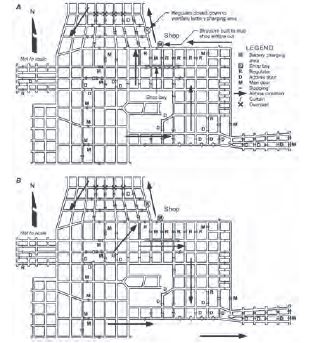
Figure 1 — Casestudy:reusingshopairformineventilation. A: original shop airflow. B: intake air flows through shop.
Автор: C. Pritchard
Источник: National Institute for Occupational Safety and Health (NIOSH), Spokane Research Laboratory (SRL), Spokane, Washington
John Marks said in his acceptance of the Hartman Award in 2008, “I guess that without the occasional complaint, your mine is probably over-ventilated” (Marks, 2008). Miners are seldom in this situation and spend much of the time trying to find enough air to keep an operation running. With examina-tion, there are usually changes that can be made to increase the efficiency of ventilation systems. Mine ventilation air is a costly commodity, especially by the time it has been heated or cooled and moved to the bottom of the shaft and through the mine airways. Modifications that result in surplus mine ventilation air could bring financial and environmental benefits.
Some issues mine operators have needed to address recently are increased airflow requirements to dilute diesel particulates in metal and nonmetal mines, to ventilate reserves that are deeper, hotter, and further away from fans and shafts, and to meet demands from increased production. This paper discusses successful methods to find additional usable air when there is no extra ventilation capacity. Most of the options presented in this paper are useful for metal/ nonmetal operations but some may be applicable to coal as well.
Options for improvement.Areas that can be exploited to improve mine airflow are shop ventilation methods, auxiliary equipment areas, dedicated intakes and returns, optimizing mine development, examination of mine airway utilization and alternative ventilation methods.
shop air. If it is being coursed directly to the returns, there may be potential to better utilize this relatively contaminant-free air. MSHA regulations in 30 CFR 57.4761 (1) allow the following options:
To confine or prevent the spread of toxic gases from a fire originating in an underground shop where maintenance work is routinely done on mobile equipment, one of the following measures shall be taken: use of control doors or bulkheads, routing of the mine shop air directly to an exhaust system, reversal of mechanical ventilation, or use of an automatic fire suppression system in conjunction with an alternate escape route. The alternative used shall at all times provide at least the same degree of safety as control doors or bulkheads.
Discussion. This regulation gives operators some flexibility in ventilating underground shop facilities. If shop air is coursed through the work area and directly to the mine return, the ques-tion should be asked: is the quality of air good enough to be reused in the mine, and if so, what are the risks? Can the risks be accommodated and managed to accomplish the change? If so, a considerable increase in mine level airflow could be attained by reusing shop air.
Regulations set a minimum standard that can be exceeded. Metal/nonmetal mine regulations are not as specific as coal, due to the multitude of different mining methods and conditions utilized. Risks must be thoroughly examined and addressed to assure a safe environment.
Issues. Determine what contaminants are being produced in the work area – welding fumes, diesel exhaust, paint fumes, chemicals, lubricants, hydrogen from battery chargers and solvents, etc. The mine operator should survey the area and determine exposures. In 30 CFR 57.5002 (1), MSHA requires exposure monitoring of dust, gases, mists and fumes to assure air quality is being met. Surveys need to be performed and existing data examined to quantify personal and area concen-trations of contaminants. Often there is adequate circulation to maintain low exposure levels in shop work areas. When shop air is returned to the intake system, any contaminants would be further diluted downstream.
Also consider the shop work schedule. If the shop works the day shift, there may be no activity or source of contami-nation to affect the ventilation system on the other two shifts and the weekend.
