
Управління в технічних системах
У міру зростання продуктивності агрегатів і підвищення вимог до якості металу росла роль автоматичного контролю і управління металургійними процесами, так як субʼєктивні помилки, яких припускаються персоналом, можуть привести до значних абсолютним втрат палива і металу або до зниження якості продукції.
Порошковий дріт застосовується в металургійній галузі для позапічної обробки чавуну і сталі. Технологічна схема виробництва порошкового дроту включає процес профілезгинанню сталевої стрічки на профілезгинальному стані і вагового дозування багатокомпонентної шихти. Аналіз існуючих технологічних схем отримання порошкового дроту показав, що рівень технології досить низький. Дріт виробляють в неприводному профілезгинальному стані, тому основні вимоги сучасної технології до питомої натягу дроту в межклетевих проміжках і на моталці не виконується. Крім того, якість дроту підвищується за рахунок точності засипки багатокомпонентної шихти в проміжний стрічковий профіль дроту і щільною упаковки порошкового дроту за допомогою енергоємної операції редукування, яку неможливо здійснити на неактивному профілезгинальному стані. Зазначені фактори не дозволяють вітчизняним виробникам отримати щільноупакована порошковий дріт.
Одним з найбільш доцільних шляхів підвищення якості дроту є розробка системи автоматизації технологічного процесу виробництва порошкового дроту. Дана система забезпечить точність засипки багатокомпонентної шихти в проміжний стрічковий профіль дроту і щільну упаковку порошкового дроту, що значно підвищить якість виробленого продукту.
Таким чином, виникає необхідність у створенні такої системи автоматизації управління, яка б враховувала особливості виробництва порошкового дроту і дозволила забезпечити нормальний безперебійний режим її виробництва.
Метою магістерської дисертації є – забезпечення точності засипки багатокомпонентної шихти в проміжний стрічковий профіль дроту і щільною її упаковки за рахунок розробки САУ ТП виробництва порошкового дроту на профілезгинальному стані холодної прокатки.
Основні задачі дослідження:
Обʼєкт дослідження: САК ТП вагового дозування шихти і формування порошкового дроту на профілезгинальному стані холодної прокатки.
Предмет дослідження: багатозвʼязна електромеханічна система автоматизації управління процесом прокатки порошкового дроту профілезгинальних станів.
В рамках магістерської роботи планується отримання актуальних наукових результатів по наступним напрямкам:
До складу електросталеплавильного цеху (ЕСПЦ) металургійного підприємства, як правило, входять такі технологічні елементи [1, 2 ]: сам сталеплавильний цех, що складається з шести прольотів (шихтовий, пічної, розливний, МНЛЗ, адьюстаж, підготовка складів), киснево-компресорний цех (ККЦ), відділення підготовки сипучих матеріалів (ЗПСМ), насосна і фільтрувальна станції, дві системи газоочистки і тягова підстанція для індивідуального харчування печей.
В першому шихтовом прольоті працюють три електромагнітних крана з максимальною вантажопідйомністю 75 і 20 т. Шихта в основному складається з скрапу. Скрап постачають зі скрапобази в 20 т-контейнерах по залізниці. З контейнерів скрап за допомогою крана вивантажується в 100 т-контейнер, який зважується на механічних 100 т-вагах і потім відправляється на вивантаження в піч [1, 2].
У другому пічному прольоті є два 180 т-мостових крана. Основне місце в прольоті займають дві дугові електросталеплавильні печі ємністю сто тонн типу ДСП-100 з трансформаторами 50 кВА. У печах виплавляються леговані та високолеговані стали, в тому числі підшипникові. Харчування печей проводиться від розташованої на ділянці силовий підстанції. Також в прольоті є дві печі феросплавів, необхідних для сушки і підігріву феросплавів. На кожній печі є чотирнадцять бункерів і сім дозаторів.
Шихта з ЗПСМ по транспортерної стрічці подається в бункера і через ваги-дозатори надходить в кидкову машину стрічкового типу. Завалка додаткових матеріалів проводиться за допомогою мульдозавалочной машини. В прольоті також є вакууматор позиційного типу, на якому за рахунок створення глибокого вакууму зі сталі видаляються гази (водень, азот, кисень) і також проводиться продування стали аргоном або азотом.
Пара подається на вакууматор по паропроводу з ТЕЦ-ПВС через редукційно-охолоджувальний пристрій (РОУ 1-2). Між ДСП-1 і вакууматором розташована установка піч-ківш . На ній в основному виробляється доведення стали після виплавки на ДСП-1 і підготовка до розливання. Сталь доводиться прямо в сталерозливних ковші.
В третьому розливному прольоті працюють два мостових крана, вантажопідйомністю 180 т. У прольоті розташовані дві установки горизонтального типу для розігріву футеровки сталерозливних ковшів і дві вертикальні установки сушки ковшів. Також в прольоті є дві станції сифонного розливання стали у виливниці. Сталь розливають в злитки масою 5,6 т під зольно-графітової теплоізолюючих сумішшю.
Наступний проліт – МБЛЗ. У ньому встановлена ??радіальна шестиструмкових машина безперервного лиття заготовок. На ній розливається велика частина виплавленої сталі. Також в прольоті розташована установка для заміни та ремонту футерування стальковшей і установка для сушіння футеровки ковшів. В прольоті працює мостовий кран вантажопідйомністю 50 т [2, 3].
Пʼятий проліт – адьюстаж. У ньому проводиться прийом, підготовка і розподіл сипучих матеріалів, підготовка мульд і інше.
Шостий проліт – підготовки поїздів. Служить для розбору і збору складів, сортування та пакування готових до імпорту заготовок з МНЛЗ.
