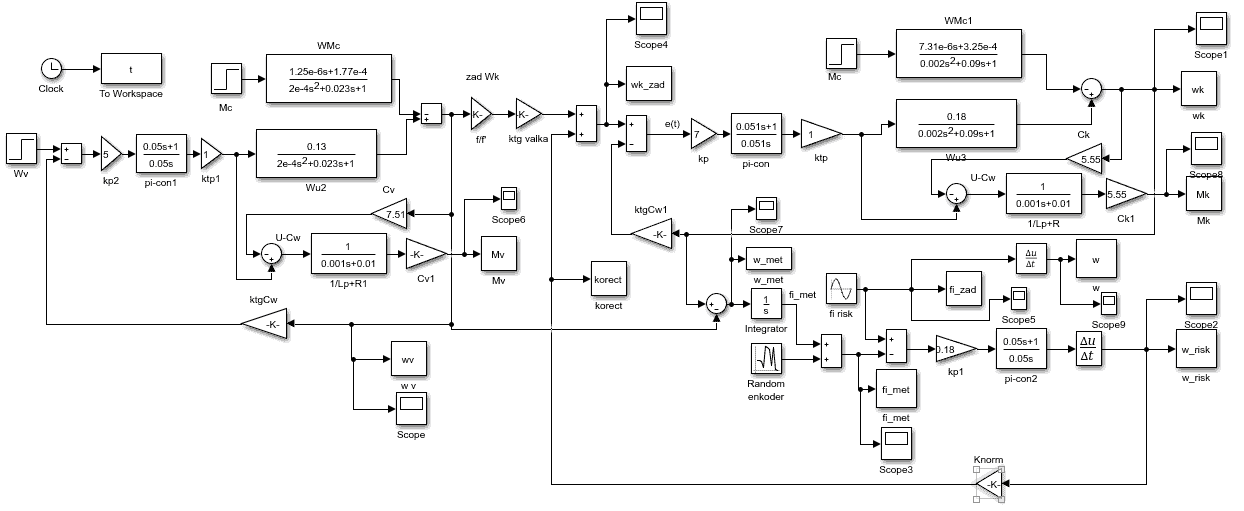
Рисунок 1 – Схема моделирования САУ электроприводом ПВП с учетом помех
Автор: Коссе В.О., Жукова Н.В.
Источник:Автоматизация технологических объектов и процессов. Поиск молодых. Сборник научных трудов XXII Международной научно-технической конференции аспирантов и студентов (в рамках 8-го Международного научного форума «Инновационные перспективы Донбасса»). 2022. - с. 81-86
В работе [1] авторами разработана концепция построения системы автоматического управления двухдвигательным электроприводом планетарного стана поперечно-винтовой прокатки (ПВП).Данный способ управления позволит обеспечить стабилизацию процесса обжатия трубной заготовки, а также компенсирует ползучий угол поворота трубы на выходе из планетарной клети за счет организации е? активного рысканья посредством подчинения углового перемещения трубной заготовки контролируемому априори заданному периодическому движению с очень малой амплитудой относительно оси прокатки.
Из схемы концепции следует, что САУ планетарного стана ПВП содержит следующие локальные САУ: САУ скорости вращения валков планетарной клети; САУ скорости вращения корпуса планетарной клети; САУ периодического движения (рысканья) трубы на выходе планетарной клети
Электропривод валков клети является главным, поэтому корректирует задающее воздействие для САУ электропривода корпуса планетарной клети на основании второго критерия поперечно-винтовой прокатки. Задание скорости вращения электродвигателя корпуса также корректируется на величину добавочной скорости рысканья, что позволяет обеспечить на выходе устойчивое периодическое перемещение трубы вокруг оси прокатки с минимальной амплитудой.
В связи с этим возникает необходимость в доказательстве методами математического моделирования работоспособности разработанного способа управления и проверке робастности САУ в условиях наличия шумов от датчика углового положения трубной заготовки на выходе из планетарной клети.Анализ робастности комплексной САУ с учетом основных стохастических возмущений является актуальной задачей и целью данной публикации
Анализ робастности проводится в условиях схемы моделирования, приведенной на рис.1.
Рисунок 1 – Схема моделирования САУ электроприводом ПВП с учетом помех
При моделировании предполагается:
⁃ пределы основной абсолютной погрешности датчика углового положения трубной заготовки на выходе из клети, применяемого при технической реализации системы, равна ±1°;
⁃ задающее воздействие угла рыскания трубной заготовки изменяется синусоидально с амплитудой равной ±φ0=393 рад ≈ 23град .
