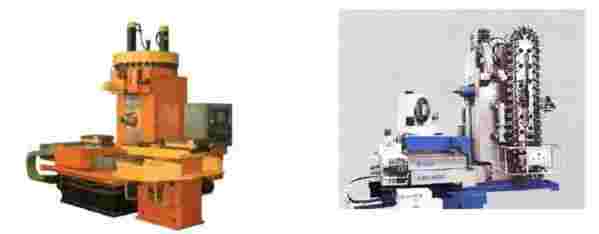
Рис.3 Многооперационные станки с магазинами дискового и цепного типа
Барабанные магазины располагают рядом со станками или непосредственно на станках возле револьверных головок. Инструментальные магазины барабанного типа могут выполняться одноярусными и многоярусными. Емкость магазинов такого типа составляет от 60 до 240 единиц. Такая емкость магазина позволяет проводить обработку на форсированных режимах, за счет использования инструментов-дублеров, но при этом уменьшается стойкость инструмента и увеличиваются материальные затраты на его приобретение.
Использование магазинов цепного типа целесообразно в многооперационных станках, применяемых для обработки сложных корпусных деталей, требующих большого количества инструментов. Цепные магазины емкостью до 60 инструментов могут быть установлены на колонне станка, однако при большей емкости магазина, вследствие увеличения массы, их размещают на отдельной стойке-ферме. При такой компоновке, увеличивается время смены инструмента, так как требуются вспомогательные перемещения колонны, либо вспомогательные устройства.
Как говорилось ранее, от структуры АСИ зависит время, затрачиваемое на смену инструмента, и, следовательно, и производительность многооперационного станка.
Для обоснованного выбора системы АСИ необходимо определить емкость инструментального магазина. В случае автономной работы многооперационный станок должен обеспечить полную обработку группы запланированных для него деталей, то есть количество инструментов в магазине должно быть достаточным для обработки всех поверхностей этих деталей. При недостаточном числе инструментов увеличивается время обработки всей совокупности (партии) деталей, а при избыточном числе увеличиваются материальные затраты.
В работе [2] делается вывод о том, что добиться существенного повышения производительности обработки на многооперационном станке можно за счет обеспечении работы всех инструментов на оптимальных режимах резания. При этом инструменты, расположенные в магазине, имеют различную стойкость.
Для обеспечения работоспособности станка в течение длительного времени в условиях безлюдного
производства необходимо синхронизировать стойкости большинства инструментов.
Добиться этого можно за счет использования инструментов-дублеров, для инструментов, имеющих минимальную стойкость. Причем, существует оптимальное количество резервных инструментов, обеспечивающее максимум производительности станка. Следовательно, при определении требуемой емкости инструментального магазина, необходимо учитывать инструменты-дублеры, которые позволят выровнять периоды стойкости всех инструментов.
3.Выводы
На основании проанализированных конструкций систем автоматической смены инструмента на многооперационных станках можно сделать вывод, что эффективность работы станка существенно зависит от выбора рациональной конструкции системы АСИ и оптимальной емкости магазина. При определении емкости магазина необходимо учитывать количество резервных инструментов, обеспечивающих бесперебойную работу станка в течение смены. При разработке более совершенной конструкции инструментального магазина для многооперационных станков необходимо обеспечить повышение производительности станка за счет ускорения поиска и смен инструмента, при уменьшении габаритов станка и сохранении его емкости.
Список использованной литературы
1. А. М. Русецкий Теоретические основы проектирования технологических комплексов. Минск: Беларус. навука, 2012. – 239 с.
2. М. И. Михайлов Оптимизация емкости накопителей инструментов станков с ЧПУ для гибких производственных систем // Вісник Чернігівського державного технічного університету Серія Технічні науки 2015, №2 (78). С. 92–99.
3. Малишко І. О., Кисельова І. В. Системи інструментального забезпечення автоматизованих виробництв. Навчальний посібник. Донецк: ДонНТУ, 2007. – 271 с.
4. Механизмы автоматической смены инструментов станков с ЧПУ (МАСИ).
5. Маслов А. Р. Многооперационные станки и системы ЧПУ: Обзор// М.: Издательство ИТО
, 2006. – 223 с.
6. Устройства автоматической смены инструмета станков с ЧПУ.