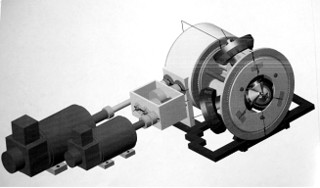
Рисунок 1 – Общий вид планетарного стана ПВП с электроприводами валков и корпуса клети
Автор: Коссе В.О., Жукова Н.В.
Источник: Автоматизация технологических объектов и процессов. Поиск молодых. Сборник научных трудов XXI Международной научно-технической конференции аспирантов и студентов (в рамках 7-го Международного научного форума «Инновационные перспективы Донбасса»). 2021. - с. 249-252
Энергосбережение является одной из главных задач модернизации металлургических технологий. Осуществить стыковку машины непрерывного литья заготовок непосредственно с прокатным станом возможно только с помощью планетарных клетей поперечно-винтовой прокатки (ПВП), технологические параметры которых полностью удовлетворяют требованиям процесса совмещения литья и прокатки.
Планетарный стан ПВП является непрерывно работающим агрегатом со степенью деформации, превышающей 90%, в котором уменьшение поперечного сечения металла осуществляется только тремя валками за один проход. В непрерывном режиме работы в одном единственном пропуске с помощью трёх валков достигается такой же коэффициент вытяжки, как и на восьми - десяти клетевом стане непрерывной продольной прокатки с коэффициентом вытяжки до 15 единиц. На выходе планетарного стана обжимаемый металл не вращается вокруг оси прокатки. Поэтому планетарная винтовая клеть может работать непрерывно в потоке с чистовыми клетями продольной прокатки, где металл принимает форму и качество конечного продукта.
Технологический процесс ПВП в планетарном стане реализовывается посредством двухсвязной электромеханической системы, и от того, насколько удачно реализована САУ двухдвигательным электроприводом планетарной клети, зависит стабильный процесс обжатия заготовки в очаге деформации клети, а также компенсация ползучего угла заготовки на выходе из клети.
Целью данной публикации является анализ технологического процесса ПВП в трехвалковом планетарном стане как объект автоматического управления с точки зрения основных информационных переменных по управлению и разработка концепции построения САУ электроприводом планетарного стана ПВП.
Электропривод планетарной винтовой клети включает два электродвигателя (рис.1), которые связанны через систему передач с механизмами валков и корпуса
Рисунок 1 – Общий вид планетарного стана ПВП с электроприводами валков и корпуса клети
Двигатель валков является главным, выполняет основную работу по деформации металла а очаге. Корпус клети с расположенными в нем валками приводится в движение вокруг оси прокатки дополнительным двигателем. Скорость вращения корпуса клети 250регулируется по отношению к скорости вращения рабочих валков таким образом, чтобы устранить вращение проката вокруг оси прокатки на выходе из клети.
Приведем основные технические характеристики планетарной винтовой клети для прокатки тонкостенных труб из полой заготовки:
⁃ диаметр и толщина стенки полой заготовки - 80…100/20…25, мм;
⁃ длина заготовки - не ограничена;
⁃ диаметр и толщина прокатанной трубы - 45…55/2…2,5, мм;
⁃ вытяжка металла за один проход – 14…16 единиц;
⁃ высота клети – 3,5 м;
⁃длина клети – 3,8 м;
⁃ ширина клети – 3,5 м;
⁃ масса клети – 30 т;
⁃ момент инерции механизма валков, приведенный к валу электродвигателя – 11,3кг·м2;
⁃ момент инерции механизма корпуса, приведенный к валу электродвигателя – 63 кг·м2;
⁃ диаметр рабочего валка - 100….500 мм;
⁃ сила прокатки - 1350 кН;
⁃ момент прокатки - 80 кН·м;
⁃ скорость вращения валков f' при скорости входа заготовки 0,1 м/с – 0,35 об/с;
⁃ скорость вращения корпуса клети f - 0,5 об/с;
⁃ отношение скоростей вращения валков и корпуса клети, при котором компенсируется вращение металла (второй критерий винтовой прокатки) Квп2 = f/f' - 1,4;
⁃ мощность электропривода для деформации металла тремя валками - 600 кВт;
⁃ мощность электропривода для ускоренного вращения корпуса клети - 160 кВт.
