Экспериментальное исследование сверхскоростного шлифования
Авторы: Bo Qiu, Zhengcai Zhao, Yucan Fu, Jiuhua Xu
Автор перевода: Воробьев Андрей Александрович
Ключевые слова: сверхскоростное шлифование; Шлифовальный круг CFRP; скорость удаления материала; коэффициент шлифования; шероховатость поверхности
Аннотация. Ультра-высокоскоростное шлифование - многообещающая технология обработки для измельчение труднорежущих материалов. Для изучения эффекта улучшения шлифования скорость шлифовального эффекта, эксперименты по сверхвысокоскоростному шлифованию Inconel 718 были выполнены с шлифовальным кругом из углепластика с максимальной скоростью 260 м/с. От увеличивая скорость шлифования и скорость подачи, скорость удаления материала на единицу ширина может достигать 8,4 мм3/(мм · с), коэффициент измельчения увеличивается более чем на 50%, а значение шероховатости поверхности меньше Ra 0,4 мкм. Показано, что сверхвысокоскоростное шлифование может значительно улучшить обрабатываемость Inconel 718. Кроме того, эффективность, качество и срок службы шлифовального круга могут быть улучшилось в то же время.
Введение
Суперсплавы на основе никеля имеют хорошую термическую стабильность, стойкость к усталости, коррозию сопротивления и высокой температуры в условиях высокой температуры. Они есть широко используется в авиационной, аэрокосмической, энергетической и транспортной областях [1] . Тем не мение, отличные высокотемпературные характеристики также делают суперсплавы на основе никеля типичными труднорежущий материал, который имеет такие проблемы, как плохая производительность шлифования, низкая точность, низкую эффективность и высокую стоимость [2] . Поэтому, обогащая обработку эффективность и качество обработки суперсплавов на основе никеля является одним из ключевых вопросов в совершенствовании технологии аэрокосмического производства [3].
В последние годы, с развитием шлифовального оборудования, применение технология сверхвысокой скорости шлифования для изготовления структурных деталей никелевый суперсплав все больше внимания уделяется. Сверхскоростная шлифование - это новая технология, разработанная с современные передовые технологии. Д-р Konrad [4] назвал его «самым высоким пиком современного технология шлифования ». Институт международного машиностроения считает, что технология высокоскоростного шлифования является одним из важных исследований направления, стоящие перед веком [5].
Хотя было проведено большое количество исследований по методам измельчения, понимание механизма измельчения еще не ясны. Сложность шлифовальный механизм приводит к трудностям в установлении основного математического модель для описания процесса измельчения. Традиционная математическая модель и теория шлифования не полностью применима к сверхскоростному шлифованию [6] . Поэтому, как установить теорию измельчения при условии сверхвысокой скорости шлифование является ключом к дальнейшей разработке и применению сверхвысокой скорости шлифовка
Настоящая работа направлена на выявление сверхскоростного шлифовального механизма на основе никеля суперсплавов с точки зрения тестирования, и продемонстрировать преимущества технология сверхвысокой скорости шлифования для улучшения шлифовальной способности материала, и далее исследовать прикладной потенциал процесса сверхвысокой скорости шлифования одновременно повышая эффективность обработки, качество и срок службы колес из суперсплавов на основе никеля.
Экспериментальная установка
Испытание на измельчение проводили на саморазрушаемом сверхскоростном шлифовальном испытании оборудование. Испытательное оборудование показано на рисунке 1. Метод охлаждения составляет 5% эмульсии на водной основе и струей высокого давления. Материал заготовки представляет собой никелевый суперсплав Inconel 718 размером 50 мм x 40 мм 5 мм.
Применяемый шлифовальный круг представляет собой саморезанную CFRP-матрицу CBN шлифовальный круг для сверхскоростного шлифования. Основные параметры производительности показаны в таблице 1. Во время испытания четырехканальный пьезоэлектрический динамометр Kistler 9272 использовался для измерения силы шлифования. Температуру измеряли с помощью термопарного детектора Inconel 718. Соответствующую температуру измельчения [7] можно рассчитать на основе формулы калибровочной кривой (1-1) Inconel 718

В этой формуле T – температура горячего спая (°C), а U – термоэлектрическая потенциал (мВ).
