
Реферат за темою випускної роботи
Зміст
- Вступ
- 1. Актуальність теми
- 2. Мета і задачі дослідження
- 3. Електрична частина (Конструктивне виконання) ДСП
- 4. Технологічний процес ДСП
- 5. Режими роботи ДСП
- 6. Заходи щодо економії електроенергії в ДСП
- Висновки
- Перелік джерел
Вступ
У даній роботі були розглянуті можливі варіанти підвищення ефективності дугової сталеплавильної печі. Розглянуто характеристики і конструкція дугової сталеплавильної печі. Визначено можливі проблеми при роботі печей на живильну мережу. Запропоновано варіанти підвищення значення внутрішнього коефіцієнта корисної дії (ККД) за рахунок енергетичних ресурсів.
Впровадження систем дозволяє систематизувати обмін даними, регламентувати склад і форми подання даних, а також структуру інформаційних потоків у системі, значно підвищити точність і чіткість їх ведення, гарантувати їх збереження, надавати повну взаємопов’язану інформацію по усім суб’єктам санаторію. Все це призводить до злагодженої роботі співробітників організації і в багато разів збільшує ефективність функціонування підприємства в цілому.
1. Актуальність теми
При розробці ефективних процесів виплавки сталі в дугових сталеплавильних печах (ДСП) необхідно вирішити комплекс складних завдань: досягнення максимальної продуктивності печі та максимального коефіцієнта корисної дії, отримання необхідної якості сталі, мінімізація витрат на шихту і матеріали.
Існують різні класичні методи розв’язання задачі складання розкладу. Однак, через велику розмірність задачі, домогтися оптимального розкладу даними способами досить проблематично. В останні роки особливого поширення набули дослідження методів еволюційного пошуку. Їх застосування призводить до отримання хороших результатів, однак має місце висока обчислювальна трудомісткість і відносна неефективність на заключних етапах еволюції.
У зв’язку з безперервним зростанням електричної потужності ДСП яка надвисокого рівня 1500 кВА/т, ефективність їх роботи в енергетичному плані продовжує привертати увагу фахівців до даної проблеми.
Слід зазначити, що по мірі здешевлення електроенергії, а також завдяки збільшенню ємності дугових агрегатів, внаслідок чого зменшується витрата електроенергії і матеріалів на виплавку 1 т сталі, різниця у вартості переділу металу дугової і мартенівської печі знижується. В останні роки в потужних дугових печах виплавляють не тільки високолеговані сталі.
Так як основним матеріалом при отриманні сталі в ДСП, є металевий брухт і вартість його становить основну частину вартості одержуваного, стали. В межах однієї групи вид брухту може сильно відрізнятися, а використання маталлошихты у вигляді пакетів може і стружки вимагає детального дослідження процесу їх нагрівання і плавлення, а також чаду і ефективності роботи печі. До недоліку використанні металевого брухту можна віднести те, що багаторазовий переплав призводить до збільшення забруднення її домішками кольорових металів, тому для отримання сталей високої якості потрібно додавати до лому деяка кількість більш чистої сировини, використовувати декількох видів брухту, а також чавуну і металізованих окатишів призводить до необхідності визначення раціональної шихтування завантажуються в піч матеріалів, а також оптимального часу їх подвалки.
2. Мета і задачі дослідження
У даній роботі були розглянуті можливі варіанти підвищення ефективності дугової сталеплавильної печі. Розглянуто характеристики і конструкція дугової сталеплавильної печі. Визначено можливі проблеми при роботі печей на живильну мережу. Запропоновано варіанти підвищення значення внутрішнього ККД за рахунок енергетичних ресурсів.
Робота дугових печей заснована на виділенні тепла в електричній дузі. Висока концентрація енергії в дузі дозволяє отримувати високі швидкості нагріву і температури. Дуга може горіти як у звичайній атмосфері, так і в парах металу у вакуумі. Найбільше застосування в промисловості отримали дугові сталеплавильні печі (ДСП). Вони використовуються не лише в металургії, але також і в інших галузях, наприклад, на машинобудівних і автомобільних заводах. Найчастіше ДСП використовують для переплавлення відходів чорних металів [1].