A shop fire would be the worst-case planning scenario. The operator must study potential fire scenarios and simulate how this would affect the mine and shop area. MSHA regula-tions require an escape route and a fire suppression system be installed and maintained as follows in 30 CFR 57.4671 (1): (d) Automatic fire suppression system and escape route. If used as an alternative, the automatic fire suppression system and alternate escape route shall meet the following require-ments: (1) The suppression system shall be--(d)(1)(i) Located in the shop area;(d)(1)(ii) The appropriate size and type for the particular fire hazards involved; and (d)(1)(iii) Inspected at weekly intervals and properly maintained. (2) The escape route shall bypass the shop area so that the route will not be affected by a fire in the shop area.
Case study. In an underground room and pillar mine, ac-tive mine workings were advancing away from the mine shaft with deteriorated return airways and leakage had a negative effect on ventilation airflows to the face. Mine level airflows were 236 m3/s (500,000 cfm) and shop airflows were 24 m3/s(50,000 cfm) (Fig. 1A). No additional capacity was available at the main surface fan. A solution was to ventilate the shop, then send the air on to the mine production areas instead of directly to the return.
Data on shop air quality and exposures from many years of operation was examined and no overexposures were discov-ered. A risk analysis determined that moving forward with a shop air reuse program was desirable. A ventilation plan was developed and analyzed and a decision to proceed was approved by mine management.
The ventilation change was simulated on the computer with the United States Bureau of Mines / Michigan Tech MFire program before implementation. This simulation included de-veloping fire scenarios to examine potential exposures to inby mining sections and planning escape routes. An atmospheric monitoring system was designed and installed in cooperation with the U.S. Bureau of Mines to monitor carbon monoxide levels at three locations: in the shop intake, at the end of the shop bay and at the mixing point of the shop and east mine intake split.
In addition, a sprinkler system was installed in the shop work bay fed from the mine fresh water line with thermal links to actuate sprays. The system was designed per National Fire Protection Association standards on pressure, flow and sprinkler spacing. System water pressure was monitored and checked on a weekly basis. The north shop return regulator was closed off by a stopping with an access mandoor. Airflow through the shop battery charging station was isolated and sent directly out of the mine as required by state law, utilizing 4.7 m3/s (10,000 cfm). The existing shop access drive-through door was opened to let intake air flow through the shop, effectively reversing airflow direction, which re-joined the main intake split further inby the shop (Fig. 1B).
Result. Of the 24 m3/s (50,000 cfm) of air previously utilized in the shop, 19 m3/s (40,000 cfm) were saved and sent to the mine production areas. Actual shop airflow volume increased from 24 to 38 m3/s (50,000 to 80,000 cfm) when the shop was opened up as a parallel intake, providing a more efficient route for intake air.
Examine where dead end stub worker lunch rooms, com-pressors, pump stations, etc., need to be specially ventilated by cutting a hole or regulator into the stopping. Because all such facilities require ventilation, it is necessary to plan efficiently. When these auxiliary facilities need to be ventilated and the main travelway next to the facility has available air, one option is to redirect a parallel split of travelway air to ventilate the auxiliary station instead of venting directly into the return.
This may be accomplished by an auxiliary fan and ducting, either blowing (Fig. 2) or exhausting, to ventilate the back end of the drift and send the exhaust air from the crosscut back into the travelway. A wing curtain can also be used, but this often blocks access for inspection or maintenance. If left on, a small auxiliary fan will require continuous power. Should 9.4 m3/s(20,000 cfm) of air be vented to the return and system efficiency is 50%, 19 m3/s (40,000 cfm) of air is saved at the main fan, more than compensating for the additional power use.
Should fire be a concern at the installation, an effective fire sensor system should be installed and provisions made to automatically stop the fan and open a regulator at the back end if activated. This would prevent fumes from entering the intake airway or escapeway.
Figure 1 — Casestudy:reusingshopairformineventilation. A: original shop airflow. B: intake air flows through shop.
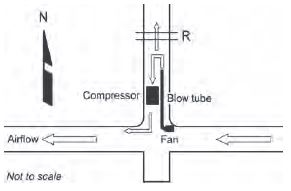
Figure 2 – Increasing mine ventilation by efficiently venting auxiliary equipment stations.
