ОПРЕДЕЛЕНИЕ ДОПУСТИМОЙ РАДИАЛЬНОЙ СОСТАВЛЯЮЩЕЙ СИЛЫ РЕЗАНИЯ ПРИ ОБРАБОТКЕ ОТВЕРСТИЙ НА ВНУТРИШЛИФОВАЛЬНОМ СТАНКЕ 3А227П
Автор: Чернорай А. А., Полтавец В. В., Шаповалова Н. Н.
Источник: ИНЖЕНЕР. Студенческий научно-технический журнал – Донецк, ДонНТУ – 2016, №1(21)-2(22), с. 121-123.
Аннотация
Чернорай А. А., Полтавец В. В., Шаповалова Н. Н. Определение допустимой радиальной составляющей силы резания при обработке отверстий на внутришлифовальном станке 3А227П В статье рассмотрено влияние радиальной составляющей силы резания на упругие перемещения переднего конца шпинделя внутришлифовального станка 3А227П и определены допустимые по точности значения радиальной составляющей.
Введение
Шпиндельный узел является одним из основных элементов несущей системы металлорежущего станка, во многом определяющим его жесткость, точность и виброустойчивость [1]. Особенно велико влияние характеристик шпиндельного узла на достигаемую точность обработки для шлифовальных станков. При нагрузке вследствие податливости самого шпинделя и его опор происходит изменение положения в пространстве установленного на шпинделе инструмента или заготовки, что отражается наточности обработки.
Конструктивной особенностью внутришлифовальных станков является низкая жесткость шпиндельной головки, в результате чего в большинстве случаев определяющим техническим ограничением, налагаемым на режимы резания станком, являются упругие перемещения переднего конца шпинделя. Для достижения нужной точности размера обработанного на станке отверстия необходимо, чтобы величина перемещенийне превышала одной трети допуска на размер этого отверстия [1].
На внутришлифовальном станке модели 3А227П обрабатываются отверстия диаметром 20-100 мм [2]. При установке на шпиндель шлифовального инструмента заданного диаметра все указанные выше нагрузки, кроме составляющих силы резания, можно считать условно-постоянными. Следовательно, упругие радиальные перемещения переднего конца шпинделя можно считать зависящими только от составляющих силы резания, действующих перпендикулярно оси шпинделя. Исходя из этого, определим радиальную составляющую силы резания Pу, при которой обеспечивается точность обработки отверстий на внутришлифовальном станке модели 3А227П.
Определение упругих перемещений переднего конца шпинделя
Рассчитаем упругие перемещения переднего конца шпинделя при различных значениях радиальной составляющей силы резания Pу. Входными данными для расчета упругих перемещений конца шпинделя являются конструктивные параметры шпиндельного узла, составляющие силы резания на шлифовальном круге, и усилие на заднем конце шпинделя от предварительного натяжения ветвей ременной передачи.
При расчете деформаций шпиндель представим как балку ступенчато–переменного сечения на податливых точечных опорах. Упругое перемещение шпинделя в сечении его переднего конца определим, приняв допущение, что перемещения обуславливают только деформации тела шпинделя и его опор.
Опорами шпинделя являются шариковые радиально–упорные подшипники серии 36200, расположенные тандемом [2]. Принимаем допущение, что жесткость опор с предварительным натяжением не зависит от рабочей нагрузки на шпиндель [3].
При расчете упругих перемещений конца шпинделя все действующие на него силы приведём к двум взаимно перпендикулярным плоскостям (рис. 1).

Рисунок 1. Расчётная схема шпинделя внутришлифовального станка 3А227П
Шпиндель шлифовальной головки со стороны шлифовального круга нагружен тангенциальной составляющей силы резания Pz, расположенной в плоскости ZOX, крутящим моментом от силы резания Мр в плоскости ZOY, радиальной составляющей Pу в плоскости YOX. С другой стороны шпинделя на него действует вертикальная составляющая силы от натяжения ветвей ремня в плоскости ZOX и момент от электродвигателя Мэд. Моменты Мр и Мэд скручивают тело шпинделя, но на упругое перемещение конца шпинделя не влияют. В связи с этим они могут быть исключены из расчета.
Радиальное перемещение переднего конца шпинделя рассчитаем по методике, изложенной в работе [4]. Используемую в расчёте тангенциальную составляющую силы резания Pz выразим через коэффициент шлифования Kш:
Исходные данные для расчёта о конструктивных параметрах шпинделя и его опор выбираются из конструкторской документации на станок (рис. 1) и нормативно-справочной литературы.
