
Реферат по теме: Выбор САПР для проектирования технологических процессов в машиностроении
Содержание
- Введение
- 1. CAPP–важнейший модуль PLM систем
- 2. Критерии выбора САПР технологической подготовки производства
- Выводы
- Список источников
Введение
Идея создания САПР, облегчающая труд инженера-технолога по автоматизации расчетов режимов обработки, сварки, наплавки, резки, трудового и материального нормирования, планирования, заполнения технологической документации, появилась во время эксплуатации первых ЭВМ на производстве. В настоящее время CAD, CAM, CAE, PLM-системы, представляют фундамент CALS-технологий.
Системы автоматизации проектирования технологической подготовкой производства представлены двумя видами систем: CAM и CAPP. Рассмотрим разновидности CAPP-систем, целью которых является автоматизация проектирования и планирования технологических процессов (САПР ТП).
В настоящее время существует множество современных CAPP-систем известных производителей, но задача выбора и внедрения таких систем является и сегодня актуальной для большинства машиностроительных предприятий СНГ. Большинство из САПР ТП имеет архитектуру, состоящую из информационного центрального модуля и дополнительных, в виде базы данных (технологической оснастки, режимов обработки, нормативно-справочной информации и прочее), модулей, реализующих проектирование технологий, планирование производства (маршрутизации и расцеховки), нормирования материалов и труда, формирования технологической документации, интеграции с CAD/PDM/PLM системами.
1. CAPP–важнейший модуль PLM систем
Особенностью машиностроительного производства является длительный цикл технической (конструкторско-технологической) подготовки производства, составляющей 60-90% от общего цикла.
Первые АСТПП начали создаваться ещё в 60-х годах двадцатого века. Однако та вычислительная база, на которой строились АСТПП до начала 90-х годов, не позволяла обеспечить необходимую эффективность и реальную комплексность процессов автоматизации. Тем не менее, в этих условиях был выработан ряд базовых принципов, на основе которых строились АСТПП. Они остаются справедливыми и в настоящее время, однако, не дают ответа на вопрос: как нужно строить АСТПП в современных условиях, с учетом глобализации промышленного производства, использующего такие формы кооперации, как создание расширенных и виртуальных предприятий.
Чтобы только оставаться на месте, нужно бежать, а, чтобы куда-то попасть, нужно бежать в два раза быстрее
(С). Это кэрролловское правило вполне применимо и к современному производству. Ещё недавно предприятия, использовавшие информационные технологии, были на коне
– автоматизация отдельных процессов давала им значительные преимущества. Но сегодня IT перестали быть фактором победы, став жизненной необходимостью. Внедрение современных IT-систем на отдельных этапах проектирования или производства позволяет только оставаться на месте
. А чтобы куда-то попасть
, то есть успешно конкурировать в условиях глобальной экономики, уже не достаточно единичных программных продуктов – необходимы сквозные системы автоматизации предприятия и жизненного цикла изделий. Информация, попадая однажды в IT-пространство предприятия, проходит единым потоком через все циклы подготовки производства и непосредственно само производство. Это позволяет не вводить раз за разом одни и те же данные на разных этапах (что ведет к потерям качества и времени), а выстраивать высокоэффективную систему управления.
Суть концепции PLM состоит в обеспечении информационной и организационной поддержки всех этапов жизненного цикла изделия. Выпадение даже одного этапа препятствует сквозному течению потока информации и не позволяет цифровой модели полноценно существовать. В машиностроительной отрасли такой разрыв наиболее часто происходит между стадиями проектирования изделия и производства. По большей части проблемы возникают в области технологической подготовки производства из-за традиционного разделения сфер ответственности между конструкторскими бюро и серийными заводами, ограниченной возможности реализации техпроцессов в PLM-системах или просто из-за недостатка внимания к этой области.
Опыт проектов в машиностроении показывает, что, опираясь только на возможности PLM-платформ (даже таких комплексных, как Teamcenter от Siemens PLM Software, Windchill от PTC и Enovia от Dassault Systemes), как правило, не удается полноценно реализовать поддержку технологической подготовки производства, правильно и точно описать технологические процессы и управлять ими. На деле это означает, что формирование документации по технологической подготовке производства, ее передача в электронном виде между конструкторскими и производственными подразделениями, а также поддержание документации в актуальном состоянии как минимум затруднены или вовсе неосуществимы. Из-за этого возникает целый ряд ограничений – например, когда на этапе проектирования нет возможности учитывать особенности технологии изготовления или ограничения производственной базы предприятия. Из контура автоматизации может выпасть важнейшая информация о составе изделия, техпроцессах, необходимых ресурсах: оборудовании, материалах, оснастке и кадровом обеспечении. Конечно, многие из этих показателей могут быть введены вручную на основе имеющегося опыта и оценок технологов и производственников, но будут ли они точными – это большой вопрос, особенно для новой продукции. Следовательно, руководство предприятия вряд ли получит реалистичные оценки себестоимости изделия, сроков его выхода на рынок, необходимых ресурсов, а значит, не сможет принимать правильные решения.