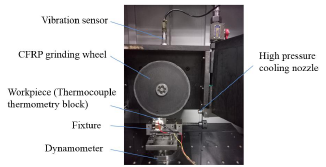
Рис. 1. Установка
Параметры шлифовального круга
- Размер 240мм 10 мм
- масса 1,186 кг
- Размер абразива 0,15-0,18мм
- Облицовка шлифовального круга Керамическая связь
- Динамический баланс G0,6
Для изучения сверхскоростного шлифовального механизма Inconel 718 и улучшить его шлифовальную способность, этот план испытаний предполагает изучение высокого удаления материала скорость Inconel 718, контролируя скорость шлифовального круга Vs , скорость подачи заготовки Vw, и глубина шлифования Ap. Анализ качества обработанной поверхности был выполнен измерение шероховатости поверхности и микротвердости
Параметры процесса
| Vs (м/с) | Vw (мм/мин) | Ap (мм) | gmax (мкм) | Qw (мм3/(мм · с)) |
|---|---|---|---|---|
| 40 ~ 260 | 6300 ~ 50400 | 0.01 | 0.29 ~ 2.4 | 1.05 ~ 8.4 |
Анализ результатов
Соотношение силы шлифования: влияние скорости удаления материала на единицу ширины на количество шлифовального усилия показано на рис. 2. Из рис. 2 (а) и 2 (b), что когда скорость удаления материала ширины единицы ширины 0,4 (мм3/(мм · с)) до 8,4 (мм3/(мм · с)), как нормальное шлифовальное усилие, так и нормальное значительно увеличилась сила шлифования, но коэффициент шлифовальной силы уменьшился. в одинаковая скорость удаления материала на единицу ширины, увеличение шлифования скорость может эффективно уменьшать измельчающую силу при увеличении силы шлифования соотношение. В основном это связано с тем, что по мере увеличения скорости удаления материала экспоненциально, абразивное зерно подвергается резкому увеличению шлифовальной нагрузки, что приводит к заметному увеличению тангенциальной силы шлифования и нормального шлифования сила. Более того, абразивные частицы становятся тусклыми, что делает измельчающую силу отношение ниже. Показано, что в процессе измельчения, когда более высокое удаление материала скорость получается за счет увеличения скорости подачи заготовки, использование более высокого шлифования скорость может эффективно снизить высокую силу измельчения при высоких скоростях извлечения материала и увеличить коэффициент шлифовальной силы.
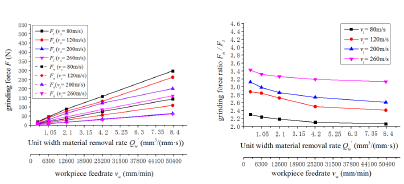
Рис. 2. Влияние скорости удаления материала на единицу ширины на коэффициент шлифования и коэффициент измельчения
Удельная энергия измельчения: по результатам исследования температуры измельчения (рис. 3 (а)), можно видеть, что температура измельчения увеличивалась с увеличением скорость удаления материала на единицу ширины, чем выше скорость шлифования, тем выше температура шлифования. Результаты исследования удельного энергетического измельчения (рис. 3 (б)) показали что с увеличением скорости удаления на единицу ширины материала, то есть увеличение скорости подачи заготовки, максимальная толщина одного абразивного зерна увеличивается, а эффект термического размягчения увеличивается. Влияние напряжения сдвигового потока и скорость деформации ослаблены, что приводит к уменьшению измельчения удельной энергии. Увеличение скорости измельчения делает максимальную толщину одиночного абразива зерна меньше, а напряжение сдвига и скорость деформации материала увеличиваются, что приводит к увеличению коэффициента измельчения.