⁃ помеха моделируются в виде стационарного случайного процесса с нулевым математическим ожиданием и дисперсией равной абсолютной погрешности энкодера;
⁃ нормальный закон распределения входных параметров;
⁃ стохастический процесс стационарный и обладает свойством эргодической гипотезы.
При моделировании дисперсия случайного сигнала, накладываемого на сигнал рассогласования по углу рысканья трубной заготовки, специально завышена над допустимой абсолютной погрешностью датчика и составляет 1,5 град с целью протестировать синтезированные регуляторы системы управления станом ПВП на свойство робастности.
Полученные в результате моделирования переходные процессы наглядно характеризуют работу САУ двухдвигательного электропривода планетарного стана ПВП. Задающее воздействие угла рыскания металла изменяется синусоидально с амплитудой равной ±φ0=0,393 рад ≈ 23град. (рис.2) и со скоростью 25% от 0.5 об/с=0,7рад/с (рис.3).
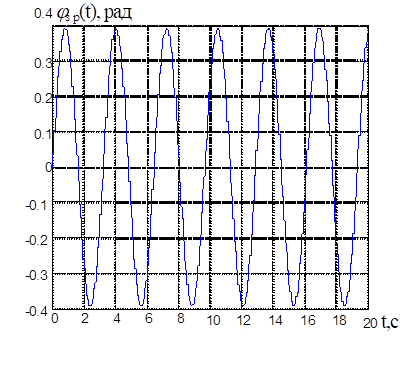
Рисунок 2 – Угол задания рысканья трубы на выходе клети ПВП
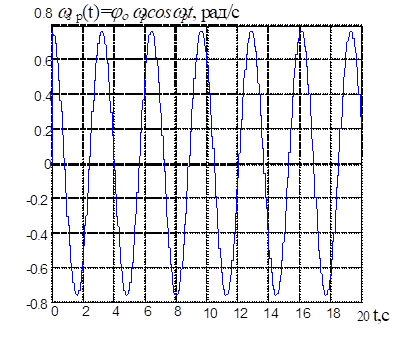
Рисунок 3 – Скорость задания рысканья трубы на выходе клети ПВП
Из анализа переходной характеристики угла поворота трубной заготовки вокруг оси прокатки (рис.4) следует, что движение заготовки трубы на выходе из планетарной винтовой клети сопровождается периодическим угловым ее перемещением вокруг оси прокатки с учетом шумовой составляющей, дисперсия которой соответствует погрешности энкодера в 1,5 град. По переходной характеристике (рис. 4), очень хорошо заметна адитивная шумовая составляющая, но угол рысканья не выходят за пределы 24,5 град (0,43 рад).
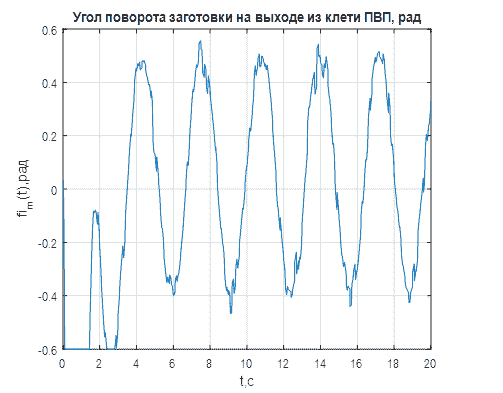
Рисунок 4 – Угол поворота трубной заготовки вокруг оси прокатки на выходе из клети ПВП
На рис.5 приведен график скорости активного рыскания металла.
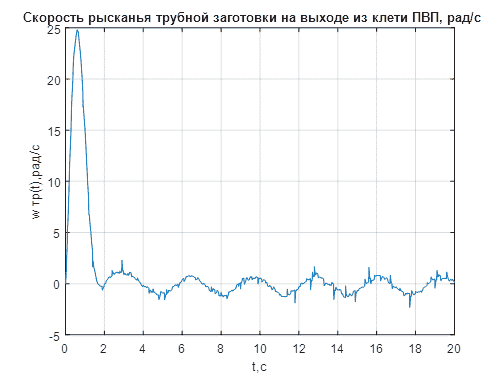
Рисунок 5 – Скорость активного рыскания трубы на выходе клети ПВП
Амплитуда скорости активного рыскания металла (рис.5), равная ±0,766 рад/с, соответствует амплитуде скорости задания рыскания металла (рис.3) и амплитуде скорости вращения электропривода корпуса клети (рис.6).