Mine operators may have concerns about the heat being put back into the mine intake system. Many auxiliary facilities can be located where face or district cooling is not a concern. Often, heated or cooled air reverts back to natural rock temperature after a short distance, not affecting face air quality.
Case study. While planning for a new longwall block, provi-sions needed to be made for ventilating the longwall hydraulic pump bank and compressor station. Similar situations in the past had required 14 m3/s (30,000 cfm) for each installation, depending on the panel layout. In the previous longwall block, the compressor was placed next to the secondary travelway, not back against the stopping. Travelway flowby air was utilitzed for cooling instead of sending air to the return, saving 14 m3/s(30,000 cfm). The new area was a semi-permanent installation of four longwall panels. Both pump and compressor installa-tions were planned by management to be installed in separate crosscuts against the stopping, requiring ventilating air to go directly to the returns. Longwall district airflow requirements were: 94 m3/s (200,000 cfm) for the longwall, 57 m3/s (120,000 cfm) for two development sections and 14 m3/s (30,000 cfm) for a setup panel, totaling 165 m3/s (350,000 cfm). Available ventilation intake air would be 189 m3/s (400,000 cfm). Re-sources would be stretched to handle the additional 28 m3/s(60,000 cfm) of air for two auxiliary facilities, with no allow-ance for unplanned system problems.
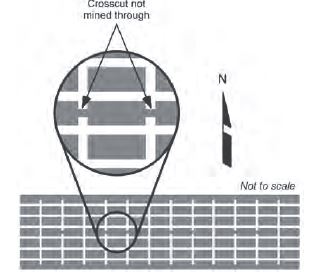
Figure 3 — Case study: eliminating stoppings by not mining crosscuts.

Figure 4 — Case study: poor ground conditions at a trona mine.
Upon investigation, and utilizing previous operating ex-perience with the compressor station, the operator decided to modify the auxiliary installations to allow placement adjacent to the travelway. This utilized flow-by intake air for cooling and minimized the air diverted to the return. A regulator was installed at the back of each facility, but only 2.3 m3/s (5,000 cfm) of air was coursed to the return in each case. This saved around 23 m3/s (50,000 cfm) of the 28 m3/s (60,000 cfm), and illustrates the importance of involving ventilation in the mine planning process and carefully monitoring the ventilation system to avoid any inefficiency.
Discussion. Although better utilization of shop and auxiliary equipment air are the two most important methods for finding additional mine air, other short- and long-term options are also available for system improvement.
Eliminating stoppings through long pillars. Every in-stalled ventilation control structure leaks and will deteriorate over time, depending on ground stability. Leakage is best mini-mized by reducing the number of ventilation structures. This can be accomplished by lengthening the distance between crosscuts to minimize the number of stoppings per unit of development (Grau and Krog, 2008). Much of this process depends on the mining equipment used and the number of entries and cable lengths, among other factors. Ventilation planners should work with mine production planners to maximize crosscut length. This will also save ventilation material and installation costs, and may reduce the number of belt and power moves. The operator must ensure that the auxiliary ventilation system can handle the increased distance to provide adequate face airflow.
Case studies. Crosscut spacing was increased from 30 to 37 m (100 to 120 ft), saving eight stoppings in a 1,500-m (5,000-ft) panel. Installation costs were reduced by $6,400 and leakage was reduced by 1.8 m3/s (4,000 cfm) per panel. This reduction was especially helpful as ground deterioration took a toll on stoppings and required extensive resealing and maintenance over time. Changes were also required to the mine roof control plan to implement this change.
In a variation on the above concept, the intake and returns in a six-entry main development section were mined separately for three breaks then connected, saving two stoppings per three crosscuts (Fig. 3). This eliminated 32 stoppings in 1,500 m (5,000 ft) of development based on 33-m (100-ft) crosscut centers. Ultimately, when these entries were utilized as mains, ventilation savings were 13.8 m3/s (30,000 cfm).