Системы автоматизированного проектирования технологических процессов как раз призваны устранить эту проблему, с одной стороны, предоставив необходимые инструменты для создания техпроцессов технологам, а с другой – став источником необходимой информации по технологической подготовке производства для других информационных систем. В идеальной архитектуре решения для автоматизации предприятия САПР ТП являются частью (самостоятельным модулем) PLM-системы, обеспечивая двустороннюю передачу информации. Сегодня существует множество локальных САПР ТП, которые успешно решают задачи в своей области. Наиболее известные: ВЕРТИКАЛЬ
российской компании АСКОН, Timeline от SDI Solutions, TECHCARD белорусской компании Intermech. Интеграция САПР ТП с системами управления данными об изделии PDM во многих случаях может быть осуществлена штатными средствами, особенно если обе системы от одного производителя. Однако с точки зрения интеграции и совместной работы с PLM-системами верхнего уровня дело обстоит не столь однозначно.
Выбирая САПР ТП, необходимо руководствоваться двумя равнозначными критериями. Во-первых, нужно ориентироваться на потребности служб предприятия, занятых в планировании производства. Разработка техпроцессов должна быть удобной и понятной, иначе велик риск, что процессы будут проектироваться традиционно, то есть на бумаге, а в системе будут отражены только для галочки
, с низкой степенью достоверности.
Второй критерий – возможность выпуска технологической документации в соответствии со стандартами предприятия и гибкость настройки форматов исходящих документов. Все перечисленные выше системы изначально ориентированы на соблюдение стандартов оформления конструкторско-технологической документации как базового требования. Однако многие предприятия в дополнение к ним используют свои формы документов, следовательно, и особые требования могут быть реализованы в этих системах по-разному. Кроме того, даже в рамках одного предприятия могут использоваться разные форматы для разных групп клиентов – для обычных
внешних заказчиков и, например, для военной приемки. Тогда система должна настраиваться на реализацию различающихся типов сопровождения техпроцессов.
Интеграция САПР ТП в общую архитектуру является обязательным условием для соблюдения концепции PLM. Однако во многом из-за сложностей сопряжения этих решений в российской практике проекты по обеспечению полноценного взаимодействия и совместной их работы единичны. И каждый из них уникален.
С архитектурной точки зрения для их объединения может быть применена трехсторонняя интеграция: САПР ТП – PLM, PLM – ERP, ERP – САПР ТП.
Однако, чем проще архитектура и чем меньше интеграционных связей, тем система более устойчива и жизнеспособна. Поэтому лучшим вариантом архитектуры является интеграция САПР ТП только с PLM как с центральным связующим звеном между всеми инженерными приложениями и источником необходимой информации для ERP.
Общий подход в таких проектах предусматривает, что серьезные изменения (программные доработки) не производятся ни в PLM, ни в САПР ТП. Роль обработчика и интерпретатора данных для двух систем должна лежать на интеграционном решении. В зависимости от сложности поставленных задач технологически этот инструмент может быть разным – как простая программная надстройка, конвертирующая данные, так и, например, целый программный комплекс, обеспечивающий выгрузку данных, их обработку, транспортировку и загрузку в целевую систему.
Промежуточное решение осуществляет преобразование данных, чтобы они были понятны и PLM, и САПР ТП. Одним из наиболее удобных форматов для этих целей является формат структурированного списка (XML). Именно в этих двух вопросах решающую роль может сыграть опыт и профессионализм проектной команды, и именно здесь чаще всего требуется привлечение консультантов, знакомых с обеими системами.
Как только возникает вопрос о работе в двух и более систем, на первый план выходит проблема качества НСИ и вопросы управления ею. Вариантов реализации множество: тут и САПР со встроенным НСИ, и PLM-система со своим классификатором, и ERP со своим. Возможен вариант с отдельной системой для управления мастер-данными MDM.
Выбор системы для хранения и управления НСИ определяется уровнем задач. Если требуется управлять технологическими данными в PLM без их передачи в ERP, то реализацию НСИ логичнее осуществить в САПР ТП, так как большинство разработчиков этих систем уже предусмотрело инструменты, адаптированные под требования машиностроителей. Естественно, что в этом варианте изменится и общий подход, когда для интеграции САПР ТП и PLM могут быть применены более простые логика и средства. Если же предприятие создает комплексную систему PLM для проектирования техпроцессов, обеспечения сквозной поддержки проектирования и производства, к тому же хочет использовать возможности ERP для планирования и управления производством, то очевидно, что НСИ удобнее хранить в PLM.