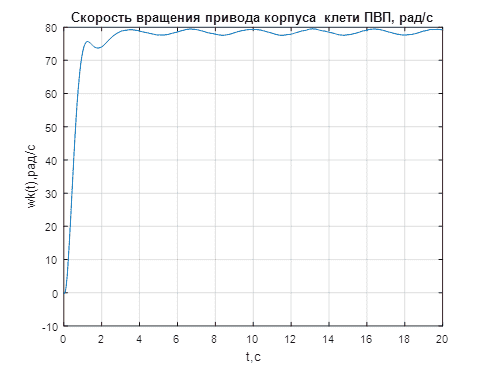
Рисунок 6 – Скорость вращения привода корпуса планетарной клети ПВП
Из графика переходной характеристики электромагнитного момента привода корпуса, полученной без его ограничения (рис.7), следует, что момент 2 кН•м достаточен для преодоления момента инерции всей клети, равного 63 кг·м2.
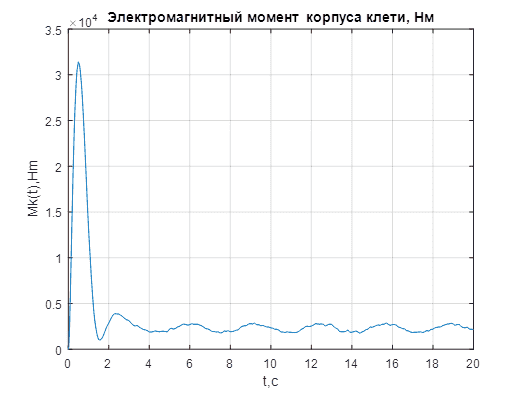
Рисунок 7 – Электромагнитный момент привода корпуса клети ПВП
Переходные характеристики скорости вращения привода валков и его электромагнитного момента, полученного без ограничения, представлены на рис.8. Величина мощности привода валков клети равна:
Рв=Мэм.в · ωв = 7590 · 78,5 = 600кВт
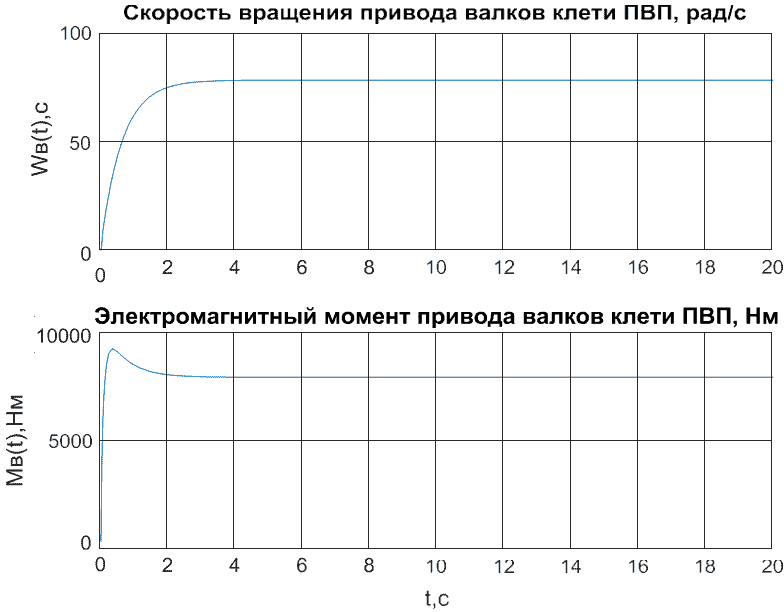
Рисунок 8 – Скорость вращения и электромагнитный момент привода валков клети ПВП
На основании полученных результатов можно сделать вывод, что предложенный способ управления двухдвигательным электроприводом планетарной клети ПВП работоспособен, САУ планетарным станом выполняет задачу слежения и стабилизации и отвечает условиям робастности.
Разработанная система управления электроприводами планетарной винтовой клети позволяет стабилизировать технологический процесс обжима трубной заготовки с малым периодическим перемещением е?вокруг оси прокатки. Основные показатели качества регулирования соответствуют заданным требованиям: апериодический характер переходного процесса с возможным перерегулированием до 15%; - время установления (регулирования) до 3 с;
1. Коссе В. И., Жукова Н.В. Концепция построения системы автоматического управления планетарным станом поперечно-винтовой прокатки / Автоматизация технологических объектов и процессов. Поискмолодых : сборник научных трудов ХХI международной научно-техническойконференции аспирантов и студентов в г. Донецке 24-26 мая 2021 г. - Донецк : ДОННТУ, 2021. – 398 с. С.249 – 252.