Аннотация
Михайлов А.Н., Михайлов В.А., Михайлова Е.А Ионно–плазменные вакуумные покрытия — основа широкого повышения качества изделий машиностроения. In the given operation the problems of improvement of the quality of parts of a machine industry on the basis of special coatings are reviewed. The basic versions of applying of special coatings of parts of ambulances for deriving them qualitatively of new properties are rotined. Some characteristics& of equipment for deposition of special coatings are reduced. The new method of deposition of special coating on a surface of a composite part is designed.
1. Введение
Современный уровень развития техники требует непрерывного повышения качества изделий машиностроения. Одним из прогрессивных направлений повышения качества является изготовление изделий с покрытиями, полученными методом конденсации в условиях ионной бомбардировки. Эти покрытия позволяют существенно повысить различные параметры качества изделий и улучшить технико–экономические показатели машин при эксплуатации. В настоящее время, метод получения покрытий конденсацией в условиях ионной бомбардировки поверхности интенсивно развивается, и изделия с такими покрытиями широко используются в различных отраслях народного хозяйства [1…4]. Универсальность технологии, высокая производительность процесса, малая энергоемкость, отсутствие загрязнения окружающей среды и целый ряд других показателей определяют конкурентоспособность метода по сравнению с традиционными методами получения покрытий. Поэтому данные технологии должны быть широко использованы для комплексного повышения качества изделий машиностроения.
Вместе с тем, применяемые в настоящее время технологии требуют дальнейшего совершенствования, так как для комплексного повышения качества изделий машиностроения необходима системная и глубокая проработка всех этапов технологического процесса изготовления изделий. Постоянно возрастающий поток научной и технической информации в данной области определяет необходимость систематизации, выработки общих подходов в разработке прогрессивных комплексных технологий изготовления изделий на всех этапах их жизненного цикла. В том числе и создание новых способов для нанесения покрытий изделий машиностроения.
Целью данной работы является разработка основ синтеза комплексных технологических процессов изготовления изделий с покрытиями, обеспечивающих повышение их качества на всех этапах процесса изготовления. В работе предполагается решить следующие основные задачи: разработать системную модель общего подхода в проектировании комплексного технологического процесса изготовления изделий с покрытиями, выполнить систематизацию покрытий и способов их нанесения для изделий машиностроения, разработать новый способ нанесения покрытия с местными особенностями покрытий («пятнистое покрытие»).
2. Основное содержание и результаты работы
Важнейшим условием повышения качества изделий машиностроения является применение прогрессивных технологических процессов на всех этапах жизненного цикла технологии. Значительное повышение качества изделий может быть достигнуто за счет применения комплексных технологий нанесения покрытий. При этом максимальные результаты могут быть получены только в том случае, если технологический процесс будет разрабатываться комплексно, с учетом всех этапов жизненного цикла на базе предельного критерия качества (рис.1).

Рисунок 1 — Системная модель общего подхода в создании комплексного технологическго процесса изготовлений изделий с покрытиями на базе предельного критерия качества
На рис.1 показана системная модель общего подход в создании комплексного технологического процесса изготовления изделий с покрытиями на базе предельного критерия качества. В этой модели комплексный технологический процесс строится на базе трех этапов:
В предлагаемой модели предусмотрено то, что на каждом этапе должен выполняться целый ряд технологических операций. А именно, на этапе подготовки изделия к нанесению покрытия могут быть предусмотрены следующие операции технологического процесса: лезвийная обработка поверхности изделия, отелочная обработка поверхности изделия, поверхностно–пластическая деформация (ППД) изделия, обезжиривание, мойка, сушка изделий и другие операции. На этом этапе необходимо обеспечить необходимые параметры качества изделию и его поверхностному слою для последующего нанесения покрытия. Это очень важный этап, так как если здесь не будет обеспечены заданные свойства изделию, то на последующих этапах, в ряде случаев, это выполнить не возможно. Поэтому на этом этапе закладываются основы для последующего обеспечения изделию требуемого качества.
На втором этапе комплексного технологического процесса выполняется сам процесс нанесения покрытия на изделие. Этот этап также имеет определенную структуру операций, которая содержит следующее: нагрев детали, ионная очистка поверхности, нанесение покрытия, охлаждение и другие операции. Можно отметить, что сам процесс нанесения покрытий на изделия машиностроения целесообразно рассматривать с помощью гипотетической схемы системы технологических преобразований, представленной на рис.2.
