Аннотация
Курченко Е.Н., Калинихин О.Н. Комплексная утилизация отходов коксохимических заводов и компонентов твердых бытовых отходов. В работе рассмотрена возможность утилизации компонентов твердых бытовых отходов и связующего на базе кубовых остатков цеха ректификации сырого бензола.
В настоящее время на территории Донецкой области находятся огромные накопления твёрдых бытовых отходов (ТБО), т.к. отсутствуют полноценные эффективные методы утилизации и переработки отходов.
В 2018 г. образовалось 750539,468 т отходов IV класса опасности, 99,1 % которых размещены в специально отведенных местах и объектах, остальные отходы размещены в местах неорганизованного хранения (0,9 %). Отходы IV класса опасности составляют 99,95% годового объема отходов всех классов опасности.
На сегодняшний день одной из основных задач, актуальных во всем мире, является переработка и утилизация коммунальных и промышленных отходов. Накопление и несвоевременный вывоз отходов создают экологическую опасность для здоровья населения из-за содержания в них большого количества органических веществ, которые при разложении образуют вредные химические соединения.
ТБО можно рассматривать как стратегический ресурс для получения тепла и электричества.
Страны Европы отходят от практики сжигания бытового мусора, заменяя этот метод современными ресурсо- и энергосберегающими технологиями, альтернативными источникам энергии и повторным использованием сырья, что выступает как метод экономии ресурсов и сохранения окружающей среды.
Одной из таких технологий является RDF (Refuse Derived Fuel) – топливо, произведенное из различных видов отходов, таких как твердые бытовые и промышленные отходы. Основными потребителями данного топлива являются цементная промышленность и станции по генерированию электрической и тепловой энергии [1].
Учитывая морфологический состав ТБО, в производство RDF-топлива может быть вовлечено около 25% от объема вывозимых на захоронение отходов. Преимущества состоят в том, что сокращается количество захороняемых отходов и потребление экспортируемых источников энергии.
В таблице 1 указаны показатели компонентов твёрдых бытовых отходов в Донецкой области, которые представляют интерес в качестве составляющих RDF-топлива [3].
Таблица 1 – Значения теплотехнических компонентов топлива
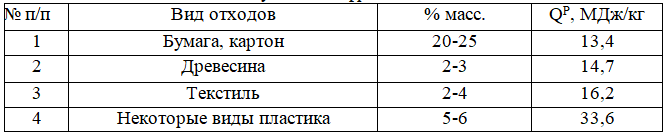
От количества горючих фракций в ТБО зависит калорийность топлива, поэтому целесообразно добавлять в отходы компоненты, обладающие высокой теплотворной способностью. В качестве такого компонента могут выступать смолистые отходы коксохимических отходов (КХЗ), такие как каменноугольные фусы, полимеры, кубовые остатки и др.
Рассмотрим в качестве добавки к топливным брикетам на основе компонентов ТБО кубовые остатки цеха ректификации сырого бензола, они являются подходящим отходом, в связи с их небольшой зольностью небольшим количеством серы, значение которой в ископаемом топливе достаточно высоко.
Кубовые остатки цеха ректификации сырого бензола представляют собой смесь продуктов различной глубины полимеризации непредельных соединений с бензольными углеводородами, тиофеном и его гомологами, а также ароматических углеводородов с температурой кипения свыше 200°С, извлекаемых из поглотительного масла при получении сырого бензола. Кроме того, в них содержатся минеральные примеси. Последние представляют собой смесь сульфата натрия (3,7%), свободной щелочи (0,1%) и сульфонатов натрия (14,5%), образующихся при щелочной нейтрализации фракции БТК после кислотной промывки [2].
Характеристика разгонки и температура размягчения кубовых остатков существенно изменяются от условий работы отпарного куба: отгон до 300 °С колеблется 20 – 60 %, а температура размягчения - от 25 до 65 °C.
В ректификационных цехах, не имеющих отпарных кубов, зольность кубовых остатков обычно составляет 0,1 - 0,3 %.
При дистилляции малосольных кубовых остатков получаются жидкие погоны и темный остаток, представляющий собой смолу.
