Применение станков с чпу при обработке конических зубчатых колес
Автор:Лахин А.М. Глущенко Д.А.
Источник:Инженер №1(33)-2022 г. стр. 27-29
Аннотация
Лахин А.М. Глущенко Д.А. Применение станков с чпу при обработке конических зубчатых колес
Ключевые слова: зубчатое колесо, технология, качество, производительность.
В данной статье предложена компоновка 5-ти осевого станка с ЧПУ и ее использование при обработке конических зубчатых колес с криволинейным зубом.1. Введение
В промышленности широко применяются конические зубчатые передачи, которые являются практически безальтернативными при необходимости передачи крутящегося момента между пересекающимися и скрещивающимися осями валов. При этом данные зубчатые передачи имеют большое многообразие конструктивных исполнений, которые требуют конических зубчатых колес с прямым, косым, криволинейным и спироидным зубом.
Современные специализированные станки для нарезания конических зубчатых колес имеют ограниченную область применения и требуют сложной наладки для нарезания каждого типа зубчатых колес. Кроме того, при изменении количества и параметров нарезаемых зубьев требуется значительное изменение гитары деления что подразумевает необходимость наличия большого количества сменных шестерен для настройки цепи деления зуборезного станка. При этом для нарезания криволинейных зубьев конических колес по прежнему используется метод копирования, требующий наличия широкого ассортимента зуборезного инструмента для формирования требуемого профиля зуба.
Современный этап развития электроники и микропроцессорной техники позволяет создавать универсальные, относительно недорогостоящие системы ЧПУ [3], в основе которых управление позиционированием инструмента и заготовки для заданных технологических целей.
Целью данной работы является создание компоновочной схемы 5ти координатного станка с ЧПУ для нарезания зубьев конических зубчатых колес.
Для достижения заданной схемы необходимо решить следующие задачи: выбрать количество и направления управляемых осей станка, разработать компоновочную схему и определить область применения данного оборудования.
2. Основная часть
Несмотря на широкую тенденцию применения аддитивных технологий во всех областях промышленности, определенная часть изделий все же безальтернативно требует применения механической обработки для достижения заданной точности размеров и физико-механических свойств материала детали. Такими деталями являются силовые зубчатые колеса, в частности конические, требующие высокой точности параметров зубьев, низкой шероховатости и прочности материла. Однако сложность формы и направления зубьев таких колес требует применения сложных траекторий движения инструмента при наличие 3-4 осевого его перемещения. Обработка таких зубчатых колес на стандартном зуборезном оборудовании значительно затруднена.
Применение современных систем управления шаговыми двигателями [1] раскрывает широкие возможности создания нового оборудования для изготовления изделий любой сложности.
Обработка зубьев конических зубчатых колес с криволинейным зубом может быть выполнена только вращающимся режущим инструментом, в частности чашечной или пальцевой фрезой. При этом способ обработки чашечной фрезой требует строго соответствия диаметра фрезы радиусу изгиба зуба и не может быть применим для обработки зубьев с изменяющейся кривизной направления зуба. Этого недостатка лишена обработка пальцевой модульной фрезой, при обработке которой возможно получение зубьев любого направления, а применения пальцевой фрезы выполненной по форме нормального исходного контура дает возможность получать зубья конических колес методом обкатки, обеспечивая тем самым форму зуба наиболее близкую к теоретической.
Рассмотрим движения требуемые для нарезания криволинейных зубьев конических зубчатых колес (рис.1). Главным движением резания является вращение фрезы Dv которое сообщается шпинделем привода главного движения. Движением подачи является перемещение инструмента вдоль направления линии зуба, которое, ввиду сложной криволинейной формы зуба, может быть образовано двумя движениями каретки шпинделя DSx и DSy. Также для обработки зуба по всей длине на полную глубину впадины, требуется проворот заготовки относительно ее оси DRs. Также при обработке требуется вертикальная (радиальная) подача DSz в начале каждого прохода, для заглубления инструмента и последовательного формообразованию зуба на полную глубину. После обработки единичного зуба требуется поворот заготовки на угол 360/Z для обработки следующего зуба DRs’. Кроме перечисленных движений также требуется дополнительное настроечное движение для поворота заготовки относительно ее поперечной оси в соответствии с углом формообразующего конуса.
