MECHANICAL & THERMAL INTERACTIONS IN GRINDING PROCESS
Grinding is a material removal process utilising a grinding wheel which is made up of a large number of randomly positioned abrasive grains [Chen02]. Unlike the defined cutting edge tool, this random nature of grain distribution on the wheel surface makes it more difficult to derive an analytical force, energy and temperature model describing many dynamic and complex interactions in the grinding process [Tawa07a]. The specific energy which is the energy required to remove a unit volume of material is generally extremely high in machining processes with undefined cutting edges like grinding, compared to the processes with defined cutting edges like turning or milling [Kloc05a]. Almost all the mechanical energy which causes elastic and plastic deformations, friction and surface generation through the process is converted to heat in the contact area [Brin03]. As a matter of fact, all components which take part in the chip formation process are affected by the thermal loads. Heat is partitioned to the workpiece, grinding wheel, chips and coolant [Rowe98]. In dry grinding, as there is no coolant, the share of coolant action in heat partitioning is almost zero as heat transfer to the surrounding air is very low and negligible. Any thermal damage in the workpiece is because of high heat generation in the tool–workpiece contact zone and the conduction of heat into the workpiece. Traditionally, dimensional accuracy and surface finish are considered to be the main criteria of the quality of the grinding process. However it is found that below–surface or near–surface properties such as workpiece residual stress, microstructure and hardness also belongs to the overall workpiece quality [Snoe78, Torr78 ]. Study of the interaction between the grains and workpiece has been a key role for understanding the process. The experimental analysis and the interpretation of the results as well as models have mainly been performed to facilitate the process. However there are still many unsolved problems and controversies in modelling of interactions occurring in grinding [Mari04]. The mechanical and thermal interaction of grain and workpiece are the main interactions to be studied.
Thermal aspects of grinding
Reduction of grinding temperature and thermal damage requires an analytical knowledge of the thermal aspects of grinding and heat partitioning as well as a deep understanding of kinematic aspects and chip formation processes. During the grinding process, several interactions take place between: the grain and workpiece, the bond and the workpiece and the chip and the bond. The interaction of the grain and the workpiece is actually the only desirable process as it results in chip removal. The interaction of the chip and bond results in friction and bond erosion. Interaction between bond and workpiece also results in undesirable friction. Due to friction and plastic deformation the mechanical energy introduced into the grinding process is almost completely converted into heat. [Brin94]. Figure 2.2 shows the different type and location of heat sources due to grain–workpiece interaction.
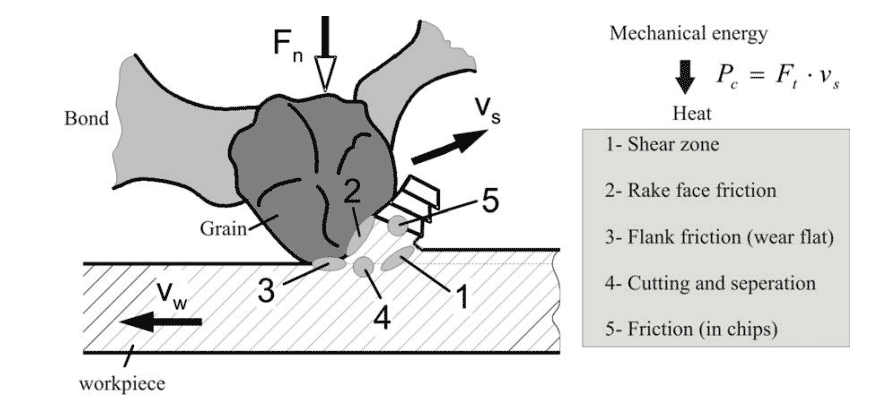
Figure 2.2: Heat generation in grain interaction with workpiece [Brin94]
In grinding, almost all the heat produced in the process is partitioned into the wheel, chips, workpiece and coolant. The exact determination of the amount of heat transferred to each part of the system is a very difficult task and has not yet been achieved. The most important part, however, is the share of heat flux into the workpiece. An amount between 5 to 85% of generated heat was found to flow into the workpiece [Brin94]. It can be seen that the complex influences of different parameters cause a wide variety of different partition ranges and much more difficulties to investigate the thermal aspects of grinding.