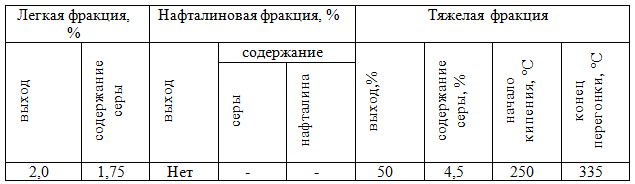
При отборе масляной части кубовых остатков ее обычно разделяют на легкую, нафталиновую и тяжелую фракции. Характеристика и выход (усредненный) этих фракций представлены в таблице 2 [2].
Таблица 2 – Характеристика и выход легкой, нафталиновой и тяжелой фракции кубовых остатков
Альтернативное топливо, на основе компонентов ТБО и кубовых остатков цеха ректификации сырого бензола КХЗ, может применяться как более доступное по ценовой политике топливо, которое не уступает по своим техническим характеристикам бурому и каменному углю.
Технологический процесс получения RDF состоит из двух операций: дробления отходов и сепарации черных металлов, но если ограничиваться только этими двумя операциями, то получаемый в этом случае RDF будет содержать много балластных фракций и иметь низкое качество. Поэтому при производстве гранулированного топлива используют дополнительные машины, механизмы и агрегаты, которые позволяют обогащать, гранулировать и брикетировать топливо из отходов, при этом возрастают капиталовложения и эксплуатационные расходы, но полученное топливо имеет значительно лучшее качество. Принципиальная схема производства гранулированного топлива приведена на рисунке 1 [3].
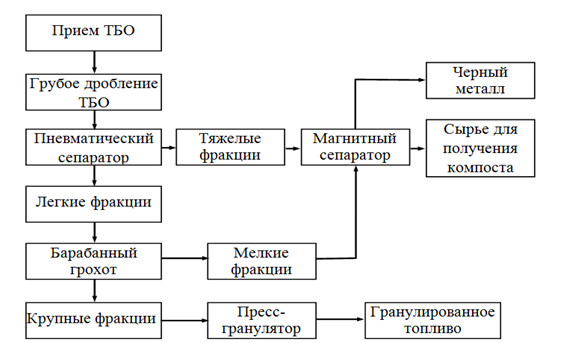
Рисунок 1 – Принципиальная схема производства гранулированного топлива
Способ получения RDF-топлива зависит от вида отходов, их состава, а также последующего способа использования – в качестве основного или дополнительного (вместе с основным – углем, торфом или т.д.) топлива [3]. Теплота сгорания гранулированного топлива колеблется 5300 – 17700 кДж/кг.
Многие котельные установки нуждаются лишь в небольшой модернизации для работы на гранулированном топливе, потому что они оборудованы устройствами для удаления шлака и летучей золы.
Современные термические процессы являются экологически безопасными при термообработке подготовленных ТБО, при соблюдении технологических норм и при использовании современных методов газоочистки (в свою очередь, эффективность газоочистки во многом определяется реализацией так называемых первичных мероприятий в термическом процессе). В этом случае, по данным практики Германии, промышленные выбросы находятся значительно ниже пределов, регламентируемых жестким природоохранительным законодательством [4].
В виду вышесказанного можно сделать вывод, что использование связующего на базе кубовых остатков позволит существенно снизить себестоимость брикетов при сохранении их эксплуатационных качеств, а также благодаря совместной утилизации ТБО и отходы КХЗ переходят в категорию товарных продуктов.
Список использованной литературы
1. Зарубежная практика использования альтернативного топлива из отходов для цементной промышленности/ И.В. Ламзина, В.Ф. Желтобрюхов, И.Г. Шайхиев // Вестн. технолог.ун-та. Т.18, №17. – 2015. – С. 85-88.
2. Лазорин С.Н. Обезвреживание отходов коксохимических заводов/ С.Н. Лазорин, Т.И. Паннов, В.И.Литвиненко. – М.: Металлургия, 1977. – 239 с.
3. Сметанин В. И. Защита окружающей среды от отходов производства и потребления: Учебники и учеб. пособия для студентов высш. учеб. заведений. – М.: Колос, 2000. – 232 с.
4. Термическая переработка ТБО