2. Критерии выбора САПР технологической подготовки производства
Для осуществления задачи выбора одной из множества существующих САПР ТП, необходимо задаться некоторыми критериями [1,2,3]. К таким критериям выбора можно отнести следующие:
- Функционал системы.
- Соответствие действующим стандартам и нормативам.
- Системные требования.
- Стоимость (владения лицензией).
- Техническая поддержка.
Рассмотрим подробнее сформулированные критерии выбора САПР ТП.
- Функционал системы. В зависимости от характера решаемых задач, типа производства и типа предприятия, к функционалу системы можно отнести ряд требований:
- удобство интерфейса программного средства (критерий хоть и относится к субъективным и индивидуальным, но имеет значение при выборе системы);
- Наполнение в базовой поставке (в том числе по различным видам обработки и выполнению расчетов по вариантам обработки);
- Наличие, возможности и наполнение модулей нормативно-справочной информации;
- Возможности коллективной работы над разрабатываемым технологическим процессом, с целью уменьшения времени проектирования;
- Возможность работы с управляющими программами;
- Возможности системы по контролю корректности и полноты информации в формируемом документе для реализации самоконтроля и нормоконтроля;
- Наличие и возможности средств автоматизации разработки технологического процесса;
- Возможности администрирования системы;
- Возможности управления изменениями системы;
- Возможности расширения функционала системы;
- Возможность поддержания актуального состояния технологической документации;
- Защита информации;
- Возможность интеграции с CAD/CAM/CAE/PDM системами.
- Соответствие действующим стандартам и нормативам. Возможность выпуска документации в соответствии с требованиями ЕСТД, а также стандартами ISO, ANSI, DIN, в случае работы предприятий с зарубежными партнерами. Наличие русского, украинского, английского, немецкого интерфейса и документации.
- Системные требования. Включают требования к аппаратным и программным средствам и СУБД. Здесь и возможность работы в доминирующей операционной системе (Microsoft – Windows) последних версий, в некоторых случаях – возможность работы в среде Android, IOS, а также требования к выбору СУБД (например, Oracle Database, MS SQL Server, PostgreSQL, Firebird и др.);
- Стоимость системы (владения лицензией САПР ТП, возможности лизинга, годовой подписки и пр.);
- Техническая поддержка. Наличие и полнота технической поддержки и сервисов поставщика, наличие и возможности команды внедрения у поставщика либо в регионе, стоимость сервисов и технической поддержки.
Выводы
CAPP системы являются важной составляющей современной IT платформы технической подготовки производства, позволяющей существенно снизить продолжительность и повысить производительность технологической подготовки производства, связанной с проектированием технологии изготовления изделия, проведением необходимых расчетов режимов обработки, сварки, нанесения покрытий, нормированием трудовым и материалов, выпуском необходимой технологической документации. Таким образом, выбор САПР ТП является сложной и важной задачей для менеджмента и пользователей машиностроительных предприятий. Для решения задачи выбора САПР ТП необходимо руководствоваться разработанными критериями (рис.1).
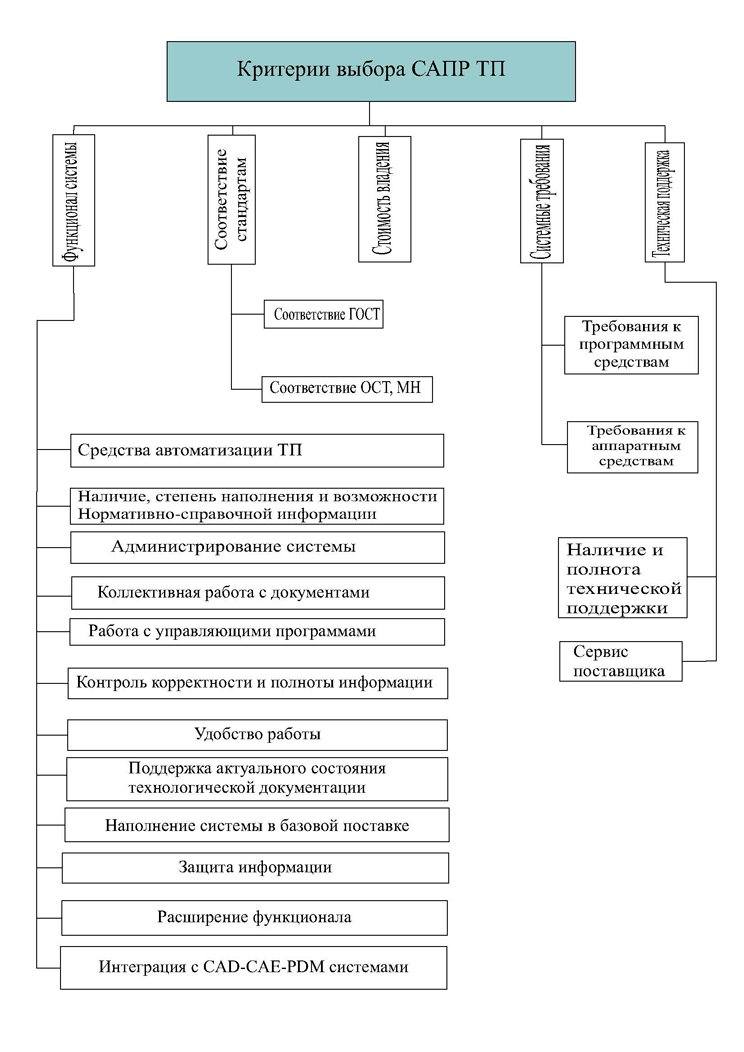
Критерии выбора САПР ТП
Список источников
- Горобец И.А., Мишенин А.И., Голубов Н.В. ВЫБОРР САРР СИСТЕМ ДЛЯ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА – Инженер. Студенческий научно-технический журнал – Донецк: ДонНТУ, 2017. № 1(23)-2(24). С.07-10.
- И.А. Горобец, Н.В. Голубов, А.И. Мишенин Критерии выбора средств САПР технологической подготовки производства – Машиностроение и техносфера ХХ1 века. Сб. трудов ХХV межд. конференции в г. Севастополе 10-16 сентября 2018г. – Донецк: ДонНТУ, 2018. Том 1.– С.247-250
- Горобец И.А., Сидоренко И.В. ЭТАПЫ ВНЕДРЕНИЯ СИСТЕМ АВТОМАТИЗАЦИИ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА – Инженер. Студенческий научно-технический журнал – Донецк: ДонНТУ, 2016.-№2(20). С.96-99.
- Горобец И.А., Грищенко И.Н. МЕТОДИКА ВНЕДРЕНИЯ СИСТЕМ АВТОМАТИЗАЦИИ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА – Сборник трудов XXII международной научно-технической конференции в г. Севастополе 14-21 сентября 2015 г. В 2-х томах. – Донецк: МСМ, 2015. Т. 1.C. 68-72.
- Горобец И.А., Грищенко И.Н., Голубов Н.В. ИССЛЕДОВАНИЯ ПОТРЕБНОСТЕЙ ПРЕДПРИЯТИЙ ОБРАБАТЫВАЮЩЕЙ ПРОМЫШЛЕННОСТИ В САПР И PLM СИСТЕМАХ – Сборник трудов XXII международной научно-технической конференции в г. Севастополе 14-21 сентября 2015 г. В 2-х томах. – Донецк: МСМ, 2015. Т. 1. C. 66-67.
- Горобец И.А., Голенков Е.А., Голубов Н.В. ИСПОЛЬЗОВАНИЕ CALS-ТЕХНОЛОГИЙ В ЖИЗНЕННОМ ЦИКЛЕ МЕХАТРОННОГО ОБОРУДОВАНИЯ - Инженер. Студенческий научно-технический журнал – Донецк: ДонНТУ, 2015.-№1(19). С.179-184
- Горобец И.А., Грищенко И.Н., Голубов Н.В. Выбор автоматизированных систем технической подготовки производства. Машиностроение и техносфера ХХI века.// Сборник трудов ХХI международной научно-технической конференции в г. Севастополь 15-20 сентября 2014г. В 3-х томах. – Донецк: МСМ, 2014. Т.1. 51-53.
- Горобец И.А., Грищенко И.Н. Классификация и критерии выбора автоматизированных систем технической подготовки производства – Материалы пятнадцатой научно-практической конференции
Практика и перспективы развития партнерства в сфере высшей школы
. В 3-х кн. – Таганрог. Изд-во ЮФУ. Кн.3 2014 №14–с.47-53. - Горобец И.А., Грищенко И.Н., Голубов Н.В. Задачи выбора автоматизированных систем технической подготовки производства – Інженер. Студентський науково-технічний журнал – Донецьк: ДонНТУ, 2014. №1(17). С.17-19.
- Горобец И.А., Грищенко И.Н., Голубов Н.В. Классификация автоматизированных систем технической – Інженер. Студентський науково-технічний журнал – Донецьк: ДонНТУ, 2014.-№1(17). С.19-21.