Previous research works in thermal aspects of grinding were started perhaps by the work of Outwater and Shaw [Outw52]. They investigated the surface temperatures generated in fine dry grinding based on heat generation on a shear plane, similar to cutting process. Their results show that about 65% of heat is partitioned into the chips. Hahn [Hahn62] proposed the friction hypothesis wherein rubbing forces on the wear flat of the abrasive grain and workpiece play a major role as compared to the forces due to cutting. By considering the heat due to shear work as well as heat due to friction, Malkin and his colleagues [Malk89, Malk07] concluded that almost all of the ploughing and sliding energies at wear flat and 55% of the shear heat (in cutting process) are conducted to the workpiece. Choi [Choi86] asserts that 73% of the heat flows into the workpiece. It should be noted in this raegard that the heat partitioning depends on the grinding parametrs.
Des Ruisseaux and Zerkle [Desr70] conducted thermal analysis of the grinding process by considering the effects of coolant. They concluded that the effect of coolant in the contact zone is not considerable. Shafto et al. and Howes et al. [Shaf75, Howe87] mentioned that the ffects of coolant depend on grinding temperature and the boiling point of the coolant. The influence of coolant would be drastically decreased if the coolant temperature were to reach the boiling point. Jin et al. and Lavin et al. [Jin01, Lavi90] showed that the effect of coolant is very considerable in the case of the creep feed grinding. Stephenson et al. and Rowe [Rowe01b, Step03] concluded that the heat flux into the chips is considerable in HEDG (High Efficiency Deep Grinding) comparing to the creep feed or conventional grinding.
There are different research works which concentrate on temperature modeling and the heat partitioning of the wheel and workpiece. Lavine developed a simple analytical model for heat partition between the wheel and the workpiece surfaces and the grinding fluid [Lavi88]. Demetriou and Lavine [Deme00, Lavi00] extended the convective heat transfer model to cover both up–grinding and down–grinding. Rowe et al. [Rowe96a, Rowe98, Rowe01a] developed analytical models to determine the grinding temperature by energy partition based on two strategies. The first strategies are based on the workpiece experiencing elevated background temperatures due to distributed action of all the grains operating in the grinding zone. This analysis is designated as the wheel contact analysis or global contact analysis. They considered the heat source at the workpiece surface as a band heat source moving across its surface at the given feed speed. The second analysis is based on the localized temperatures experienced at the abrasive grain tip – workpiece interface by spikes elevating above the background temperature. This analysis is designated as the grain contact analysis or local contact analysis. For this analysis, the grain is modeled as a stationary body subjected to a constant circular heat source in the grinding zone. Guo and Malkin [Guo94, Guo99, Guo00] investigated the variation of the energy partition along the length of contact in grinding. In their work, the models developed with consideration for grinding wheel pores filled with coolant. Hou and Komandori [Hou03a, Hou03b] presented an interesting thermal analysis of grinding processes by considering the stochastic nature of the wheel topography. Skuratov et al. [Skur07] developed a mathematical modeling for grinding temperature using two variable functions by solving the differential equations by Laplace and Fourier transformation and green’s function method.
It is notable that, at the moment, a fully theoretical calculation is only possible with very high inaccuracy. The temperature model can still be performed by calculation or measurement of specific energy and heat flux [Mari04]. That is why the measurement and modelling of the grinding forces and specific energy are still the only way for accurate temperature calculation [Mari04]. In this work the model proposed by Rowe is used for thermal analysis by considering the stochastic model to calculate tangential force and specific energy.