3. Електрична частина (Конструктивне виконання) ДСП
Переважна кількість ДСП виконуються трифазними з трьома електродами. Харчуються печі через знижують Трансформатори, встановлені в безпосередній близькості від печі. Електричні струми досягають десятків тисяч ампер. Схема короткої мережі робить сильний вплив на ККД і коефіцієнт потужності печі. На (рис. 1) показаний схематичний креслення дугової печі.
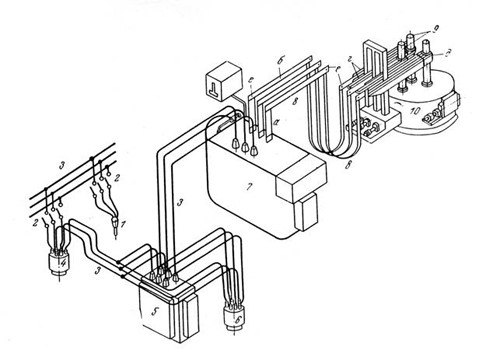
Рисунок 1 – Схема ДСП (1 – кабель вводу; 2 – роз’єднувач; 3 – шини високої напруги; 4 – високовольтний вимикач; 5 – дросель; 6 – вимикач, шунтувальний дросель; 7 – пічний трансформатор; 8 – коротка мережа: а – компенсатори; б – пакет шин; – гнучкі кабелі; р – трубошины на печі; д – електродотримачі; е – контактні з’єднання; 9 – електроди; 10 – електродугова піч)
Технологічний процес плавки металу в дуговій печі відбувається наступним чином. Обробка завантаженої в дугову піч твердої шихти починається зі стадії розплавлення, на цій стадії в печі запалюється дуга і починається розплавлення шихти під електроди. У міру розплавлення шихти електрод спускається вниз, утворюючи колодязі для прискорення. Особливістю стадії розплавлення є неспокійне горіння електричної дуги. Низька стійкість дуги пояснюється низькою температурою в печі. Перехід дуги з однієї шихти на інші, а також численне обривання дуги експлуатаційними короткими замиканнями, які викликаються обвалами і переміщеннями провідних шматків шихти. Інші стадії обробки металу знаходяться в рідкому стані і характеризуються спокійним горінням дуг.
Технологічний процес металургійного виробництва визначає характер споживання електроенергії ДСП, який має ряд особливостей:
- Навантаження ДСП є циклічною нерівномірною, графіки навантаження мають імовірнісний характер.
- ДСП є великими споживачами реактивної потужності, що викликано значним реактивним опором електричного кола печі.
- ДСП мають яскраво виражений резкопеременный характер навантаження, надає специфічний вплив на якість електричної енергії в мережі.
- Навантаження ДСП характеризується несиметричним розподілом струмів і потужностей по фазах.
- режим дугової печі характеризується несиносоїдальністю струмів і напруг яка викликана нелінійністю електричної дуги як приймача електроенергії.
- Характерною особливістю режиму ДСП є поява при певних умовах високочастотних коливань, частота яких лежить в широкому діапазоні частот, від сотень герц до десятків кілогерц, а амплітуда доходить до (0,4–0,5) UЛ.
Деякі із зазначених особливостей споживання електроенергії ДСП негативно впливають на живильну мережу ДСП і основним завданням експлуатаційного персоналу, є максимально зменшити ці вплив.
4. Технологічний процес ДСП
Приблизний графік потужності і напруги ДСП за плавку наведено на (рис. 2).
Підвищення продуктивності ДСП слід розглядати як комплексну задачу, вирішення якої полягає у скороченні тривалості трьох основних періодів плавки: підготовчого (випуск, заправка, завалка шихти), енергетичного (розплавлення шихти) і технологічного (окисний і відбудовний періоди плавки). Скорочення тривалості розплавлення шихти і всієї плавки досягається при використанні концепції "Надпотужна ДСП" – підвищенням питомої потужності трансформатора до 800÷1000 кВ · А/т. Це в свою чергу, визначає електричний режим періоду розплавлення – робота на підвищених ступенях напруги, з довгими дугами і підвищеним коефіцієнтом потужності протягом всього періоду плавлення.
в основному всі ДСП для виробництва сталі використовують вторинну сировину зі сталевого брухту. Лом завантажується краном у відкриту ДСП в спеціальних кошиках з днищем, що відкривається. Після завантаження шихти в ДСП, Звід встановлюється на місце, закриваючи зверху робочий простір печі. Потім подається електроживлення на три графітових електроди, електроди торкаються поверхні завантаженого в піч металу (шихти), виникає коротке міжфазне замикання, після чого, за сигналом автоматичного регулятора, електроди піднімаються і спалахують електричні дуги. Починається процес розплавлення металу, який проходить при максимальній потужності (див. рис. 2)
в період розплавлення часто трапляються короткі замикання через обвал шихти і при частих запалюваннях дуг. Кількість коротких замикань становить десятки, а іноді і сотні за плавку. Найбільш часто відбуваються однофазні короткі замикання при палаючих в інших фазах дугах. Струми короткого замикання обмежуються пічним трансформатором і додатковим реактором до значення в 2,5÷3,5 рази більше номінального струму. Реактор часто встановлюється в одному баку з трансформатором.
Найбільший струм короткого замикання має місце при короткому замиканні в двох фазах і палаючої дузі в третій фазі. При цьому струм короткого замикання може бути на 15% більше струму симетричного короткого замикання. Струм короткого замикання в контурі печі викликає короткочасні падіння напруги на шинах пічної підстанції.
До пічних трансформаторів пред’являються особливі вимоги. Вони повинні мати підвищену механічну міцність і перевантажувальну здатність. Всі трансформатори обладнані перемикачами ступенів напруги без навантаження (якщо потужність трансформатора до 10 МВА) або під навантаженням, при більш високій потужності. Кількість ступенів напруги від 123 до 23.
Дуга є нелінійним електричним навантаженням і викликає появу вищих гармонійних складових напруги і струму в мережі живлення. Особливо сильно впливають вищі гармоніки на конденсаторні батареї, викликаючи їх перегрів і вихід з ладу.
Рисунок 2 – Приблизний графік потужності і напруги печі за плавку при виплавці стали основним процесом з повним окисленням. (Анімація: 3 цикли, 6 кадрів, 133 кб).
Дугова сталеплавильна піч працює, як правило, цілодобово із зупинками на ремонт і профілактичний огляд. Циклічність роботи визначається чергуванням плавок з відключенням печі для зливу металу, заправки і завантаження. Велика одинична потужність пічних агрегатів визначає великі витрати електричної енергії, тому перед енергетичною службою промислових підприємств і технологами стоїть завдання вибору раціонального режиму роботи печі, що забезпечує, з одного боку, високу продуктивність, а з іншого – мінімальний витрата електроенергії.
Оскільки кращі значення цих показників найчастіше не збігаються, встановлення оптимальних умов експлуатації печі ґрунтується на аналізі Продуктивність печі і витрата електроенергії залежить від потужності дуг, втрат електроенергії і пов’язана з робочим струмом.
5. Режими роботи ДСП
Залежно від сили струму в печі розрізняють наступні режими роботи:
- Режим холостого ходу (дуги не горять, I=0);
- Нормальний режим (I=Iн);
- режим експлуатаційного короткого замикання (I=Iдо).
Найбільш повну картину зміни режиму роботи печі можна отримати при розгляді електричних і робочих характеристик [4].
режим роботи ДСП в межах обраної ступені напруги трансформатора регулюється в основному по струму. Залежність параметрів режиму підведеної Р і корисною Рп потужності, коефіцієнта потужності соѕφ; і ККД ηе від струму I2 називають електричними характеристиками. Для вибору раціонального режиму роботи печі необхідно знати електричні характеристики на кожному ступені напруги трансформатора (їх можна побудувати за даними аналітичного і графічного розрахунку).
Щоб уникнути впливів коливань навантаження на інших споживачів ДСП повинні харчуватися від потужних систем, а величина пічної навантаження не повинна перевищувати 40% потужності живильної підстанції. Широко застосовується виділення пічних підстанцій на самостійне харчування, пов’язане з іншими споживачами лише на напрузі 110 або 220 кВ. В цьому випадку якість електроенергії у інших споживачів вдається утримати в допустимих межах. При харчуванні від малопотужних пічних станцій пічна навантаження не повинна перевищувати 25% їх потужності. Можна також застосовувати фільтри вищих гармонік.
ДСП допускають короткочасні перерви живлення, але при тривалих відключення без спорожнення печі, остання може вийти з ладу. Експлуатація великих печей на металургійних заводах зазвичай здійснюється в три зміни. У разі необхідності, ДСП можна використовувати в якості добового регулятора споживання електроенергії.
Одна піч не може створити рівномірного навантаження, так як є періоди відключеного стану печі (при завантаженні печі, при розливанні металу, скачуванні шлаку тощо), але вже при двох і більше печах можна створити більш рівномірний графік навантаження.
Коефіцієнт потужності ДСП зазвичай становить 0,87–0,9. Електропостачання ДСП здійснюється по другій категорії надійності. Харчування пічної здійснюється від підстанції ГПП на напрузі 3 ÷ 10 і 35 кВ, що вимагає додаткової трансформації на ГПП, що живляться від ліній 110 і 220 кВ. Робочі характеристики дугового печі представлені на рис. 3
Питома витрата електроенергії ДСП на 1 т виплавленої сталі залежить від вибору режиму роботи: від струму і ступеня напруги трансформатора. На питому витрату також впливають технологічні фактори: якість складу шихти, вміння правильно укласти шихту в завантажувальну кошик, стан футеровки, електродів, від уміння персоналу швидко занурити шихту, вилити метал в ківш та ін Але вирішальним фактором, що впливає на питому витрату електроенергії, є правильний вибір електричного режиму печі. Регулювати електричний режим можна шляхом зміни або напруги живлення, або довжини, а отже, і струмів дуг.
Для правильного вибору режиму робота ДСП знання електричних характеристик не достатньо, дугова піч як технологічний агрегат характеризується, насамперед, питомою витратою електроенергії і продуктивністю.
Тому вибір раціонального режиму роботи ДСП ведуть по робочим характеристикам, що представляють собою електричні та технологічні характеристики (рис. 3). У нижній частині (рис. 3) наведені електричні характеристики і незалежні від струму (у першому наближенні) теплові втрати печі ΔРт, у верхній – технологічні: питома витрата електроенергії a кВт•год/т; годинна продуктивність печі g, т/ч; час розплавлення 1 т сталі tр, т/год і повний ККД η.

Рисунок 3 – Робочі та електричні характеристики дугової печі
Аналіз робочих характеристик показує:
- можливі межі режимів роботи печі вже, ніж електричні, очевидно, піч може працювати лише тоді, коли її активна потужність р не менше, ніж сума її теплових і електричних втрат (р>Ре+ΔРт), що відповідає струмів Iа і Iв на рис. 3;
- Крива питомої витрати електроенергії а має мінімум при струмі Id, якому відповідає максимальне значення повного ККД печі, отже, струм Id визначає оптимальний енергетичний режим;
- Крива продуктивності печі g досягає максимуму при струмі I, який відповідає максимуму потужності дуг (Рп). Цьому ж струму відповідає найменший питомий час розплавлення tр; отже, Iс визначає режим максимальної продуктивності;
- Оптимальний енергетичний режим і режим максимальної продуктивності не збігаються.
Отже, якщо підприємство працює в умовах дефіциту електроенергії, то вирішальним фактором є оптимальний енергетичний режим, що характеризується струмом Id. Якщо ж головне завдання полягає в тому, щоб виплавляти максимум металу, то визначальним є режим максимальної продуктивності I.