Так само до ділянки ЕСПЦ належить киснево - компресорний цех (ККЦ). З нього на ділянку подається кисень, водень, азот, аргон і повітря. ККЦ включає в себе: два компресора типу КТК - 12,5 / 35; два турбокомпресора типу К-1500-62-1 з допоміжним обладнанням, блок поділу повітря, три азотних компресора типу ЗДП-12/35 і дві газодувки.
Вода, яка використовується на охолодження ДСП і МНЛЗ та інші потреби цеху, подається насосною станцією. Перед подачею води на ділянку вона проходить грубе очищення на фільтрувальної станції. Вода подається по наземним водопроводам потужними насосами.
Очищення продуктів згоряння печі перед викидом в атмосферу проводиться на газоочистки 1 і 2 окремо для кожної печі. Робота газоочисток заснована на електростатичному принципі дії.
Заправка футерування дугових печей здійснюється механічно і вимагає автоматизації цього процесу [4, 5].
Реалізація розробляється САУ процесом торкретування ДСП пропонується з використанням принципу регулювання по відхиленню за основними керованим змінним торкретфурми – температурі охолоджуючої води на виході з торкретфурми tОВ; тиску кисню, що подається в торкретфурму РК і тиску повітря, що подається в торкретфурму для аерації РВ (рис. 1).
Рисунок 1 – Укрупнення структурна схема концепції побудови САУ
(швидкість анімації – 10,9 кількість кадрів – 8)
Запропонована концепція побудови САУ торкретуванням ДСП заснована на принципі регулювання по відхиленню і передбачає три ідентичних за структурою контуру управління: САУ температурою охолоджуючої води, САУ тиском кисню, САУ тиском повітря (рис. 1).
До складу кожної САУ входять наступні елементи: обʼєкт управління – торкретфурма за відповідним каналу регулювання; виконавчий механізм з регулюючим органом – керований клапан з електроприводом; регулятор; елемент порівняння – вхідний суматор і відповідний технологічний датчик в ланцюзі зворотного звʼязку. Підтримує потрібні температури і тиску в кожній з САУ здійснюється ідентично за рахунок зміни витрати відповідного матеріального потоку – охолоджуючої води, кисню і повітря, шляхом необхідного впливу регулятора через виконавчий механізм на регулюючий орган.
Як показав виконаний в першому розділі аналіз особливостей процесу торкретування ДСП і існуючих засобів і систем його автоматизації, поліпшення якості управління цим процесом можна домогтися введенням додаткових контурів автоматичного управління.
Від точності зміни кожного з керуючих впливів дуже сильно залежить якість і економічність процесу торкретування ДСП. Тому, для досягнення поставленої мети - підвищення ефективності і якості процесу торкретування ДСП необхідно при розробці САУ кожним технологічним параметром використовувати каскадні системи управління з обовʼязковим внутрішнім контуром управління відповідним витратою. Таким чином, отримана узагальнена структурна схема автоматичного управління окремим параметром процесу торкретування, яка приведена на рис. 2
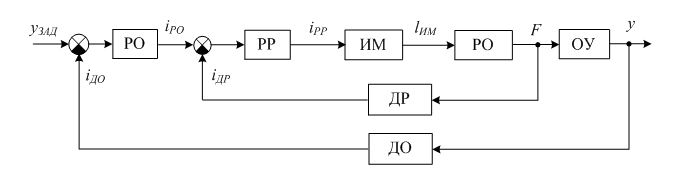
Рисунок 2 – Узагальнена структурна схема автоматичного управління окремим параметром процесу торкретування
Внутрішній контур управління витратою відповідного матеріального потоку – охолоджуючої води F ОВ , кисню F До ; повітря F В складається з наступних елементів (рис. 2): регулятора витрати РР, виконавчого механізму ІМ, регулюючого органу РВ і датчика витрати ДР в ланцюзі внутрішнього зворотного звʼязку.
Задає впливом для внутрішнього контуру управління витратою виступає вихідний сигнал основного регулятора РВ. Крім основного регулятора РВ до складу зовнішнього контуру управління входить основний датчик ДО – для контролю відповідної керованої величини на виході обʼєкта управління ОУ – температури охолоджуючої води на виході з торкретфурми t ОВ; тиску кисню, що подається в торкретфурму РК і тиску повітря, що подається в торкретфурму для аерації РВ.
Для реалізації необхідних функцій контролю і управління в САУ процесом торкретування ДСП, на підставі отриманої схеми концепції побудови САУ (рис. 1) і узагальненої структурної схеми автоматичного управління окремим параметром процесу торкретування (рис.2), необхідний наступний набір технологічних датчиків: датчик витрати охолоджуючої води, датчик витрати кисню, датчик витрати повітря, датчик температури охолоджуючої води, датчик тиску кисню і датчик тиску повітря.
В САУ процесом торкретування ДСП (рис. 2) керуючими впливами є витрата охолоджуючої води F ОВ , витрата кисню F До і витрата повітря F В , необхідна зміна яких, здійснюється регулюючими органами – регулюючими клапанами, вплив на які здійснюється через виконавчі механізми, функції яких виконують електроприводи регулюючих клапанів.
Для реалізації необхідних алгоритмів контролю і управління, підключення датчиків і виконавчих механізмів, організації взаємодії елементів САУ необхідно використовувати керуючий пристрій, функції якого можуть виконуватися як програмованими логічними контролерами – ПЛК так і мікропроцесорними модулями ПІД-регулювання.
Застосування запропонованої концепції розробки САУ торкретуванням ДСП дозволяє підвищити точність підтримки розглянутих параметрів – температури охолоджуючої води, тиску кисню і тиску повітря, що в свою чергу дає можливість підвищити якість процесу торкретування, продовжити міжремонтний інтервал футерування ДСП, а також знизити експлуатаційні витрати (перш за все – витрати на електроенергію, воду і кисень).