Схема анализа процесса поперечно-винтовой прокатки в планетарном сане сводится к анализу двухсвязного электропривода планетарной косовалковой клети как объекта автоматического управления (рис.2). Из рис.2 следует, что основными регулируемыми переменными электропривода стана являются:
⁃ скорость вращения валков ωв планетарной клети, осуществляющих обжим заготовки в очаге деформации;
⁃ скорость вращения корпуса ωк планетарной клети (обоймы), вращающегося в противоположном направлении и компенсирующего поворот трубы на выходе планетарной клети;
⁃ угол поворота трубы на выходе из клетиφз, который появляется из-за невозможности точно прогнозировать начальное соотношение скоростей двух двигателей корпуса и валков f/f', при котором не было бы вращения трубы. Поэтому, поворот заготовки вокруг оси прокатки всегда будет наблюдаться с какой-то ползучей скоростью, которую необходимо компенсировать.
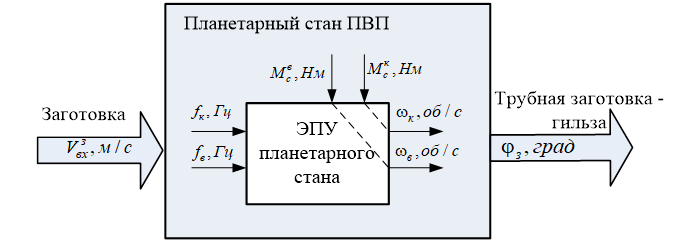
Рисунок 2 – Схема анализа планетарного стана ПВП как объекта автоматического управления
При разработке концепции управления САУ имеет смысл рассмотреть, как решают существующие системы автоматизации планетарных станов поперечно-винтовой прокатки задачи управления электроприводами валков и корпуса клети с целью компенсации ползучего угла поворота трубной заготовки на выходе из планетарной клети.
Проанализируем патент [1], более всего подходящий по способу регулирования двухдвигательным электроприводом планетарного стана поперечно-винтовой прокатки. На рис.3 приведена структурная схема САУ двухдвигательного электропривода планетарного стана поперечно-винтовой прокатки
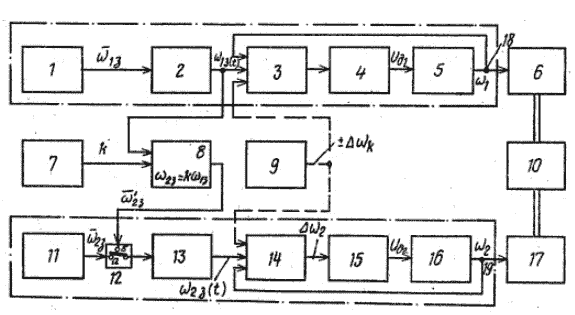
Рисунок 3 – Структурная схема САУ двухдвигательного электропривода планетарного стана поперечно-винтовой прокатки
Анализируя данный способ управления можно сделать следующие выводы:
⁃ авторы патента [1] считают, что основную часть мощности прокатки воспринимает электродвигатель корпуса клети, а электродвигатель валков используется для регулировки частоты вращения валков по отношению к неизменной частоте вращения корпуса Такое суждение не ошибочно, т.е. при остановке корпуса клети (винтовая прокатка) должен происходить процесс деформации заготовки при его вращении на выходе из клети. Поэтому, электропривод валков, осуществляющих деформацию металла, должен быть основным и большей мощности. А электропривод корпуса клети - дополнительным, малой мощности, при помощи которого компенсируется вращение металла вокруг оси прокатки;
⁃ возникновение ползучего угла поворота трубы на выходе планетарной клети компенсируется за счет коррекции задающих воздействий скоростей валков и корпуса клети. Т.е. этот процесс будет постоянным, из-за погрешности расчета начального соотношения скоростей двух двигателей корпуса и валков.
