Bunda BESA*
University of Zambia, School of Mines, Mining Engineering Department
P.O. Box 32379, Lusaka, Zambia
K. Emmanuel CHANDA
University of Adelaide, School of Civil & Environmental & Mining Engineering
Adelaide SA 5005, Australia
Mahinda KURUPPU
(Retired) Curtin University, Western Australian School of Mines, Faculty of Science & Engineering
Kent St., Bentley WA 6102, Australia
AUTOMATION DESIGN FOR MONORAIL - BASED SYSTEM PROCESSES
1. INTRODUCTION
The monorail system consists of a track of jointed section rails, which could easily be extended to the desired length and suspended by chains or rigid brackets to roof bolts or support beams. Figure 1 shows the conceptual monorail drilling and loading systems operating in a decline.
The system shares many of the advantages of floor mounted rail, but overcomes the bulk of that system’s limitations [2, 9, 5]. The monorail train has the capabilities to negotiate gradients of up to 36° (theoretically) and vertical and horizontal radii of curvatures of 10m and 4m, respectively [9].
Other advantages include:
• Reduction in the size of excavations leading to greater economy in assessing ore bodies and improved stability of underground excavations. Small excavations lead to less rock-generated heat with the associated reduction in ventilation and air conditioning requirements;
• Reduced power consumption due to low-friction monorail transport, which results in low haulage costs per tonne per kilometre;
• Fewer fire hazards compared to a truck haulage system;
• Environmentally friendly technology – no diesel fumes;
• Multipurpose haulage system for personnel, material and rock;
• Small and medium sized ore bodies can be mined with less initial investment; and
• The system has the potential for automation – reduced labour.
The monorail drilling system is fitted with two independent drilling units used to drill out the ground in decline development. The system has its own attached power supply with two horizontal and two vertical hydraulic stabilisers acting as supports during drilling operations.
The loading system consists of an incline suction pipe that is connected to a storage hopper. A high-pressure fan is connected to the hopper and draws into it blasted rock fragments from the development face [2]. The monorail loading system also serves as a means of transporting ore and waste from underground to the surface. Personnel and material may also be transported by connecting riding and material carriers to the system. The monorail train has a total weight of 92 tonnes and can carry up to 6 containers with a total payload of up to 30 tonnes including the weight of the container [9].
2. PROCESS CONTROL ENGINEERING
Control engineering has evolved over time. In the past, humans were the main method for controlling a system [4]. More recently, electricity has been used for system control and early electrical control was based on relays. According to [9], these relays allow power to be switched on and off without a mechanical switch. It is also common to use relays to make simple logical control decisions. The development of low-cost computer paved the way for Programmable Logic Controller (PLC). The advent of the PLC began in the 1970s and has become the most common choice for manufacturing controls. Furthermore, operation of today’s modern mining machines is carried out with PLC systems [4]. The PLC controls most operational processes of the machines. Based on the logic implemented in the program, PLC determines which actions need to be executed with output instruments. Thus, many complex operational tasks have been solved by connecting PLC and possibly a central computer [9]. Besides connections with instruments like operating panels, sensors, switches, valves, etc, the possibilities for communication among instruments exist and they allow high levels of process coordination as well as greater flexibility in realizing any process control system. PLC has the following advantages:
• Cost effective for controlling complex systems.
• Flexible and can be reapplied to control other systems quickly and easily.
• Trouble-shooting aids make programming easier and reduce downtime.
• Computational abilities allow more sophisticated control.
• Reliable components make PLC likely to operate for years before failure.
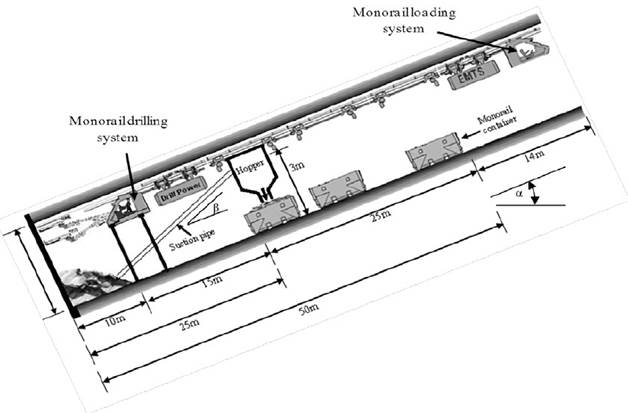
Fig. 1. Conceptual monorail drilling and loading system
3. DEFINITION OF AUTOMATION
In [3] automation is defined as a technology in which a process or procedure is accomplished by means of programmed instructions, usually combined with automatic feedback control to ensure the proper execution of the instructions. The effectiveness of any automation system depends entirely on the quality of its underlying electrical, mechanical and control engineering. This means that all systems that qualify as being automated must include the following three components (see also Fig. 2):
1. Power to accomplish the process.
2. System program.
3. Feedback control.
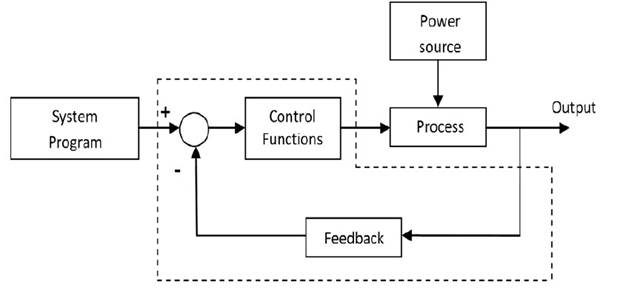
Fig. 2. Components of an automated system; dotted lines indicate feedback control system [3]
3.1. Power to Accomplish the Process
The action performed by the automated system to accomplish its functions requires power. Most power sources used in automated systems are based on electrical energy [1-3, 5].
3.2. System Program
System program refers to the architecture and design of the application and services that make up an operating system or another control program. The actions performed by an automated system are determined by a program of instructions normally without human intervention. The instructions contained in the program specify the details of each action that must be accomplished and the sequence in which the actions must be performed.
3.3. Feedback Control
Feedback controls can be defined as the use of different signals determined by comparing the actual values of system variables to their desired values as a means of controlling a system or process [9]. These controls are widely used in automated systems to ensure that the programmed commands have been properly executed. Feedback control is, therefore, a basic mechanism by which systems, whether mechanical, electrical, or biological, maintain their equilibrium or homeostasis [3].
Feedback control system consists of the following components:
1. Input signal.
2. Process.
3. Output.
4. Feedback sensing elements.
5. Controllers and actuators.
The input signal represents the desired value of the process output while the output is some variable that is being measured and compared with the input, e.g. pressure, temperature. Generally, the output value is a function of the process. Sensing elements close the loop between output and input while controllers and actuators compare the output with the desired input and make adjustments in the process. Since the system output is used to regulate its input, such a device is said to be a closed-loop control system [3]. Thus, feedback control, in this case, is used in closed-loop control systems.
4. REASONS FOR SYSTEM AUTOMATION
In many mining situations, manual operation requires that several repetitive operations be executed by the operator, thus, reducing the efficiency of the system. Therefore, the most obvious advantages of automating the system are its ability to increase the safety (i.e., removal of workers from dangerous and hazardous environments), efficiency (i.e., increase in effective working hours) as well as a reduction in labour costs. According to [3], the following arguments can also be raised in support of automation in designed systems:
1. The system is safe since automation tends to remove humans from direct participation in the operations.
2. Human errors in operations are minimised using automation.
3. Automation also increases system reliability.
4. In industrialised nations where there is a shortage of labour, automation of systems is an alternative to an increase in production with lower labour force.
5. AUTOMATION DESIGN FOR MONORAIL SYSTEM PROCESSES
Using the Theory according to [4, 9, 10], the description of automation design for the monorail drilling and loading system processes is explained. Automation design for monorail drilling and loading systems begins by identifying and describing critical processes performed by the two systems.
This Section is intended to provide details of the automated processes performed by the two systems.
5.1. Overview of monorail system processes
Details of processes performed by the two systems i.e., monorail loading and drilling systems [2] are:
• Monorail loading system process.
• Monorail drilling system process.
(a) Monorail loading system processes
There are two critical processes performed by the monorail loading system that are automated: pneumatic loading and material discharge processes.
(i) Pneumatic loading process
This process involves automatic loading (suction) of rock fragments from the development face into the hopper. Automation of this process is such that, once the suction pipe is connected to the hopper, upon pressing a loading button on the control panel (located in the driver’s cabin) the highpressure fan/pump is activated, which creates negative pressure inside the hopper. The negative pressure enables automatic loading of material in the hopper. Since the negative pressure created inside the hopper should be monitored and controlled to ensure that the pressure inside the hopper is correct, a closed-loop control system is used during the process. It is assumed that the maximum negative pressure equal to the absolute atmospheric pressure that is created is sufficient to suck most of the fragmented rock into the hopper.
(ii) Material discharge from the hopper
The loading process is stopped automatically when the required tonnage is loaded after which the suction pipe is disconnected from the hopper. The hopper is connected to the monorail train, which pulls the loaded hopper to the position of an empty monorail container where an automatic discharge of rock fragments takes place. Therefore, automation involves an automatic discharge of material from the hopper into an empty container. This means that when the discharge button is pressed on the control panel, the material is discharged under gravity from the hopper into an empty container. The hopper will have an open and close mechanism at the bottom that will allow discharge of material to take place. Hydraulic system will be used for the opening and closing mechanism of the hopper. Since there is no direct connection between the output (material discharge) and the input (hydraulic pressure needed for the open/close mechanism), open loop control system is used during automation design of this process. Sensing the hopper in its full and empty positions as well as to stop the process of material loading and discharge is done manually.
(b) Monorail drilling system process
Automation of the monorail drilling system consists of the process of automatic face marking using laser beams projected onto the development face. In conventional mining, once cleaning of the development face is completed, face marking is done manually using paint. Manual face marking normally takes longer (than face marking using laser technology) and increases the total drill-blastload- haul cycle time. Therefore, to reduce the markup time and the total drill-blast-load-haul cycle time, it is suggested that the monorail drilling system be equipped with drilling pattern laser projection technology [11]. This technology will enable the monorail drilling system project laser spots of the desired drilling pattern onto the development face. The projected laser spots will indicate precisely the location of drill holes on the development face. Because the projected drill pattern needs to be aligned properly on the drill face i.e. the input signal (desired drill pattern) is related to the output signal (position of drill holes on the face), a closed-loop control system is used during the design of the automation system.
5.2. Description of automation design for the monorail loading process
Fig. 3 shows the description of automation design for the monorail loading process. The main components of the automation design are:
• Control panel.
• Feedback display monitor.
• Surface control.
Since the control panel of the monorail loading system is an interactive and menu driven device, once the loading process is selected on the control panel, the process being executed is displayed on the feedback display monitor located in the driver’s cabin as well as on surface monitoring control unit. All operations of the loading system are monitored on the feedback display monitor. Sensors will be used to send information/communicate with operators in the surface control room. (a) Control panel
The control panel is located in the driver’s cabin of the monorail train. The operation of the system is done from the control panel. It is also used as an interactive input device by the operator to select processes to be accomplished by the system. The control panel is also linked to the feedback display monitor for the purpose of monitoring whether the processes currently being executed by the system are being done correctly. (b) Feedback display monitor
The most basic tool of control engineering is the feedback loop. For the monorail loading system, the output signal (i.e. the actual negative pressure in the hopper) during the loading process is displayed and viewed on the feedback display monitor. The output signal is compared with the input signal (i.e. the desired negative pressure in the hopper) and adjustments are made via the PID controller if the output signal deviates from the desired input signal. The feedback monitor is used to monitor and control the dynamic behaviour of the loading process. Other advantages of feedback monitoring include:
• Indication whether the system is functioning properly or not.
• Showing the current operation being executed by the system.
(c) Surface Controls
The monorail system is also linked to the surface control unit where all operations and processes being executed by the drilling system are monitored and may be controlled. This means that all signals resulting from the operator’s instructions as well as feedback from system process are viewed on the feedback display monitor (in driver’s cabin) as well as on surface control monitors. The following are some of the benefits and/or advantages of having monorail system surface control units:
• Monitoring, controlling and recording of operations of the monorail drilling and loading systems, thus increasing the safety of the system.
• Acquiring and recording of production data (e.g. drilled metres, number of holes drilled, tonnes loaded etc.).
• Serving as a communication centre for monorail system operations and Automatic transfer of production data to the mine management network. This will be done by wireless connection or some protocol may be necessary if the control function is available to both the operator and the ground staff simultaneously.