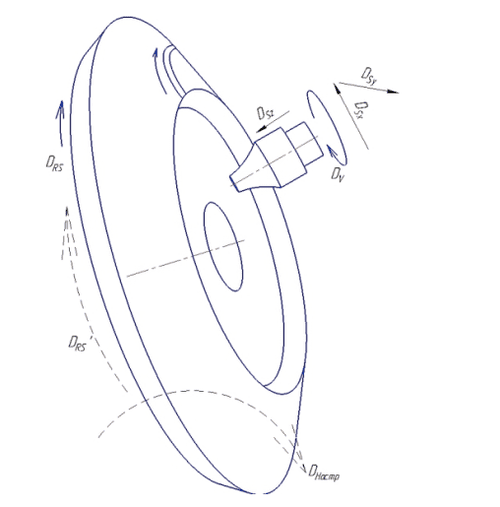
Рисунок 1 – Совокупность движений при нарезании зубьев конического зубчатого колеса с криволинейным зубом
Компоновка станка для обработки конических зубчатых колес любых типов представлена на рис.2. В данной компоновке на основании 1 смонтированы линейные направляющие, по которым перемещается каретка продольного перемещения 2 (ось Y). Между стенкой каретки продольного перемещения установлены цилиндрические штангинаправляющие по которым с помощью линейных подшипников перемещается каретка поперечного перемещения 3 (ось X). К ней в свою очередь также на цилиндрических штангах и линейных подшипниках присоединена каретка вертикального перемещения 4 (ось Z). На каретке вертикального перемещения с помощью кронштейна присоединен привод шпинделя инструмента 5, в который с помощью цангового зажима закрепляется пальцевая модульная фреза.
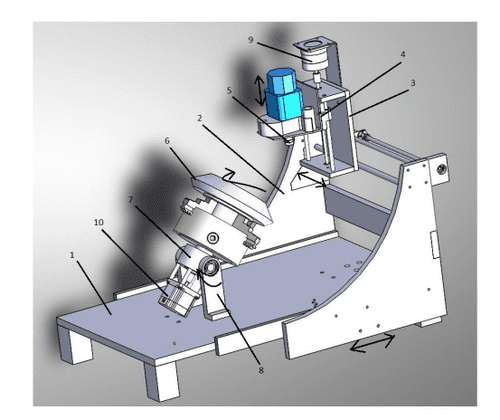
Рисунок 2 – Компоновка станка с ЧПУ для обработки зубьев конических зубчатых колес
На основании станка закреплены стойки 8 с подшипниковыми опорами. На данных стойках установлена поворотная оправка 7 с устройство фиксации ее положения (на рисунке не показано). Внутри поворотной оправки установлена ось, один конец которой посредством муфты соединен с шаговым двигателем 10 поворота заготовки, а на другом конце установлен патрон в котором закрепляется заготовка 6. Для перемещения привода шпинделя главного движения 5 по всем трем осям служат передачи винт-гайка, винт которой соединен с отдельным шаговым двигателем 9 для перемещения по каждой оси.
Выводы
Таким образом данная компоновочная схема обеспечивает весь комплекс перемещений требуемых для формообразования любых типов конических зубчатых колес. Управление шаговыми двигателями может осуществляется, например, с помощью контролера TB 6560 с возможностью управления до 5 шаговых двигателей и выводом на него управляющей программы непосредственно из персонального компьютера с помощью программы MACH 3.Список использованной литературы
1. Звонцов И. Ф., Иванов К. М., Серебреницкий П. П. Разработка управляющих программ для оборудования с ЧПУ: Учебное пособие. — СПб.: Издательство «Лань», 2017. —588 с.: ил.
2. Калачев, О.Н. Моделирование CAD/CAM Cimatron механообработки на станках с ЧПУ/ Ярославский государственный технический университет. – Ярославль: 2013. – 30 с.
3. Станки с ЧПУ: устройство, программирование, инструментальное обеспечение и оснастка [Электронный ресурс]: учеб. пособие / А.А. Жолобов, Ж.А. Мрочек, А.В. Аверченков, М.В. Терехов, В.А. Шкаберин. – 2-е изд., стер. – М. : ФЛИНТА, 2014. – 355 с.