Исходные данные о механических характеристиках материала шпинделя, силовых факторах процесса обработки и режимах внутреннего шлифования на станке модели 3А227П:
- модуль упругости материала шпинделя (сталь 40Х) Ε = 2·105 МПа;
- коэффициент защемления в передней опоре ε = 0,15 [5];
- коэффициент Пуассона μ = 0,28;
- сила предварительного натяжения ветвей ременной передачи Рнр = 80 Н, достаточна для обработки с мощностью 1 кВт;
- скорость резания Vк = 26 м/с;
- коэффициент шлифования при обработке заготовок из легированных сталей Kш = 0,30;
- радиальная составляющая силы резания Pу: 20, 40, 60, 80, 100 Н.
Результаты расчёта упругого перемещения переднего конца шпинделя при различных значениях радиальной составляющей силы резания Pу приведены в табл. 1 и представлены на рис. 3. Для сравнения на рис. 3 также указаны линии, соответствующие 1/3 допуска 7-го квалитета на размер минимального из обрабатываемых на станке 3А227П отверстий (линия 1) и 1/3 допуска 7-го квалитета на размер максимального из обрабатываемых отверстий (линия 2).
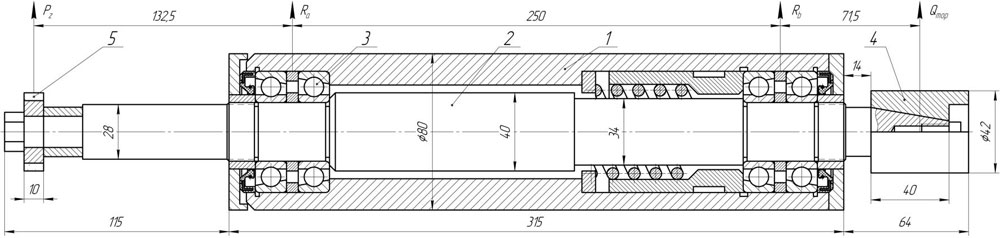
Рисунок 2. Конструктивные параметры шпиндельной головки внутришлифовального станка 3А227П [2] 1 – корпус; 2 – шпиндель; 3 – комплексные подшипниковые узлы из подшипников 36206К, расположенных тандемом; 4 – шкив на заднем конце шпинделя шлифовальной головки; 5 – шлифовальный круг 1А1 40×10×16×3
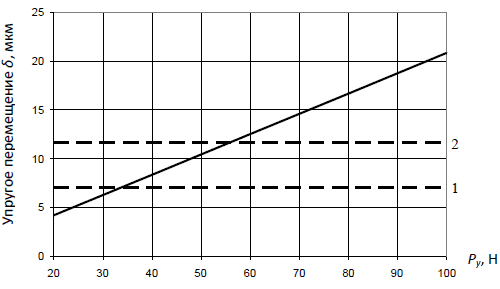
Рисунок 3. Влияние радиальной составляющей силы резания на упругие перемещения переднего конца шпинделя внутришлифовального станка 3А227П

Таблица 1. Упругие перемещения переднего конца шпинделя внутришлифовального станка 3А227П при различных значениях радиальной составляющей силы резания
Выводы
В соответствии с полученными данными допустимая радиальная составляющая силы резания Pу при обработке отверстия Ø 20 мм с допуском 7-го квалитета составляет 33 Н, а при обработке отверстия Ø 100 мм с допуском 7-го квалитета – 56 Н. В то же время при обработке отверстия Ø 20 мм с допуском 6-го квалитета сила резания Pу не должна превышать 22 Н, а при обработке отверстия Ø 100 мм с допуском 6–го квалитета – 30 Н, что обуславливает существенные технологические затруднения при шлифовании отверстий с точностью выше 7-го квалитета.
Список литературы:
- Шестернинов А. В. Конструирование шпиндельных узлов металлорежущих станков: Учеб. пособие / А. В. Шестернинов. – Ульяновск: Ул-ГТУ, 2006. – 96 с.
- Внутришлифовальные станки моделей 3А227, 3А227В, 3А227П: Руководство по эксплуатации. – Саратов: ЦБТИ, 1967. – 44 с.
- Кирилин Ю. В. Расчёт и проектирование шпиндельных узлов металлорежущих станков с опорами качения: Учеб. пособие / Ю. В. Кирилин, А. В. Шестернинов. – Ульяновск: УлГТУ, 1998. – 72 с.
- Матюха П. Г. Визначення сили навантаження шліфувальної головки при внутрішньому шліфуванні за пружною схемою / П. Г. Матюха, В. В. Габітов, А. О. Благодарний // Надёжность инструмента и оптимизация технологических систем: Сб. научных трудов. – Краматорск: ДГМА, вып. 27, 2010. – С. 20-29.
- ГОСТ 831-75 Шариковые радиально-упорные однорядные подшипники.