Long-term development options. Long-term airways must be planned to maximize efficiency. Efficiency is especially challenging when ground conditions are difficult, requiring considerable ventilation structure maintenance to minimize leakage.
Case study. Poor ground conditions required utilization of yield pillars for ground control at a trona mine. The floor had heaved, the roof sheared and sagged, and the ribs had failed, causing stoppings to deteriorate and increasing leakage. Where high-extraction mining approached, higher pillar loading would intensify ground movement, causing further leakage and decreasing the entry opening area for airflow, resulting in significant impact to the ventilation system (Fig. 4).
A solution to the problem was to turn the original main developments (Fig. 5A) into dedicated intake or return airways, away from high extraction mining. The main intake was in the center of the orebody and two remote dedicated returns were mined parallel north and south, remote from extractive mining as shown in Fig. 5B. This eliminated or greatly reduced the amount of stoppings required and stabilized airways to minimize floor heave, which reduced loss of airway area and maximized district airflow.
Regularly examine ventilation system utilization and analyze overall efficiency as a mine expands or changes. Operationalpriorities may also change over time, and the original efficiency goals are lost.
The key to mine ventilation is having adequate cross sec-tional area to support the required airflow. Air pressure and fan power required is proportional to velocity squared, so the economic goal is to minimize velocity. Some airways may be better utilized by changing “gender” – from intake to return or vice versa.
The operator should consider if some of the old returns could be opened to intake for better utilization. When intake velocities are lowered there is less dust generated from conveyor belts, haulage and travelways. To determine if the change is beneficial, the operator should verify assumptions by computer modeling simulations. If favorable, the change should be field- tested by temporarily isolating the old return with curtains and measuring the difference related to inby airflow. If there is no significant difference, the return should be opened up to the intake. The change will probably reduce leakage, too, which may make up for the increased system resistance.
Case studies. Longwall block mains were developed in a mine with three center intakes and three returns, two west and one east (Fig. 6). Three intakes would be adequate for venti-lation and would allow dual parallel travelways, one on each side of the belt entry. Returns on both sides were necessary for ventilating developments off each side as the mains advanced.

Figure 5 — Case study: repurposing existing airways. A: original main development. B: Dedi-cated intake/returns.
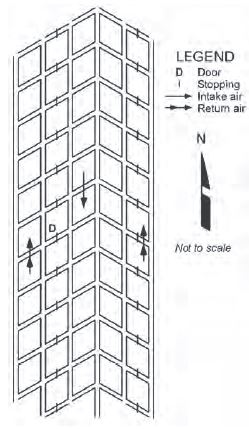
Figure 6 – Case study: main entry optimization.
As identified by mine planning, when the longwall moved inby, the east return would be changed to intake, allowing increased intake capacity necessary for future longwall mining. Longwall return air would be routed away from the mains so that the required return capacity would be less. A long stopping line would be eliminated by stopping off the ends and opening to intake, preventing about 9.4 m3/s (20,000 cfm) leakage and increasing intake airflow capacity.
Next, underutilized airways were examined. Further outby in an older development, a return carried 9.4 m3/s (20,000 cfm). If taken out of the return circuit, it would have no negative effect on airflows inby. The intake airways next to this return had high velocities and pressure losses coming from the main shaft. Opening up this underutilized return to intake lowered system resistance, increased main fan airflow, and lowered total system leakage due to reduced pressure differentials. Changes to intake and return airways should be made with consideration of mine escapeways and the existing emergency plan for ventilation and evacuation routes.
Think outside of the box. It is essential to conduct an in-depth analysis of the ventilation system—doing so has big payoffs in air quality for miners and in cost savings for the operation.
Consider a booster fan installation if certain areas are dif-ficult to ventilate. A little extra horsepower in the right place can make a big difference and is a lot less costly than increasing power at a main fan.
