АНАЛИЗ ВЛИЯНИЯ ТЕМПЕРАТУРНОГО ФАКТОРА НА ОБРАЗОВАНИЕ ДЕФЕКТНОГО СЛОЯ СИТАЛЛОВ ПРИ АЛМАЗНОМ ШЛИФОВАНИИ
Автор: Узун В. И., Поезд С. А.
Источник: ИНЖЕНЕР. Студентческий научно–технической журнал – Донецьк, ДонНТУ – 2017, №1(23)–2(24), с. 89–94.
Аннотация
Узун В. И., Поезд С. А. – Анализ влияния температурного фактора на образование дефектного слоя ситаллов при алмазном шлифовании. В статье проанализировано влияние температурного фактора на образование дефектного слоя при алмазном шлифовании изделий из ситаллов. Рассмотрен эксперимент по обработке ситалла, а также влияние СОТС на возникающую температуру.
Введение
Хрупкие неметаллические материалы (ХНМ), к которым относятся техническая керамика и ситаллы, наряду с металлами используются в качестве конструкционных материалов при изготовлении деталей машин в различных областях техники, таких как энергомашиностроение, самолетостроение, приборостроение, ядерная и космическая техника. Физико–механические свойства этих материалов превосходят металлы по уровню жаростойкости, износостойкости, коррозионной стойкости, стойкости к воздействию химикатов, несмотря на то, что металлы применяются в качестве основных материалов для изготовления деталей в машиностроении.
При обработке хрупких неметаллических материалов, в том числе и ситаллов, состояние поверхностного и приповерхностного слоев, а также точность обработанных деталей существенно зависят от тепловых и силовых явлений, возникающих в зоне резания вследствие взаимодействия рабочих зерен круга с поверхностью детали. По аналогии с металлами можно предположить, что на физико–механическое состояние поверхностного слоя изделий оказывают влияние условия обработки, и в значительной степени уровень сил и температур, характерные для шлифования.
Если влияние сил на выходные параметры процесса резания исследовалось [1], то влияние температурного фактора на образование дефектного слоя ситаллов при абразивной обработке практически не изучено, хотя известно, что напряжения при резании σрез не остаются одинаково постоянными в процессе обработки абразивным инструментом, а зависят от условий контакта обрабатываемого материала с абразивными зернами инструмента. В общем случае [2]
где σa – напряжения, возникающие от сил резания; σθ – напряжения, возникающие от изменения температур в поверхностном слое (термоупругие напряжения).
Вопросы влияния температуры, возникающей при шлифовании материалов, на дефектность обработанной поверхности исследовались рядом авторов [3, 4, 5, 6, 7]. Так, для точных и ответственных металлических деталей машин (например, ходовых винтов передачи "винт – гайка качения") установлено [4], что глубина hd дефектного слоя, образующегося при шлифовании, определяется плотностью q теплового потока в зоне контакта детали и круга и временем τ воздействия источника тепла
где a, b – соответственно коэффициенты и показатели степени, зависящие от теплофизических параметров обрабатываемого материала; q – плотность теплового потока, Вт/мм2; τ, τ0 – соответственно, время воздействия теплового источника и фиксированная величина этого времени, при которой температура в зоне контакта достигает критической величины, °С.
По данным работы [8] развитие трещин – дефектов в обрабатываемом материале при шлифовании определяется уровнем термоупругих напряжений, которые, в свою очередь, зависят от предельной величины теплового потока, определяемой, согласно [9], зависимостью

где αt – коэффициент линейного температурного расширения исследуемого материала; Kc – константа, характеризующая сопротивление материала развитию трещины; E – модуль Юнга ОМ; α и l – угол ориентации и длина исходной трещины – дефекта.
Кроме этого, существует мнение, что максимальная температура в зоне взаимодействия круга с обрабатываемой поверхностью ситалла при нормальных условиях протекания процесса резания не превышает 450 – 500°С. Известно, что ситаллы, обладая высокой тепловой инерцией, обусловленной их низкой теплопроводностью, выдерживают уровень температур до 1000°С в условиях кратковременного высокотемпературного неравномерного нагрева (что, соответствует условиям процесса абразивной обработки), поскольку для этих материалов характерна высокая тепловая инерция, которая обусловлена их низкой теплопроводностью. Значительный интерес представляет определение характера распространения температурных полей в теле изделия при различных условиях обработки, а также влияния температуры, сил, и условий протекания процесса (наличие охлаждения) на дефектность сформированной поверхности.
Цели работы и задачи исследования.
Исходя из изложенного, целью статьи является анализ степени влияния температурного фактора на образование дефектного слоя обработанной поверхности ситаллов при шлифовании.
Основное содержание работы
В работе представлены результаты экспериментальных исследований величины температуры и сил резания в зоне шлифования ситаллов при вариации режимов обработки с использованием охлаждения и всухую
. А так же исследовано влияния температурных, силовых параметров процесса обработки, и наличия СОТС на дефектность сформированной поверхности.
В работе [10] ставился эксперимент, во время которого по схеме плоского шлифования обрабатывался ситалл АС – 418. Обработку проводили на станке 3672 с использованием круга 1А1 200х10х3х76 А 250/200–4–М2–01. В качестве СОТС использовался водный раствор кальцинированной соды с 10% добавлением масла. При обработке варьировали параметрами: скорость круга vк = (23 – 41) м/с; подача s = (1,1 – 4,47) м/мин; глубина резания t = (0,1 – 0,4) мм. Формулы полученных зависимостей температуры в зоне контакта круга с обрабатываемыми образцами и составляющих силы резания от режимов обработки приведены в табл. 1.

Таблица 1. Формулы для расчета температуры и составляющих сил резания при шлифовании [10]
Исследовались наиболее неблагоприятные – максимальные по уровню температур и усилий резания – условия обработки, так как в этих случаях существует наибольшая опасность развития дефектов структуры, что может привести к браку обрабатываемой детали. Полученные зависимости контактных температур и составляющих силы резания при плоском шлифовании ситалла для наиболее неблагоприятных условий обработки приведены на рис. 1 [10].

Рис. 1. Влияние режимов обработки на температуру в зоне шлифования при обработке ситалла с охлаждением и всухую
. Режимы обработки:
а) vк =41 м/с, t=0,4 мм; б) vк =41 м/с, s=4,47 м/мин; в) s=4,47 м/мин, t=0,4 мм [10]
Приведенные зависимости показывают, что увеличение глубины резания в большей степени влияет на повышение температуры в зоне обработки, чем увеличение подачи.
Как следует из полученных данных, использование СОТС, снижающей температуру в зоне обработки, обеспечивает уменьшение усилий резания, в среднем на 20%. Это должно положительным образом сказаться на параметрах дефектного, нарушенного обработкой слоя, что и было проверено на образцах, прошлифованных в соответствующих условиях.
Для качественной оценки влияния режимов шлифования и условий протекания процесса резания на дефектность поверхности проводилось исследование обработочной дефектности экспериментальных образцов методом люминесцентной дефектоскопии в сочетании с послойным химическим травлением шлифованных образцов на разных уровнях, вплоть до выхода на поверхность, не поврежденную обработкой [11]. Метод состоит в послойном травлении (через 20 мкм) и наблюдении обработочной дефектности с фотосъемкой каждого из слоев до тех пор, пока не исчезнет обработочная дефектность и не начнет появляться структурная.
Травление осуществлялось с помощью раствора смеси кислот HF, H2SO4, HCl, при этом нетравленая сторона защищалась разогретым раствором парафина. После травления растворителями снимали слой парафина и обильно промывали образец проточной питьевой водой. Обработанные таким образом образцы погружали в люминесцентную жидкость ЛЖ–6А и выдерживали их в течение одного часа при температуре 15°С, после чего снова промывали в большом количестве проточной питьевой воды и сушили в потоке горячего воздуха в течение 30 минут. Полученные образцы устанавливали на предметный столик люминесцентного микроскопа “Люмам” и проводили наблюдение обработочной дефектности. С помощью цифровой фотокамеры OLYMPUS производили съемку полученного изображения.
На рис. 2 [10] представлены снимки обработочной дефектности, сделанные на глубине 100 мкм относительно поверхности шлифования, соответствующие различным режимам и условиям обработки.
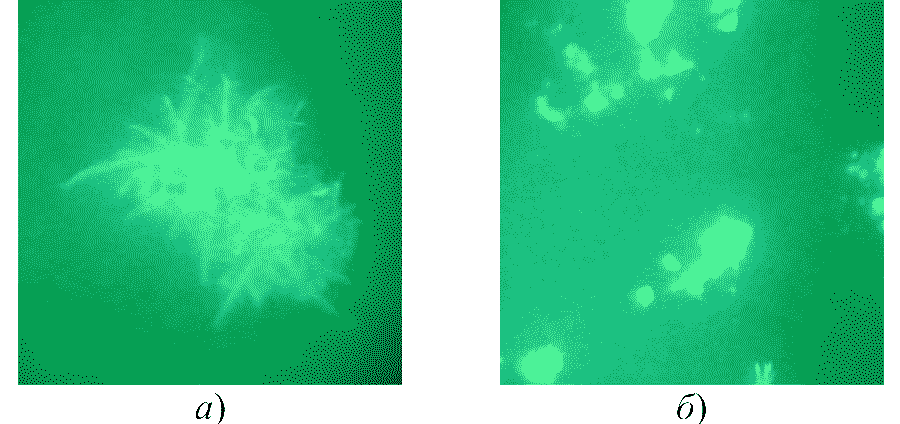
Рис. 2. Обработочные дефекты. Снимки сделаны на глубине 100 мкм относительно поверхности шлифования [10]
Уменьшение дефектности связано с благотворным влиянием охлаждающей, смазывающей способностей, и с важным при обработке ХНМ, свойством СОТС – диспергирующим [12].
Однако в рассматриваемых работах не представлена информация об уровне температур, возникающих в образцах на глубине 100 мкм и глубже, что не позволяет делать однозначный вывод о влиянии температуры шлифования, а не диспергирующих свойств СОТС, на дефектность.
Планируется, что в ходе выполнения моей магистерской диссертации будет установлен характер распространения температур в теле изделий из ситалла при их обработке, и станет возможной количественная оценка температуры, возникающей при шлифовании, на любой глубине.
Вывод.
В статье рассмотрены результаты экспериментальных исследований температуры шлифования ситаллов, установлено, что есть необходимость исследовать характер распределения температур в теле изделий из ситалла. Сформулирована цель моих исследований в ходе выполнения моей магистерской диссертации.
Список литературы:
- Ваксер Д. Б. Алмазная обработка технической керамики /Ваксер Д. Б., Иванов В. А., Никотков Н. В., В. Б. Рабинович // Л.: Машиностроение, Ленингр, 1976. – 160 с.
- Гусев, В. В. Влияние хрупкого разрушения материала припуска керамики на формирование микрорельефа поверхности детали при алмазном шлифовании / В. В. Гусев. // Наукові праці Донецького національного технічного університету. Серія: машинобудування. Випуск 1 – Донецьк, ДонНТУ, 2004.
- Кузин В. В. Технологические особенности алмазного шлифования деталей из нитридной керамики/ В.В. Кузин // Вестник машиностроения. – 2004. – №1. – С. 37–41.
- Ларшин В. П. Интегрированные технологические системы в машиностроении / В. П. Ларшин // Тр. Одес. политехн. ун–та. – Одесса, 1999. – Вып. 3(9). – С. 55 – 58.
- Кузин В. В. Работоспособность режущих инструментов из нитридной керамики при обработке чугунов / В. В. Кузин // Вестник машиностроения – 2004. №5. С. 39–43.
- Журавлева Н. В. Керамика на основе нитрида кремния/ Н. В. Журавлева , Е. С. Лукин // Огнеупоры – 1993 – №1.– С. 6–11.
- Теплофизика механической обработки: Учебн. пособие / Якимов А. В., Слободяник П. Т., Усов А. В.. // К.; Одесса: Лыбидь, 1991.–240 с.
- Молчанов А. Д. Формирование поверхностного слоя изделий из оксидной керамики при алмазном шлифовании. Автореферат по диссертации кандидата технических наук: 05.03.01. / >Молчанов А. Д. // Донецк: ДонГТУ, 2001.
- Boccaccini A. R. The Relationship between Wear Behaviour and Brittleness Index in Engineering Ceramics and Dispersion–Reinforced Ceramic Composites / A. R. Boccaccini // Interceram. – 1999. – Vol. 48, No. 3. – P. 176 – 187.
- Калафатова, Л. П. Влияние охлаждения на температурные и силовые параметры процесса шлифования, а также на качество поверхности ситаллов при различных режимах резания. / Калафатова, Л. П., Поезд С. А.. // Надійність інструменту та оптимізація технологічних систем. Вип.23. 2008.
- Калафатова Л. П. Диагностика дефектности обработанной поверхности технических ситаллов / Калафатова Л. П. // Прогрессивные технологии и системы машиностроения: Междунар. сб. начн. Трудов. – Донецк: ДонГТУ. – 1997. – Вып. 4. – С. 66–75.
- Калафатова Л. П. Технологические среды как способ интенсификации процессов механической обработки стекломатериалов /Калафатова Л. П., Поезд С. А. // Прогрессивные технологии и системы машиностроения. – Донецк: ДонГТУ. – 1996. – Вып. 3. – С. 25–37.