Реферат
Зміст
- Вступ
- 1. Методіка дослиідження
- 2. Прокатка за поздовжньою схемою
- 3. Результати дослідження
- Висновки
- Перелік літератури
Вступ
Збільшення абсолютних обтиснень при прокатці в горизонтальних валках товстолистових станів сприяє підвищенню їх продуктивності. Оснащення нових товстолистових станів потужними клітями з горизонтальними валками дозволяє вести процес прокатки з великими абсолютними обжатиями, що призводить до додаткового розширенню решт [1], тобто до додаткового веерообразному розширенню.
У літературі [2, 3] існує думка про схожість віялоподібного Розширення зі звичайним розширенням, а істотним фактором, що впливає на розширення, є обтиснення при прокатці. При виробництві товстих листів, зазвичай сумарна витяжка від сляба до листа цілком визначена, а кількість пропусків прагнуть зменшити, щоб забезпечити високу продуктивність станів.
Визначення кількісної залежності віялоподібного розширення від дробности деформації дозволить управляти формою розкатів на товстолистових станах, що мають у своєму складі кліть з вертикальними валками, вибираючи раціональну величину обтиснення бічних (торцевих) граней при прокатці листів з поздовжньою або поперечною схемою без проміжних кантовок в горизонтальних валках.
В даний час вивчення разноширинности листів при прокатці на товстолистових станах без розбивки ширини приділяється мало уваги.
1.Методіка дослиідження
Відповідно до закону подібності деформуються тіла повинні бути геометрично і фізично подібні.
Геометричне подобу дотримується при рівності відносин відповідних лінійних розмірів (довжина l, ширина b, висота h) моделі (індекс «М») і натури (індекс «Н»), тобто
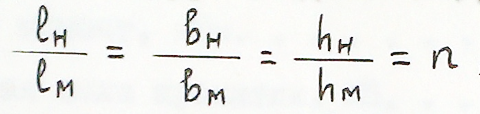
Де n – масштаб моделювання
Вибір масштабу моделювання (n) обумовлений можливостями лабораторного стану та вимогами до точності експерименту, тому був обраний n =1:10.
У роботі в якості матеріалу для проведення експериментів був використаний технічний чистий свинець при кімнатній температурі. Вибір свинцю для моделювання гарячої прокатки сталі пояснюється тим, що свинець, як відомо, рекристаллизируется при кімнатній температурі і процеси його зміцнення і знеміцнення протікають подібно процесам зміцнення і знеміцнення стали при гарячій деформації. А міцність і пластичні характеристики свинцю в холодному стані приблизно відповідають міцності і пластичних характеристик стали по гарячій прокатці.
Зразки, литі свинцеві сляби, піддавалися попередній деформації в горизонтальних валках з відносним обтисненням 10%, після чого фрезеровались.
Коротка технічна характеристика лабораторного стану 340:
Прокатка свинцевих зразків здійснювалася на лабораторному стані 340, що складається з чотирьохвалкової горизонтальної кліті і кліті з вертикальними валками.
Технічна характеристика стану:
Діаметр робочих валків, мм..................110,
Діаметр опорних валків, мм..................250,
Діаметр вертикальних валків, мм..........100,
Тип і потужність двигуна, кВт ДП72......67,
Крутний момент, кНм.........................3,7,
Допустима сила прокатки, МН..............4,5.
2. Прокатка за поздовжньою схемою
Управління формою розкату на реверсивних товстолистових станах, що не має у своєму складі клітей е вертикальними валками здійснюється шляхом підбору відповідних розмірів слябів і листів, а також протяжкою перед розбивкою ширини. Однак не завжди можна підбирати раціональні розміри листів і слябів, які забезпечили б листи прямокутної форми. Тому проблема управління формою розкатів на реверсивних товстолистових станах є актуальною є дуже мало відомостей про вплив дробности деформації на разноширинность листів, прокатаних але поздовжньої йди по поперечної схемах. Згідно, число пропусків на кожному етапі прокатки товстих листів робить істотний вплив на разношірінность листів. Однак висновки, зроблені в цій роботі дещо суперечать результатами наших досліджень, що вимагає додаткові експерименти.
Листи, прокатані по поздовжньої схема за три етапи, мають або розширені або звужені кінці в залежності від співвідношення витяжок на етапах прокатки (μ 1 , μ 2 ,μ 3 ). Отже, для аркушів з звуженими кінцями потрібно знайти заходи, що сприяють розширенню їх кінців, а для листів з розширеними кінцями – навпаки.