Another possibility is controlled district recirculation. (Pritchard, 1995; Robinson, 1989) Often the air quality in the mine return is equivalent to or better than that of the intake. Mine returns can act as a big “bag house” system by helping dust settle out. Even diesel particulate matter settles out in time. Contaminants from face areas are also diluted by leak-age. Reheating of this “saved” air is not necessary because it is already at rock temperature, resulting in additional energy savings. Blasting fumes, cooling requirements, and methane may complicate this option in some mines.
The main fan may be operating at low pressure and not at maximum efficiency. The fan manufacturer may be able to modify the fan by deblading or removing fan blades (Loring, 2007), which can significantly improve efficiency, especially at high altitudes.
With multiple main mine fans the ventilation system gets increasingly complex and behavior is not always as expected. It is possible that multiple fans work against one another. In one instance, when one of a mine’s three main fans had a blade pitch reduction, total mine airflow went down but mine sec-tion airflow went up. It increased because the fans no longer had to “fight” each other, causing the overall mine pressure differential to go down and reducing leakage. Operating cost was reduced and airflow to the working areas went up – a surprising yet beneficial outcome.
The operator should always look to flexibility in mine ventilation, including applying Ventilation on Demand (VOD) principles. VOD is designed to apply air where it is needed and when it is needed, instead of maintaining fixed airflow quanti-ties at all times. Considerable air quality and flow monitoring and control equipment is available on the market and should be used to create a more efficient and economical ventilation system (Allen and Keen, 2008). A flexible ventilation system is a win-win for production and safety.
There are many things that can be done to improve airflow in the mine. Ventilation engineers must look around, inquire, measure and thoroughly understand the mine air flows and quality. Diluting contaminants and improving the working environment will result in a healthier, happier workforce and most likely in improved production and lower turnover.
Several ways have been discussed to find more usable air when there is little additional ventilation capacity. If there is adequate air, one option is to implement some of these changes and reduce expenditures through lowering operating costs. Since airflow power is proportional to velocity cubed (Marx et al., 2008), a fan blade setting reduction can result in significant savings. Also, saved air quantity does not have to be heated or cooled (Hall, 1985).
The operator should always consider the entire ventilation system and develop and utilize a good computer model. All system changes have consequences, so the ventilation engineer should perform a risk analysis and determine the effects on emergency and evacuation planning.
1. Allen, C., and Keen, B., 2008, “Ventilation on demand (VOD) project – Vale Inco Ltd. Coleman Mine,” 12th US/North American Mine Ventilation Symposium, Reno, NV.
2. Grau, R., and Krog, R., 2008, “Using mine planning and other techniques to improve ventilation in large-opening mines,” SME Annual Meeting, Salt Lake City, UT.
3. Hall, A. E., 1985, “The use of recirculation ventilation to conserve energy,” 2nd US Mine Ventilation Symposium, Reno, NV.
4. Loring, D., 2007, “Development of a tool to predict performance of debladed mine fans at Henderson Mine,” SME Annual Meeting, Denver, CO.
5. Marks, J., 2008, “Acceptance speech, 2008 Howard Hartman Award,” 12th US/ North American Mine Ventilation Symposium, 2008, Reno, NV.
6. Marx, W. M., Von Glehn, F.H., and Wilson, R.W., 2008, “Development of energy efficient mine ventilation and cooling systems,” Mine Ventilation of South Africa Society Journal, April/June, Vol. 16, pp. 5-9.
7. Pritchard, C. J., 1995, “Preparatory work required for a long-term district recir-culation test in a gassy underground metal non-metal mine,” Proceedings of the 7th US Mine Ventilation Symposium, Louisville, KY.
8. Robinson, R., 1989, “The use of booster fans and recirculation systems for en-vironmental control in British coal mines,” Proceedings of the Fourth Mine Ventilation Symposium, Berkeley, CA. U.S. Code of Regulations, 30 CFR Part 57, 2008.