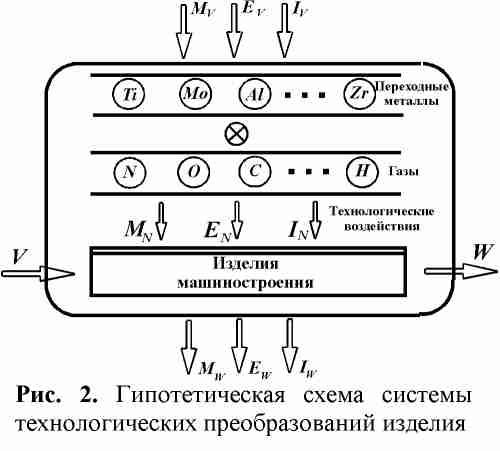
Здесь показан процесс преобразования заготовки в изделие с покрытием в виде морфологического ящика. Первый ряд содержит возможные варианты различных элементов переходных металлов IV … VI групп Периодической системы химических элементов Д.И. Менделеева, из которых могут изготавливаться катоды ионно–плазменной установки. Во втором ряду показаны возможные варианты неметаллов (газов), в среде которых производится конденсация и ионная бомбардировка поверхности изделия ионами переходных металлов или соединений переходных металлов и неметаллов. Между первым и вторым рядом морфологического ящика показан знак, обозначающий композицию элементов переходных металлов и неметаллов, которые могут образовывать множество различных вариантов вакуумных ионно–плазменных покрытий изделий. Процесс нанесения покрытия можно моделировать с помощью технологических воздействий N, характеризуемых потоками материального Mn, энергетического En и информационного In типов. Здесь, заготовки поступают в вакуумную камеру по входному потоку V , а выгружаются по выходному потоку W. При этом функцию технологических преобразований можно представить с помощью следующего выражения:
где φ — функция технологических преобразований,
CV — вектор начальных свойств (показателей качества) заготовки,
CW — вектор конечных свойств (показателей качества) изделия с покрытием.


где CVi — i–й элемент множества,
CWj — j–й элемент множества ,
R — мощность множества CV,
S — мощность множества CW,
В гипотетической схеме системы технологических преобразований (рис.2) показаны входные потоки материального Mv , энергетического Ev и информационного Iv характеров. Они обеспечивают работоспособность установки для ионно–плазменного нанесения покрытий. Выходные потоки материального Mw , энергетического Ew и информационного Iw характеров обеспечивают баланс всех потоков в системе технологических преобразований.
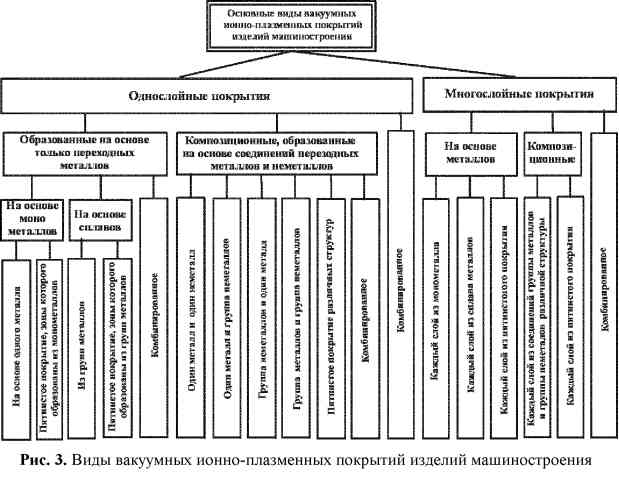
На рис.3 показаны основные виды ионно–плазменных покрытий изделий машиностроения. Они подразделяются на следующие виды:
В целом, эти покрытия предназначены для обеспечения следующих свойств:
Анализируя рис.3 можно отметить, что многокомпонентные покрытия (по различным видам переходных металлов) в вакуумной ионно–плазменной установке могут выполняться следующими основными способами:
Математические символьные модели покрытий, в соответствии с работой [5], можно представить следующими выражениями:
 ,
,
 ,
,где Vo — обозначение однослойного покрытия;
Vm — обозначение многослойного покрытия;
hi — толщина i–го слоя покрытия;
n — число слоев различных покрытий;
(dlt×dlv×dlw) — элементарный объем (декартово произведение) в t–м, v–м и w–м направлении или окрестность объемной точки.
Одним из перспективных направлений повышения качества изделий машиностроения является использование вакуумных ионно–плазменных покрытий в виде специальных «пятнистых покрытий». «Пятнистое покрытие» это покрытие, образованное из нескольких различных зон по поверхности изделия, в каждой из которых наносится различный вид покрытия. При этом каждая зона или совокупность зон покрытия предназначены для выполнения заданного функционального назначения части поверхности изделия.
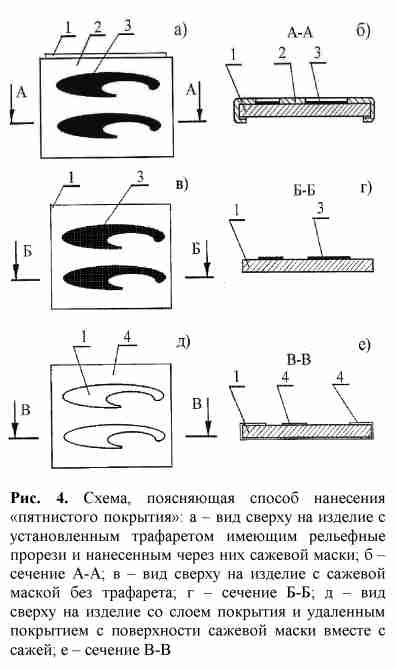
На рис.4 представлена схема, поясняющая новый способ нанесения «пятнистого покрытия» на поверхность изделия [6]: а — вид сверху на изделие с установленным трафаретом имеющим рельефные прорези и нанесенным через них сажевой маски; б — сечение А–А; в — вид сверху на изделие с сажевой маской без трафарета; г — сечение Б–Б; д — вид сверху на изделие со слоем покрытия и удаленным покрытием с поверхности сажевой маски вместе с сажей; е — сечение В–В. Здесь показано: 1 — изделие, 2 — трафарет с рельефными прорезями, 3 — сажевая маска, 4 — рельефное (пятнистое) покрытие.
Данный способ [6] реализуется следующим образом.
На изделие 1 устанавливается трафарет 2 с рельефными прорезями, образованными в соответствии с техническими условиями. Трафарет 2 может изготавливаться из тонкой фольги. Затем, через рельефные прорези трафарета 2 выполняется нанесение на поверхность изделия 1 сажевой маски 3. Сажевая маска может выполняться, например, методом копчения с помощью масляной лампы с фитилем. Далее, трафарет 2 удаляется с изделия 1 и выполняется нанесение вакуумного ионно–плазменного покрытия 4 на все поверхность изделия 1. После нанесения покрытия 4 на изделие 1 выполняется свободное удаление покрытия 4 сухой ветошью с поверхности сажевой маски 3 совместно с сажей. Кроме того, производится специальная обработка поверхности изделия для поcледующего нанесения следующего вида покрытия на места сажевой маски 3. В заключении на изделие 1 снова устанавливается трафарет 2 и выполняется нанесение другого вида покрытия на места поверхности изделия, где была сажевая маска. Толщина покрытия определяется условиями изготовления изделия.
В данном способе экспериментально установлено, что только сажевая маска позволяет качественно наносить вакуумные ионно–плазменные покрытия на изделия машиностроения, так как только она не выгорает с поверхности изделия при высоких температурах и легко удаляется при необходимости.
Реализация данного способа нанесения «пятнистого покрытия» позволяет существенно повысит качество изделий машиностроения и обеспечить высокие функциональные свойства поверхности в соответствии с условиями эксплуатации изделия.
Экспериментальные исследования процесса нанесения специальных покрытий выполнялись на кафедре «Технология машиностроения» Донецкого национального технического университета на установках для ионно–плазменного нанесения покрытий «Булат–6» (рис.5) и
ННВ 6.6–И1 (рис.6).

Разработанные при этом технологии обеспечивают следующее:
В качестве примера данный способ нанесения покрытий реализован для изделий (рис.7), эксплуатирующихся в прокатных станах, имеющих высокий износ и разные условия эксплуатации поверхностей.

На третьем этапе комплексного технологического процесса также выполняется целый ряд операций, а именно: притирка, полировка, ППД, нанесение специальных смазок и других операций. При этом также необходимо решать вопросы обеспечения требуемых параметров качества изделий.
Следовательно на каждом из трех этапов комплексного технологического процесса (рис.1) необходимо обеспечить определенные параметры качества. Особенно следует отметить то, что эти этапы взаимосвязаны между собой и все параметры обработки поверхности изделия и нанесения покрытий на всех операциях зависят друг от друга. При этом получение максимальных технико–экономических показателей изделий, а также обеспечение качественно новой совокупности свойств и меры полезности изделий может быть выполнено только в том случае, если все элементы комплексного технологического процесса будут строиться на основе предельного критерия качества (оптимизационного функционала). Именно здесь закладываются основные условия создания оптимальных технологических процессов изготовления конкурентоспособных изделий машиностроения.
Список литературы:
- Нанесение износостойких покрытий на быстрорежущий инструмент / Ю.Н. Внуков, А.А. Марков, Л.В. Лаврова, Н.Ю. Бердышев. — К.: Тэхника, 1992. — 143 с.
- Получение покрытий на основе окиси алюминия из сепарированного потока плазмы вакуумной дуги / И.И. Аксенов, В.А. Белоус, В.Г. Падалка и др. // Фи–ХОМ, 1977. №6. С 52–56.
- Коган В.С., Серюгин А.Л. Влияние азота и кислорода на преимущественную ориентацию кристаллов в вакуумных конденсатах хрома на аморфных подложках // ФММ, 1971. Т. 32. Вып. 1. С. 203–205.
- Костржицкий А.И., Лебединский О.В. Многокомпонентные вакуумные покрытия. М.: Машиностроение, 1987. — 208 с.
- Михайлов А.Н. Основы синтеза поточно–пространственных техноло–гических систем непрерывного действия. — Донецк: ДонНТУ, 2002. — 379 с.
- Патент Украины № 54100 А МПК 7 С23С 14/04. Спосіб нанесення нітридного декоративного рельєфного покриття на поверхню виробу / Михайлов В.О., 2003. — 6 с.