Значення струму Iопт, при якому собівартість розплавлення металу мінімальна, лежить між значеннями струмів Id I.
Таким чином, робочі характеристики ДСП дозволяють проаналізувати її роботу, визначити оптимальний режим і зробити висновки про правильності експлуатації застосовуваного для її живлення електричного обладнання.
6. Заходи щодо економії електроенергії в ДСП
1. Зміст печі і всього обладнання (особливо автоматичного регулятора режиму роботи ДСП) в справному технічному стані. Дотримання графіка планово-попереджувального ремонта (ППР);
2. Правильний вибір електричного режиму роботи печі: ступені напруги трансформатора і струму дуги;
3. Скорочення простоїв печі, мінімальний час знаходження ДСП з відкритим при завантаженні склепінням;
4. Оптимальне укладання шихти в завантажувальний кошик, підбір шихти за складом і розмірами;
5. Періодична перевірка інфрачервоним термометром стану контактних з’єднань;
6. Використання матеріалів високої якості для футерування печі і електродів;
7. Підвищення коефіцієнта потужності та якості електроенергії шляхом використання конденсаторних батарей і фільтрів вищих гармонійних складових.
Висновки
• У сучасних надпотужних дугових сталеплавильних печах значення фактичного ККД становить близько 55–60%. Це обумовлено конструкцією і технологічним режимом печі, що викликає значні втрати енергії в її робочому просторі.
• Підвищення ККД за рахунок зниження втрат може бути досягнуто зміною конструкції і удосконаленням технологічного режиму допомогою перерозподілу основних енергетичних складових.
• Важливим напрямком підвищення продуктивності ДСП є підвищення питомої потужності трансформатора. При цьому доцільно підвищення вторинної напруги. Робота на довгих дугах при таких високих напругах можлива за умови підтримки пінистих шлаків, надійно екранують дуги. Пінисті шлаки формуються шляхом вдування в шлак порошку коксу і кисню.
Перелік джерел
- Энерготехнологические установки (конспект лекций)/Состав.: В. П. Муха – Донецк; Издательство ДонНТУ, 2008. – 240 с.
- Лопухов Г. А. Ближайшие перспективы развития мировой чёрной металлургии / Г. А. Лопухов / Электрометаллургия. – 2001. – № 1.
- Еланский Д. Г. Тенденции развития электросталеплавильного производства / Д. Г. Еланский / Электрометаллургия. – 2001.
- Гаврилов Ф. А., Цыбуля В. В. Влияние дуговых сталеплавильных печей малых объёмов на работу электрооборудования / Ф. А. Гаврилов // Электротехника и электроэнергетика Вестник приазовского национального технического университета № 20.
- Николаев А. А., Корнилов Г. П., Анохин В. В. Повышение электрической мощности дуговой сталеплавильной печи за счёт компенсирующих устройств / А. А. Николаев // Russian Internet Journal Electrical Engineering. 2015.
- Электрические промышленные печи. Дуговые печи и установки специального нагрева: Учебник для вузов / А. Д. Свенчанский, И. Г. Жердев, А. М. Кручинин и др./Под ред. А. Д. Свенчанского. М.: Энергоатомиздат, 1981.
- Никифоров Г. В. Энергосбережение и управление энергопотреблением в металлургическом производстве / Г. В. Никифоров, В. К. Олейников, Б. И. Заславец. М.: Энергоатомиздат, 2003. – 480 с.
- Николаев А. А. Исследование режимов работы дуговых сталеплавильных печей в комплексе со статическими тиристорными компенсаторами реактивной мощности. Часть 1 / А. А. Николаев, Г. П. Корнилов, И. А. Якимов // Электрометаллургия. – 2014. – № 5.
- Николаев А. А. Исследование режимов работы дуговых сталеплавильных печей в комплексе со статическими тиристорными компенсаторами реактивной мощности. Часть 2 / А. А. Николаев, Г. П. Корнилов, И. А. Якимов // Электрометаллургия. – 2014. – № 6.