
Abstract
Содержание
Introduction
Metallurgy for Donbass is one of the key, in many respects, direction. Here, as nowhere else, the concentration of producers is high and consumers of metal products. The main metallurgical enterprises of the Donbass are:
• Mariupol Illich Iron and Steel Works
• Metallurgical Combine Azovstal
• Donetsk Metallurgical Plant
• Enakievsky Metallurgical Plant
• Donetsk Metal Rolling Plant
• Alchevsk Metallurgical Plant
Donbass and Priazovye – the largest base of domestic metallurgy. The city of Mariupol produces the largest amount of metal in the country. Black
metallurgy is the leading industry of the heavy industry, which also gives foreign exchange earnings at the end of an established chain of coal in the field of coal and — cokebox — metal
.
In turn, the last link in this chain has in the field all the constituent stages of production: sinter, cast iron, steel, rolled products, pipes, metal products.
Ferrous metallurgy is one of the most profitable sectors of the economy of Donbass. Maintaining its potential is extremely important for the economic development of the country. The coal industry, the energy complex, the network of coke–chemical plants, the transport network, including including Mariupol port.
1. General information
All rolling mills, working at metallurgical enterprises, despite the variety of structures, are classified by purpose, the number and location of work stands and rolls in work stands. Rolling mills, depending on the destination, i.e. on the type of production products can be divided into the following three groups:
– Hot rolling mills, which include crimp, billet, rail and structural, varietal, wire, strips, sheet, broadband.
– Cold rolling mills, which include sheet, rolling mill and rolling mills for thin and very thin tape.
– Special purpose mills – wheel rolling, bandage rolling, for rolling strips and profiles of variable section, balls, gears, screws, bent profiles, etc.
The main parameter of crimping, billet and section mills is the diameter of the rolls or gears of the gear stand in mm. If there are several in the camp
working stands mill parameter is the diameter of the rolls of the finishing stand. So, the name small–graded mill 250
means that the diameter of the work rolls or
The gears of the finishing stand are equal to 250 mm, and its purpose is to produce small–section rolled products.
According to the number and location of work stands, rolling mills are divided into the following five groups: single–stand, linear multi–stand, sequential, semi–continuous and continuous (Fig. 1).
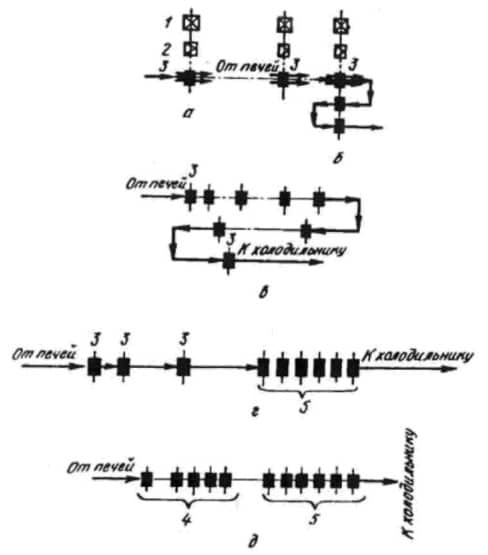
Figure 1 – Technological schemes of rolling mills
According to the location and number of rolls in the working stands and their design, rolling mills are divided into several groups: two, three, four and multi–roll, universal special design (Fig.2).
Two–roll stands are the most common, and are reversible and non–reversible. In the reverse rolls, the rolls have a variable direction of rotation. Same Roller calibration plays a role (Fig. 3).
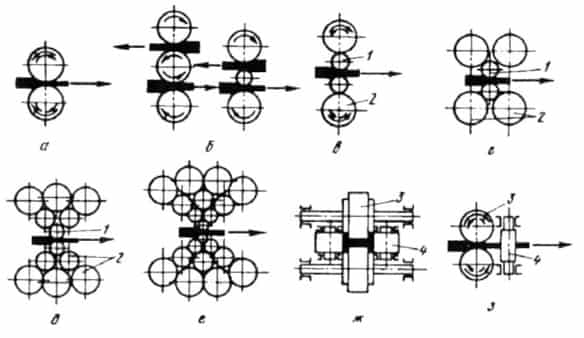
Figure 2 – The layout of the rolls in the working stands
a — two–roll stand; b —varietal and sheet roll rolls; in — four–roll stand; g — staple cage; d — davetsativalkovaya stand; e — dvativatkovaya stand; Well — universalnaya beam stand; s — universal slabing cage
Figure 3 – Roll Calibration
References
- 1. Система автоматического контроля и учета проката на НЗС 900/700/500 /О. И. Демьяненко, А. А. Коринь, и др. // Металл и литье Украины. – 2004. – №8–10. – С . 65–67.
- Б. С. Гусев, О. Г. Шевченко, А. В. Молдованов, О. И. Демьяненко. Двухуровневая система повышенной надежности для автоматизации управления раскроем заготовок на прокатном стане // Материалы восьмого международного научно–практического семинара
Практика и перспективы развития партнерства в сфере высшей школы
, Донецк–Таганрог, № 7, апрель 2007. – Стр. 87–95. - Ш. Адамия. Оптимизация динамических нагрузок прокатных станов/ Ш. Адамия. – М.: Металлургия, 1978.
- Статья
Система контроля технологии и управления скоростными режимами прокатного стана
// Роман Федоряк, Константин Лейковский, Алексей Светличный // 2001 - А. А. Восканьянц Автоматизированное управление процессами прокатки. – М.: 2010г.
- Статья
Средства контроля параметров горячего прокатасистеме автоматизации технологических процессов прокатных станов
Гусев Б. С. ', Достлев Ю. С.2 , Краснокутский В. Л, - О.И. Демьяненко, А.А. Коринь. Система автоматического контроля и учета проката на НЗС 900/700/500 / О. И. Демьяненко, А. А. Коринь, и др. – Металл и литье Украины. 2004. – 65–67 с.
- Роман Федоряк, Константин Лейковский, Алексей Светличный. Система контроля технологии и управления скоростными режимами прокатного стана – Донецк. 2001