ВЛИЯНИЕ РЕЖУЩЕЙ СПОСОБНОСТИ КРУГА НА ТЕМПЕРАТУРУ И СИЛЫ ПРИ АЛМАЗНОМ ШЛИФОВАНИИ СИТАЛЛОВ
Калафатова Людмила Павловна, д.т.н., Поезд Светлана Андреевна Донецкий национальный технический университет
Техническая керамика, в частности, ее разновидность – ситаллы, незаменимы во многих областях промышленности и в изделиях потребительского пользования. В силу физико–механических особенностей этих материалов, таких как высокая твердость и хрупкость, их обработка резанием возможна лишь путем алмазного шлифования. Установлено [1], что при обработке ситаллов в силу твердости обрабатываемого материала, режущая способность круга быстро снижается и через 5–10 мин обработки достигает предельного минимального уровня. На черновых этапах обработки высокая производительность достигается за счет интенсификации режима и применения глубинного шлифования, при котором уровень выступания зерен из связки существенно меньше, чем глубина шлифования. В этом случае обработка сопровождается трением металлической связки по поверхности шлифуемого образца, что, по данным Д.Б. Ваксера [2], сопровождается ростом температуры в зоне контакта, усиливающей адгезию между связкой круга и поверхностью керамики, вызывая ее почернение.
Целью исследований являлось определение влияния состояния режущей способности круга и режима шлифования на температуру в зоне обработки ситалла АС–418, усилия резания и, как следствие, качество обработанной поверхности. Эксперимент проводился при реализации схемы плоского врезного шлифования на станке 3672 алмазным кругом 1А1200х10x3х75 А 250/200–4–М2–01. Правка круга осуществлялась электроэрозионным способом. При этом высота выступания зерен правленого круга соответствовала 100–150 мкм, затупленного – 25–50 мкм. Шлифование осуществлялось при вариации параметров режима в диапазонах: скорость резания v = (23–41) м/с; подача s = (1,1–4,47) м/мин; глубина резания t = (0,1…0,4) мм. При минимальном уровне t величина выступания зерен из связки достаточно велика и взаимодействие ее с образцом сведено к минимуму. При максимальном уровне t (глубинное шлифование) обработка сопровождается трением связки по образцу.
Эксперимент показал, что в условиях чистового шлифования (максимальная v, минимальные значения s и t) применение кругов с высокой режущей способностью вдвое снижает температуру Т в зоне резания и нормальную составляющую силы резания Рy, что положительно сказывается на дефектности формируемой поверхности [1]. При этом увеличение глубины резания сопровождается ростом Т и силы резания, что представлено на рисунке, и свидетельствует о значительном влиянии состояния круга на процесс резания.
При обработке с максимальными параметрами режима (условия чернового шлифования) режущая способность алмазного круга практически не влияет на температуру в зоне обработки. В этом случае при обработке тупым кругом Т = 250°С, а при обработке острым кругом не превышает 240 °С. Однако, при минимальных уровнях скорости резания и подачи (v = 23 м/с, s = 1,1 м/мин) и максимальной глубине резания (t = 0,4 мм) работа затупленным кругом увеличивает вдвое Т по сравнением с использованием острого круга (154 °С против 76 °С). Наиболее неблагоприятный вариант обработки по уровню сил резания при следующем сочетании параметров режима: минимальная v, максимальные s и t, обеспечивает следующий уровень сил и температур: Рy = 115 Н, Т = 225 °С при обработке тупым кругом и Рy = 110 Н, Т = 145 °С при обработке острым.
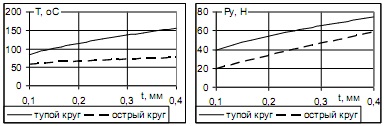
Рисунок – Влияние режущей способности круга и глубины резания на температуру в зоне обработки и радиальную составляющую силы резания Рy . Режимы обработки: s – 1,1 м/мин, v – 23 м/с
Значение тангенциальной составляющей силы резания Pz в условиях обычного, неглубинного шлифования (t≤0,4 мм) не превышает 10 Н при работе острым кругом и увеличивается до 16 Н при работе тупым. Учитывая низкий уровень Pz, ее влияние на процесс шлифования минимальный.
В условиях достаточной подачи СОТС в зону резания вне зависимости от
уровня режима и остроты круга явление намазывания связки на поверхность
образца не было обнаружено и зафиксировано лишь при шлифовании без
использования СОТС с режимами v = 41 м/с, s = 4,47 м/мин,
t = 0,4 мм. При
этом Т в зоне шлифования составила 860° С, при значениях Рy = 88 Н и Pz = 90 H.
Полученные результаты позволяют заключить следующее. Исходя из
необходимости обеспечения минимальной дефектности, что возможно при
минимизации уровней Рy и температуры шлифования, необходимо процесс
обработки осуществлять кругами с высоким уровнем режущей способности,
что особенно важно при чистовом шлифовании.
Литература
- Калафатова Л. П. Влияние степени износа алмазного инструмента на дефектность поверхности изделий из ситаллов // Прогрессивные технологии и системы машиностроения: Междунар. сб. научн. трудов. – Донецк: ДонГТУ. – 1998. – Вып. 5. – С. 77–81.
- Алмазная обработка технической керамики / Д. Б. Ваксер, В. А. Иванов и др. – Л.: Машиностроение, 1976. – 160 с.