5.3. Description of automation design for the monorail drilling system
As highlighted in Section 5.1, automation design for the monorail drilling system involves automating face marking using laser technology. The description of the layout (Fig. 4) is similar to the loading system but with the addition of components 4 and 5, i.e. drilling pattern and laser projection with video sensor, respectively.
The drilling pattern component (4) includes programming of different drilling patterns for the operator to choose from. Thus, before face drilling commences, the system operator will select the required drilling pattern from the drilling pattern database, depending on the size of the face being drilled. Alternatively, drilling patterns can be saved on a USB flash drive from which the operator can select the desired pattern. The selected drilling pattern can be viewed on the feedback display monitor as well as on a surface control system. Alignment of the drill pattern on the drill face is done using the controller. The system is also equipped with a drill pattern laser projection technology with video sensor. The technology allows the selected drilling pattern to be projected onto the development face using laser beams. The controller compares the position of projected drill holes with the desired drill pattern and any deviation is corrected. Thus, the exact position of drill holes on the drill face is indicated by laser spots from the projector.
6. PROCESS CONTROL FLOW DIAGRAMS FOR MONORAIL SYSTEM
In this Section, process control flow diagrams for monorail system automated processes are developed.
6.1. Process control flow diagram for monorail loading process Based on Fig. 4, the process control flow diagram for the monorail loading process is described
and shown in Fig. 5. A closed-loop control system is used during the design.
For the loading process, the output being controlled is the negative pressure inside the plant (hopper) while the control variable is the fan/pump speed which influences output negative pressure. According to the process control flow diagram, the required negative pressure in the hopper is set using the pressure gauge knob in the driver’s cabin. Using the servo-valve or valve actuator, the speed of the high-pressure fan/pump that gives the required negative pressure in the hopper is set. The PID controller has the task of controlling the pressure in the hopper and to keep it as close as possible to the value of the set pressure, i.e. it compares the actual pressure in the hopper with the set pressure and minimises the error (difference between set value and actual value). The operations of the monorail loading process are also monitored on surface control system through a feedback display.
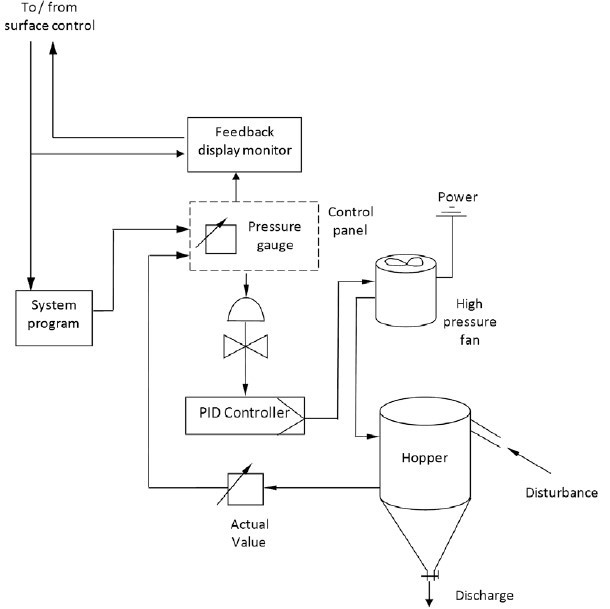
Fig. 5. Process control flow diagram for the monorail loading process
6.2. Process control flow diagram for material discharge process
Figure 6 shows the process control flow diagram for material discharge process for the monorail loading system. The open and close mechanism of the hopper is spring-loaded and is connected to the hydraulic system.

Fig. 6. Process control flow diagram for the monorail discharge process
Control of opening and closing of the hydraulic discharge mechanism at the bottom of the hopper is by means of a control valve along the pressure line. The opening mechanism is such that when the pressure valve is open, the hydraulic fluid is forced to open the open/close mechanism at the bottom of the hopper. Since the mechanism is spring-loaded, once the material is discharged, the closing of the hopper is accomplished by cutting out the pressure supply to the hydraulic system, i.e. by closing the pressure valve and the spring forces the mechanism to close. A hydraulic pressure gauge is used to indicate the pressure in the hydraulic system during the open mode. However, to stop discharge manual observation is required. This automated control action is capable of manual override by the operator. This provision gives the monorail system some flexibility in case of a problem with an automation system. Figure 7 shows the combined process control flow automation diagram for the monorail loading process and material discharge.
6.3. Process control flow diagram for face marking process
Since the feedback is required to ensure that the projected drill pattern is aligned properly onto the drill face, a closed-loop control system is used to design the automation system for laser projection face marking. Figure 8 shows the process control flow automation diagram for face marking using laser projection technology. (A) on the control panel. The selected drill pattern is displayed on the display monitor in the driver’s cabin as well as on the surface control system. Once the laser projector and video camera are switched on using the control panel (B), the selected drill pattern is projected onto the drilling face. Laser spot would indicate the precise location of drill holes on the development face. The video camera located within the laser projector is used to send images of the projected drill pattern onto the feedback display monitor and surface control unit through video sensors.
7. CONCLUSION
This paper has demonstrated that automation of monorail loading and drilling system processes is possible. The ultimate aim of automation design is to increase the safety and improve the efficiency of the two systems. The proposed automation system increases productivity by improving operator performance through control of the system processes. Automation of the monorail drilling and loading systems will reduce the total drill-load-haul cycle time hence improving the efficiency of the systems.
It is also envisaged that monorail surface controls will have the following advantages:
• Monitoring, controlling and recording of operations of the monorail drilling and loading systems, thus increasing the safety of the system.
• Improving the accuracy of the desired processes by making use of feedback control systems.
• Acquiring and recording of production data (e.g. drilled metres, number of holes drilled, tonnes loaded etc.).
• Automatic transfer of production data to the mine management network.
• Serving as a communication centre for monorail system operations.
References
1. Chanda, E.K. & Besa, B. & Kuruppu, M. Design of a continuous monorail drilling system for decline development. Paper presented at “The International Future Mining Conference”. 19-21 Nov. 2008. The University of New South Wales. The AusIMM. Sydney, Australia. P. 101-111.
2. Chanda, E.K. & Besa, B. Design of pneumatic loading system for monorail application. Int. J. Mining and Mineral Engineering. 2009. Vol. 1. No. 2. P. 181-203. ISSN: 1754-890X.
3. Dorf, C.R. & Kusiak, A. Handbook of Design, Manufacturing and Automation. Wiley Interscience Publications. Print ISBN: 9780471552185. Online ISBN: 9780470172452, DOI: https://doi.org/10.1002/9780470172452. Published online: 2007.
4. Kuo, B.C. & Golnaraghi, F.J. Automatic Control Systems. 9th edition. Wiley & Sons. Inc. 2009.
5. Nobuhiko, K. & Hikaru, T. & Iko, K. & Shigehiro, M. New Urban Transport System for Middle East Monorail System for Dubai Palm Jumeirah Transit System. Hitachi Review. 2010. Vol. 59. No. 1. P. 47-51.
6. Okolnishnikov, V. & Rudometov, S. & Zhuravlev, S. Using Simulation for Development of Process Control System in Coal Mining. Latest Trends in Applied Informatics and Computing. Proc. of the 3th International Conference on Applied Informatics and Computing Theory (AICT'12). Barcelona. Spain. October 17-19. 2012. P. 141-144.
7. Pushkin, K. & Sadeq, J.A. & Sabiha, A.W. & Apoorva, S. Pedestrian Dynamics Feedback Control of Crowd Evacuation Understanding Complex Systems. 2008. Springer-Verlag. Berlin Heidelberg. ISBN: 978-3-540-75559-3. e-ISBN: 978-3-540-75561-6.
8. Technical Information on Terminology and Symbols in Controlled Engineering. Frankfurt: Samson A.G., 2003.
9. EMTS System. Electric Powered Transport System Brochure. Scharf, 2007.
10. Schmid, Ch. Course on Dynamics of Multidisplicinary and Controlled Systems. 2005. Available at: http://www.atp.ruhr-uni-bochum.de/rt1/syscontrol/main.html Sushant, D. & Nishant, S. & Purohit, R. A review on laser drilling and its techniques. In: Proceedings of International Conference on Advances in Mechanical Engineering-2006 (AME 2006). Baba Banda Singh Bahadur Engineering College. Fatehgarh Sahib. Punjab. India. 2006.