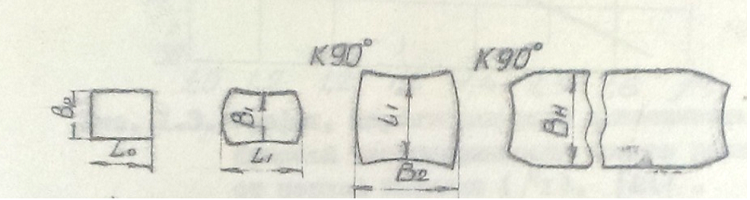
Малюнок 1 - Формозміна листа при прокатці за поздовжньою схемою
3. Результати дослідження
Для вивчення впливу дробності деформації на формозміну розкатів були виготовлені зразки-моделі слябів чотирьох типорозмірів, по 3 зразка на кожен розмір. Прокатку зразків здійснювали в циліндричних валках з однаковою сумарною витяжкою, але за різне число пропусків. (Таблиця 1)

За результатами експерименту побудовані криві залежності разноширинности (δ k ) і довжин кінців розкатів (Lк) від витяжки та середнього обтиснення мал. 2 і 3.
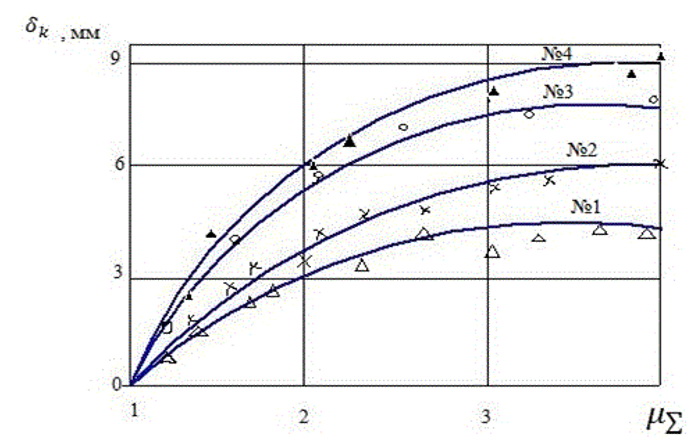
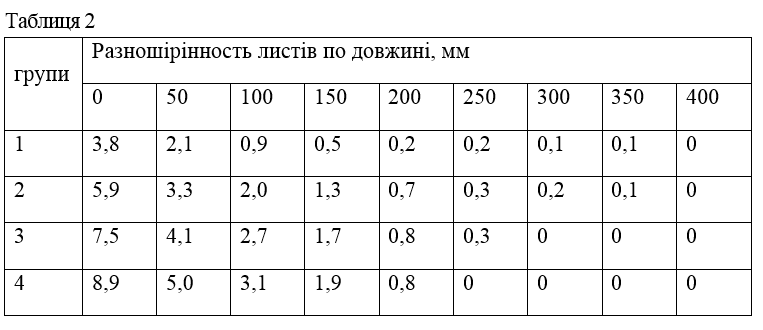
Малюнок 2-Вплив дробності деформації на разношірінность листів(цифри на кривих - номер групи зразків)
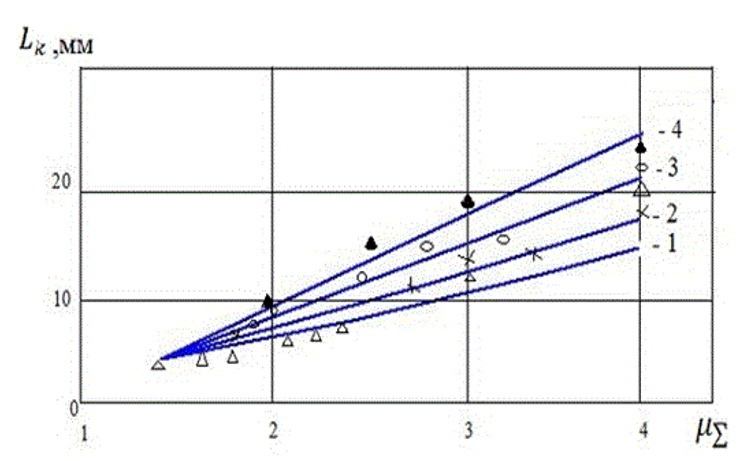
Малюнок 3 - Залежність довжини кінців розкатів від дробности деформації)
Криві залежності середньої разноширинности аркушів добре описуються рівнянням параболічного типу.
Вплив середнього обтиснення за пропуск на разношірінность листів можна уявити у вигляді:
- для лабораторних умов: