Исследование параметров качания кристаллизатора МНЛЗ
Автор: Лукьянов С. И., Суспицын Е. С., Демкин Д. М.
Источник: Научная электронная библиотека Киберленинка
Автор: Лукьянов С. И., Суспицын Е. С., Демкин Д. М.
Источник: Научная электронная библиотека Киберленинка
Большинство дефектов непрерывнолитой заготовки зарождаются в кристаллизаторе МНЛЗ. Для обеспечения стабилизации условий вытягивания заготовки из кристаллизатора, ему сообщают возвратно– поступательные движения, что минимизирует величину силы трения между заготовкой и кристаллизатором, а также улучшает условия подачи шлака в зазор между заготовкой и стенками кристаллизатора.
Эффект от качания кристаллизатора достигается тогда, когда время опережения tоп, в течение которого скорость его движения вниз больше, чем вытягивания слитка Vсл , превышает заданную величену. Согласно технологическим требованиям для малоуглеродистой стали с содержанием углерода менее 0,14%, время опережения должно быть tоп = 0,1…0,12 с; для среднеуглеродистой стали с содержанием углерода больше 0,16%, tоп = 0,15…0,2 с.
Для каждого значения скорости вытягивания слитка необходимое время опережения можно обеспечить изменением амплитуды А и частотой f качания кристаллизатора. Однако, вследствии нелинейной зависимости tоп от Vсл и А, возникает задача нахождения оптимальных характеристик качания кристаллизатора. Для кристаллизатора с точным синусоидальным законом перемещения, оптимальная частота качания кристаллизатора находится по выражению: f = 0,241?Vсл /А.
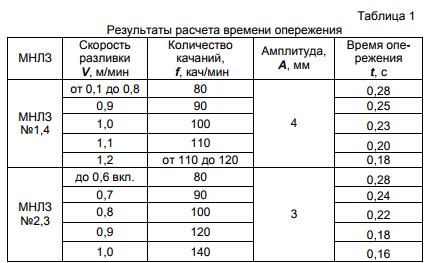
На большинстве действующих в настоящее время МНЛЗ, в частности МНЛЗ №1–4 ОАО ММК
, предусмотрено только изменение частоты качания кристаллизатора. Приведем результаты расчета времени опережения в таблице 1.
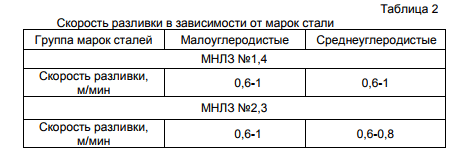
Для определения выполнения технологических требований приведем диапазоны скоростей разливки в зависимости от группы марок стали в таблице 2.
При данных скоростях разливки металла и частоте качания кристаллизатора не обеспечивается требуемая по технологии величина времени опережения.
Кроме того на МНЛЗ №1–4 ОАО ММК
установлена система Динаском
. Данная система предназначена для мониторинга работы механизма качания кристаллизатора МНЛЗ и мониторинга взаимодействия слитка и кристаллизатора МНЛЗ.
Принцип действия системы состоит в измерении нескольким датчиками ускорения фактических движений кристаллизатора по трем линейным и трем угловым степеням свободы и обработке полученной информации: получение мгновенных значений скорости и перемещения. По данным системы была получена действительная скорость кристаллизатора (рис.1).
При разливке форма качания кристаллизатора несколько изменяется вследствие наличия упругих связей и действия сил трения между слябом и стенками кристаллизатора.
Управление электроприводом механизма качания с учетом упругих связей в его линии и учет сил взаимодействия между слитком и кристаллизатором с целью поддержания технологически требуемого времени опережения скорости кристаллизатора скорости слитка станет темой предстоящего исследования.
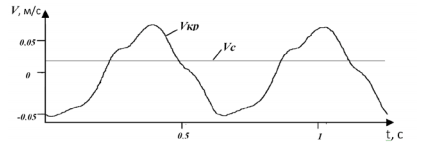
Рис. 1. Диаграмма изменения скорости кристаллизатора Vкр, скорости сляба Vc
Список литературы
ММК. – Магнитогорск, 2007.– 101с.