|
One of the important directions in development of applied researches is decrease in power–consumption of technological processes in a manufacturing industry. Offered work considers conditions of occurrence of the phenomenon of thermal impact at processing products from a natural stone and his influence on power parameters of process. On the basis of the lead researches it is shown, that negative influence of heating in a zone of cutting under certain con¬ditions can appear useful and lower power inputs at grinding products from a natural stone. Существующие технологические процессы распиловки заготовок из природного камня характеризуются невысокой производительностью, низким качеством обработанной поверхности, повышенным износом алмазного инструмента, значительными затратами электроэнергии. Это связано с тем, что используется классический принцип шлифования, т.е. микрорезание обрабатываемой поверхности большим числом алмазных зёрен. При заглублении инструмента в массив обрабатываемого материала возрастают силы резания и ухудшается доступ охлаждающей жидкости в зону резания. В практике обработки материалов из горных пород применяются так называемые термомеханические способы, в которых для предварительного снижения сопротивляемости материала механическому разрушению используется тепловая энергия. При этом скорость термомеханического разрушения в несколько раз превышает сумму скоростей термического и механического разрушений в отдельности [1]. Для термомеханического способа обработки рассматриваются три варианта нагрева – прямой, косвенный, и комбинированный [2]. При прямом нагреве подвод тепла осуществляется от внешнего источника, а наводимые поля температур определяются тепловыми свойствами пород и зависят от характера теплообмена с внешней средой и параметров генератора тепла. Подвод тепловой энергии осуществляется через обрабатываемую поверхность, а распределение температуры по объёму тела в значительной степени зависит от теплопроводности обрабатываемого материала. Учитывая низкую теплопроводность горных пород и ограниченность времени теплового воздействия характер нагрева можно считать поверхностным. При косвенном нагреве поля температур в большей степени зависят от других свойств материала, таких как, например, электропроводность, оптические и радиационные характеристики и т.д.. Тепло выделяется в объёме нагреваемого материала от внешних источников энергии и приводит к изменению физических характеристик. Одним из вариантов косвенного нагрева можно считать нагрев трением. При комбинированном методе используются преимущества каждого из рассмотренных вариантов. При распиловке гранитных блоков в зоне резания всегда выделяется определенное количество тепла. Это тепло частично уносится охлаждающей средой, частично распространяется в массив обрабатываемого материала. Гранитные породы относятся к классу материалов, имеющих высокую склонность к терморазрушению. Однако то количество тепла, которое поступает от процесса резания, не обеспечивает необходимых параметров для торморазрушения. Для реализации процесса термоударного шлифования необходимо создать такие условия, при которых в зоне резания в короткий промежуток времени создавшись высокая температура, разогревающая поверхность материала, а затем происходило резкое охлаждение этой зоны. В результате хрупкого разрушения материала в поверхностном слое значительно облегчается съём припуска обрабатывающим инструментом. Обработка гранита по методу термоударного шлифования основывается на том, что разупрочнение разогретого до температуры плавления материала в зоне контакта его с алмазным инструментом осуществляется за счёт попадания на него охлаждающей жидкости и возникновения эффекта термического удара. В результате слой материала под крутом мгновенно пронизывает огромное количество микротрещин и теряет сплошность. Время нагревания поверхности материала в зоне контакта с инструментом и её температура зависит от величины сил трения в зоне резания, а следовательно, от величины давления инструмента на обрабатываемую поверхность. Роль алмазного круга в этом процессе – нагревание за счёт трения обрабатываемой поверхности до температуры плавления и вынос разупрочнённого термическими ударами слоя материала в виде шлама высокой дисперсности. В качестве критерия эффективности термоударного процесса при шлифовании удобно использовать удельную мощность шлифования:  Nуд – удельная мощность шлифования; Nэф – эффективная мощность шлифования, Вт; Q = b s t. – производительность шлифования, м3/с; b – ширина распила, м; s – подача, м/с; t – глубина прохода, м. В общем виде связь между удельной работой шлифования и технологическими параметрами процесса можно представить как функцию от давления инструмента на материал, скорости вращения алмазного круга, расхода охлаждающей технологической среды и глубины резания. Создание условий для возникновения термического удара в зоне обработки возможно путём увеличения удельных давлений инструмента на обрабатываемый материал или увеличения частоты вращения алмазного круга, приводящему повышенному выделению тепла за счёт трения. Влияния давления исследовалось на специальном стенде при прорезании паза алмазным отрезным кругом в гранитной заготовке. Величина давления варьировалась в пределах от 0,1 до 20 МПа. Рабочая скорость инструмента в данной серии экспериментов оставалась постоянной и составляла 54 м/с. Расход охлаждающей среды – 2,5 л/мин – так же оставался постоянным. Представленный график влияния величины давления на удельную мощность (рис. I) позволяет проанализировать процессы, происходящие в зоне резания. Здесь достаточно чётко прослеживаются четыре зоны, сохраняющие своё положение при постоянстве глубины резания, условий охлаждения и характеристик обрабатываемого материала. Первая зона лежит в пределах давления до 0,7 – 0,8 МПа. Она характеризуется довольно резким возрастанием удельной работы шлифования и, как следствие, возрастанием энергозатрат. Характер разрушения материала соответствует принципу механического разрушения, т.е. микрорезание алмазными зёрнами обрабатываемой поверхности. Обработка твёрдых пород приводит к интенсивному затуплению инструмента, алмазные зёрна имеют большие площадки износа, а весь алмазный круг низкую режущую способность. Рост давлений приводит к увеличению сил трения поверхности инструмента по обрабатываемой поверхности и резкому возрастанию эффективной мощности резания. Однако энергии, поступающей в зону обработки от внешнего источника (электродвигателя) недостаточно для нагревания зоны контакта до температур, при которых начинает проявляться эффект термического удара. Кроме того, охлаждающая жидкость, поступающая в зону шлифования, интенсивно охлаждает трущиеся поверхности [1]. 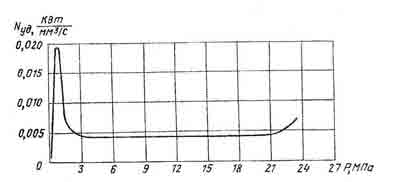 Рис. 1. Зависимость удельной мощности резания давлений в зоне обработки.В районе давлений 1 МПа наблюдается экстремум, а дальнейшее увеличение давлений до 3 МПа (зона 2) приводит к уменьшению значений удельной работы. Экстремум можно объяснить тем, что при таких давлениях температура в зоне достигла такой величины, при которой попадание жидкости на разогретый материал приводит к возникновению теплового удара, хотя процесс ещё не стабилен. Увеличение давлений до 3 МПа приводит к монотонному уменьшению удельной работы шлифования. Возникают условия, при которых более интенсивно начинает проявляться процесс разупрочнения материала за счёт высокоскоростного охлаждения нагретой поверхности при поступлении охлаждающей жидкости. Резкое охлаждение нагретой породы, находящейся в напряжённом состоянии приводит к мгновенному разрыву межкристаллических связей. На поверхности образуется большое количество микротрещин, снижающих прочность поверхностного слоя. Появление разупрочнённого слоя в зоне обработки приводит к интенсивному росту производительности и снижению удельных энергозатрат на формообразование поверхности. Дальнейшее увеличение давлений до значений примерно 20 МПа (на графике зона 3) не приводит к снижению удельной работы шлифования. Энергозатраты на разрушение стабилизируются. Это свидетельствует о наступлении равновесия в технологической системе. Наступает баланс между объёмом разупрочнённого материала и количеством материала, которое алмазный круг способен вынести из зоны резания при данных режимах обработки. Процессы, происходящие в зоне контакта инструмента с обрабатываемой поверхностью, носят циклический характер. Под действием высоких давлений возникают значительные силы трения между поверхностью вращающегося инструмента и изделием. Температура поверхности обрабатываемого материала в зоне резания достигает теплоты плавления, вследствие чего под кругом образуется тонкий расплавленный слой материала. Под действием охлаж¬дающей жидкости расплав мгновенно охрупчивается и алмазный круг выносит высокодисперсный шлам из зоны резания. Образовавшаяся новая поверхность материала изделия, ещё не разогретая до соответствующей температуры, вступает в контакт с инструментом и под действием сил резания быстро разогревается до температуры плавления. Процесс повторяется многократно и с большой скоростью. Как показывает график, процесс термоударного разупрочнения материала существует в достаточно большом (отЗ до 20 МПа) диапазоне давлений при неизменных остальных параметрах технологического процесса. Рост давлений свыше 20 МПа приводит к нарушению теплового равновесия в технологической системе. Увеличение работы трения приводит к прогреву до температуры плавления большего объёма материала. Охлаждающая жидкость при принятых условиях не может охладить этот объём до состояния, при котором возникает термоудар во всём разогретом объеме, а происходит это только в поверхностном слое расплава. Удалив диспергированный слой, алмазный круг попадает в зону пластичного материала и "вязнет" в расплаве, а разрушение материалов в пластичном состоянии требует значительно больших затрат энергии. Так как энергозатраты на разогрев материала увеличились, а объём разрушаемого материала за счёт термоудара остался на прежнем уровне, общие удельные затраты возрастают [2]. Проведенные исследования показывают, что создавая определённые условия в зоне контакта инструмента с обрабатываемым материалом класса горных пород можно достичь такого состояния материала, при котором достаточно вредное с точки зрения технологов явление – нагрев материала и инструмента – позволяет резко сократить энергозатраты на разрушение материала припуска. Увеличивая давление выше некоторого предельного значения для традиционных методов шлифования при создании дополнительных условий – подвод определённого объёма охлаждающей жидкости в зону контакта инструмента с обрабатываемой поверхностью – можно снизить потребляемую мощность на шлифование в 4 раза. Явление термоударного шлифования существует в достаточно широком диапазоне давлений, пригодном для практической реализации процесса. Список литературы:
|