⁃ система не учитывает текущих моментов сопротивлений электродвигателей, также влияющих на соотношение скоростей двигателей и появления ползучего угла поворота заготовки на выходе из планетарной клети.
Методика решения задачи. Как доказывает опыт эксплуатации планетарных станов, поворот трубы на выходе всегда будет наблюдаться с ползучей скоростью, которую необходимо компенсировать. Точно прогнозировать начальное соотношение частот двух двигателей f/f', при котором не было бы вращения трубы на выходе планетарной клети, не возможно, поскольку технологические параметры винтовой деформации металла неоднородны. С точки зрения технологии ПВП, неконтролируемое движение металла вокруг оси прокатки недопустимо. Поэтому необходимо разработать САУ электроприводами планетарной клети, которая обеспечит контроль углового движения заготовки и принудительно подчинит его априори заданной периодической функции, например синусоидальной φзр(t)=φ0 sin ωp t или линейной в заданных пределах. Таким образом, проблема возникновения ползучего угла поворота трубы на выходе планетарной клети может быть решена при помощи организации активного регулируемого рыскания трубы вокруг оси прокатки. Для этого при начальном соотношении частот вращения двигателей корпуса и валков f/f', скорость вращения электродвигателя корпуса должна периодически изменяться на величину добавочной скорости φзр(t) = d;φзр / dt=φ0 ωp cos ωp t амплитудой колебания [φ0 · ωp]=[±φ0 · π2 / Tp]>2 δ, где φ0 - угол рыскания проката, Tp - период рыскания, &delta - абсолютная ошибка регулирования скорости управляемого электропривода
На рис.4 представлена схема концепции построения САУ электроприводами планетарного стана ПВП
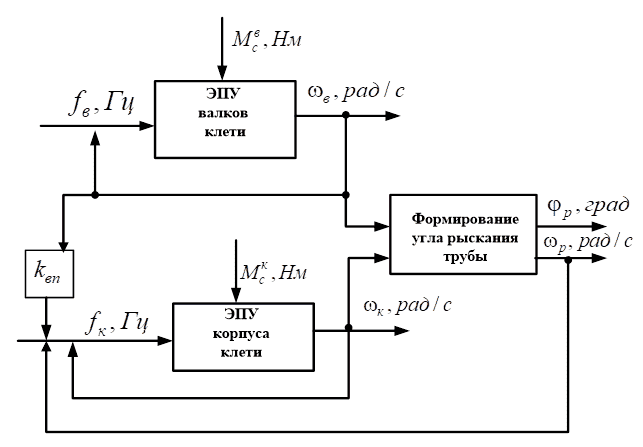
Рисунок 4 – Концепция построения САУ электроприводами планетарного стана ПВП
Из схемы следует, что САУ планетарного стана ПВП содержит следующие локальные САУ: САУ скорости вращения валков планетарной клети; САУ скорости вращения корпуса планетарной клети; САУ периодического движения (рысканья) трубы на выходе планетарной клети
Электропривод валков клети является главным, поэтому корректирует задающее воздействие для САУ электропривода корпуса планетарной клети на основании второго критерия поперечно-винтовой прокатки
ωк = K вп ω. Задание скорости вращения электродвигателя корпуса также корректируется на величину добавочной скорости рысканья ωзp (t), что позволяет обеспечить на выходе устойчивое периодическое перемещение трубы вокруг оси прокатки с минимальной амплитудой.
Разработанная САУ двухдвигательным электроприводом планетарного стана ПВП обеспечивает стабилизацию процесса обжатия трубной заготовки, а также компенсирует ползучий угол поворота трубы на выходе из планетарной клети за счет организации её активного рысканья посредством подчинения углового перемещения трубной заготовки контролируемому априори заданному периодическому движению с очень малой амплитудой относительно оси прокатки.
1. Патент Российской федерации №1448466 А1, кл. В21В13/20, В21В35/00. Стан поперечно-винтовой прокатки /Тартаковский Б.И., Ревес И.С., Гриншпун М.И., Тартаковский И.К. и др., заявл. 1987.01.07, опубл. 2000.04.10.