Рис. 3. Влияние скорости удаления материала на единицу ширины при удельной энергии измельчения
Шероховатость поверхности: это видно из влияния скорости удаления на единицу ширина материала на шероховатости поверхности шлифовальной заготовки (рисунок 4). С увеличение подачи заготовки, максимальная толщина абразивного зерна увеличивается, а нагрузка каждой абразивной частицы увеличивается, что приводит к увеличению шероховатость поверхности заготовки. В то же время, увеличение шлифования скорость может значительно снизить значение шероховатости поверхности. В общем, с скорость удаления на единицу ширины увеличилась с 0,4 мм 3 мм · с до 8,4 мм 3 мм · с, значения шероховатости поверхности при разных скоростях шлифования составляли от 0,15 мкм до 0,322 мкм. Когда Qw = 8,4 мм 3 мм · с, шероховатость поверхности 260 м/с была на 22% меньше чем 80 м/с. Поэтому следует использовать более высокую скорость шлифования, в то время как улучшая скорость удаления материала заготовки, чтобы улучшить качество поверхности от наземной заготовки.

Рис. 4. Влияние скорости удаления материала на единицу ширины при шероховатости поверхности шлифовальной заготовки
Микротвердость. Чтобы минимизировать влияние помех между измерительных точек и уменьшить вторичное упрочнение окружающего материалов с использованием точек измерения, тест на микротвердость был выбран для измерять по диагонали, а приращение между соседними точками измерения 5 мкм, как показано на рисунке 5.
При разных условиях скорости шлифования изменение микротвердости земли заготовка показана на рисунке 6. По мере увеличения скорости шлифования микротвердость поверхности детали уменьшается, а глубина отвержденного слоя также уменьшается. Это показывает, что с увеличением скорости шлифования максимальная толщина однократное абразивное зерно уменьшается, а время образования единого изнашиваемого мусора очень короткая. При совместном воздействии эффекта скорости деформации и эффекта термического размягчения слой пластической деформации на поверхности заготовки становится мелким, а площадь становится меньше. В результате тенденция затвердевания поверхностного слоя уменьшается заготовка, максимальное значение микротвердости уменьшается, а глубина затвердевший слой становится мелким, что способствует лучшему качеству поверхности качество шлифования.

Рис. 5. Точка измерения микротвердости
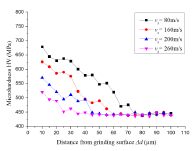
Рис. 6. Распределение микротвердости на поверхности заготовки
Выводы
- Высокая скорость удаления материала может быть достигнута за счет увеличения скорости шлифования и подачу заготовки. В условиях отсутствия значительного ожога процесса эффективность обработки Inconel 718 может достигать Qw = 8,4 мм 3/(мм · с).
- С увеличением скорости удаления материала, хотя шлифовальная сила увеличивается и температура шлифования увеличивается, коэффициент шлифовальной силы и коэффициент измельчения может быть значительно уменьшен.
- С увеличением скорости шлифования шероховатость поверхности шлифовального круга заготовка и упрочнение поверхностного слоя стали лучше, и Ra может быть реализуется при 0,15 – 0,32 мкм. Он проверяет, что сверхвысокоскоростное шлифование может одновременно повысить эффективность обработки заготовки, качество обработки и срок службы колес на в то же время.
Список источников
- EO Ezugwu, Основные улучшения в обработке трудно разрезаемых аэрокосмических технологий суперсплавов, Int J Mach Tool Manu. 45 (2005) 1353-1367.
- С. Первейз, А. Рашид, И. Деиаб и др. Влияние инструментальных материалов на обрабатываемость сплавов на основе титана и никеля: обзор, Mater Manuf Process. 29 (2014) 219-252.
- И. А. Чоудхури, М. А. Эль-Баради, Механизируемость суперсплавов на основе никеля: a общий обзор, J Mater Process Tech. 77 (1998) 278-284.
- XM Sheng, технология высокоскоростной шлифовки, Пекин: механическая Промышленность, 2010. (на китайском языке)
- BZ Li, JM Ni, JG Yang и др. Изучение высокоскоростного шлифовального механизма для качество и эффективность процесса, Int J Adv Manuf Tech. 70 (2014) 813-819.
- F. Klocke, E. Brinksmeier, C. Evants, et al. Высокоскоростные шлифовальные основы и современное состояние в Европе, Японии и США, CIRP Ann. 46 (1997) 715-724.
- ZW Zhang, Исследование ключевых технологий высокоэффективного глубокого шлифования для никелевый базовый суперсплав, Нанкин: Нанкинский университет аэронавтики и астронавтики, Китай. (на китайском)