Cистема автоматизации управления темпом загрузки доменной шихты
Постановка задачи на управление. Для непрерывной работы доменной печи и постоянного состава чугуна требуется бесперебойная подача шихтовых материалов к загрузочному устройству на колошнике. Такое постоянство требует стабилизации параметров загрузки. Так как доменный технологический процесс обладает большой инерционностью, временем запаздывания и нелинейностью, то это в значительной мере усложняет управление и требует использования всей возможной информации о ходе доменного процесса для прогнозирования изменения параметров загрузки.
Темп загрузки влияет на эффективность распределения газового потока по сечению печи, обеспечивая тем самым ровный сход материалов от колошника к горну. Следовательно, необходимо поддерживать постоянный уровень засыпи шихты тем самым обеспечивая стабилизацию шихтового режима [1].
Методика решения задачи. Исходной информацией для подсистемы служит величина заданного уровня засыпи и текущие показания зондовых и радиоактивных уровнемеров, на основе которых определяются скорость схода шихты в печь и величина рассогласования действительного и заданного уровней засыпи. Управляющим воздействием является порция шихтовых материалов на горизонтальный конвейер в соответствии с изменением скорости схода шихты в доменную печь. Так как объект управления имеет большое транспортное запаздывание τ и малую постоянную времени T, так что τ/T >> 1, то целесообразно использовать ПД–регулятор для систем с транспортной задержкой. На практике хорошо зарекомендовал себя предиктор Смита. Цель предиктора Смита – предсказать, какой сигнал должен появиться на выходе объекта до того, как он там появится на самом деле [2]. Структурная схема такой системы показана на рис. 1. Благодаря тому, что на основании прогнозируемой скорости схода шихты имеется возможность определить требуемую производительность транспортера со значительным предварением и тем самым скомпенсировать большое запаздывание в системе загрузки, появляется возможность предсказания поведения объекта до появления сигнала на его выходе [3].
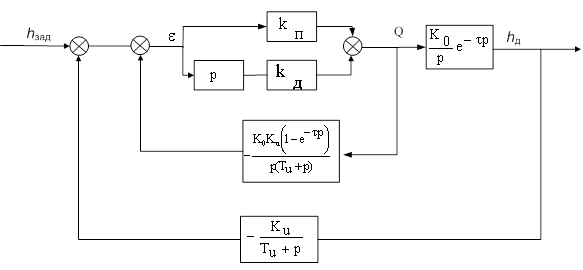
Рис. 1. Структурная схема САР уровнем засыпи шихты на колошнике с предиктором Смита
На рис.1 даны следующие обозначения:
 – передаточная функция объекта по каналу управления
– передаточная функция объекта по каналу управления уровень засыпи шихты – порция шихты
;
 – передаточная функция звена компенсации запаздывания;
– передаточная функция звена компенсации запаздывания;
 – передаточная функция уровнемера;
– передаточная функция уровнемера;
kП, kД – коэффициенты ПД–регулятора;
Q –производительность транспортера (порция шихты), hзад, hд – заданный и действующий уровни засыпи, ε – рассогласование между заданным hзад и действительным hд уровнем засыпи равное  – скорость схода шихты за подачу.
– скорость схода шихты за подачу.
При исследовании и моделировании данной САР имеет смысл представить процесс изменения скорости схода шихты как полигармонический с наложением широкополосного случайного шума. Такой процесс может быть достаточно точно представлен рядом Фурье:

где  .
.
Если обозначить  то дисперсия процесса скорости схода шихты v(t) , учитываемая одной гармоникой, равна
то дисперсия процесса скорости схода шихты v(t) , учитываемая одной гармоникой, равна  , а дисперсия, учитываемая различными гармониками, складываясь, дают общую дисперсию процесса σ2. Периодическая функция v(t) довольно точно аппроксимируется этими гармониками [3], так что (1) может быть использована для прогноза будущих значений скорости схода шихты.
, а дисперсия, учитываемая различными гармониками, складываясь, дают общую дисперсию процесса σ2. Периодическая функция v(t) довольно точно аппроксимируется этими гармониками [3], так что (1) может быть использована для прогноза будущих значений скорости схода шихты.
Выводы. Технологический процесс загрузки доменной шихты рассмотрен в качестве объекта управления. Объект характеризуется большим транспортным запаздыванием. На основании прогнозируемой скорости схода шихты имеется возможность определить требуемую производительность транспортера со значительным предварением, тем самым скомпенсировать большое запаздывание в системе загрузки.
Библиографический список
- Глинков Г.М., Косырев А.И., Шевцов Е.К. Контроль и автоматизация металлургических процессов: учебник для вузов. М.:
Металлургия
, 1989. 352 с. - Денисенко В.В. ПИД-регуляторы: принципы построения и модификации // СТА. 2007. № 1. с. 77-88
- Глинков Г.М. , Маковский В.А. АСУ Технологическими процессами в агломерационных и сталеплавильных цехах: учебник для вузов. М.:
Металлургия
, 1981. 360 с.